3 mm焊脚高度角焊缝的应用
2019-02-22李明明
李 勇,李明明
(1.中国船级社广州分社,广东广州 510235;2.中船黄埔文冲船舶有限公司,广东广州 510715)
0 引言
新型水面舰艇的设计制造,大量采用高强度船体结构钢材,由于船体结构板厚减薄,舰艇具有更轻的自身重量、更快的船舶航速等优点,得到了业界的广泛认可。但船体结构板减薄,带来了薄板焊接变形难以控制的难题。我国某船厂建造的600 t级高速执法船,主船体采用高强度钢材,船体内隔舱壁及中间甲板的板厚(4~5)mm,根据以往类似板厚的焊接施工经验,焊后需要大量的矫正作业以消除焊接变形。
1 焊脚尺寸规范要求
船舶结构角焊缝的焊脚尺寸,通常采用焊喉厚度h和焊脚高度K进行衡准,焊喉厚度主要用于前期的详细设计,同时也是焊缝强度计算的主要衡准值;焊脚高度主要用于后期的生产设计和焊接验收,因为用焊喉厚度h确定焊脚高度K时,需要考虑焊接方法、工艺参数、焊缝型式及其他条件,因此只有在生产设计阶段才能完全确定。船体结构角焊缝的具体要求,参见各个船级社入级规范中焊缝设计的相关章节,而该型600 t级高速执法船按照《海警舰艇设计建造规范2017》设计建造,其中第2篇第1章第4节中,虽然用表格列举了大量不同位置的船舶结构之间角焊缝的焊接系数,但在后面另外给出了一个焊喉厚度的最小值表(表1)。从表1中可以看出,对于手工焊和自动焊的船体结构角焊缝,当板厚≤7.5 mm时,角焊缝的最小焊喉厚度需要达到3 mm。

表1 焊喉厚度的最小值 mm
2 问题
根据《海警舰艇设计建造规范2017》的规范要求,对(4~5)mm厚高强度船体结构钢角焊缝的焊脚高度要求≥4.2 mm。根据现场的施工情况,当板厚4 mm角焊缝的焊脚高度为4.2 mm时,船体结构在小组立和中组立阶段,焊接变形比较明显。
而根据相关公式(1),(2)所示,当角焊缝的接头形式和焊板尺寸、材料固定时,纵向收缩应力为常数,纵向挠曲变形和挠度与总的纵向收缩应力相关,与焊缝金属断面面积成正比。

上述式中,PL为总的纵向收缩应力;σL为纵向收缩应力;AW为焊缝金属断面面积;f为纵向弯曲扰度;b为纵向焊缝距试板重心的距离;l为焊接试板长度;E为弹性模量;J为焊接试板截面惯性矩。
因此,已完成生产设计的船体结构,为了减小角焊缝的焊接变形,只有考虑改变焊缝金属断面面积AW,而焊缝金属断面面积等于焊缝总长乘以焊喉厚度h,所以只有减小焊喉厚度,才能减小焊缝金属断面面积,达到减少焊接变形的目的。但规范中已经明确给出最小焊喉厚度的要求,需要验证更小焊喉厚度的强度可以满足施工工艺要求。
3 角接焊工艺验证试验
(1)试验方法。采用4 mm厚DH36高强度钢作为焊接母材,准备4块(1000×150)mm的钢板,两两组装成角接焊试验件,2个试验件的装配间隙分别为0 mm和1 mm,标记为0号件和1号件。对2个试验件进行单侧平角接的单层单道焊焊接,焊缝长度1 m,焊后测出的焊脚高度3 mm。
(2)焊接工艺。采用药芯焊丝CO2气体保护自动焊,使用直径1 mm的JQ.YJ501-1焊丝,使用KAIERDA KE-350焊机,焊接电流(170~185)A,焊接电压(24~26)V,焊接速度 56.4 m/h,CO2流量 25 L/min。
(3)试验结果。2个试件焊接完毕后,进行外观检查和表面渗透检测,结果满足要求。分别从2个试件中取出2个长度约25 mm的焊缝断面宏观试样和一个长度约400 mm的破断试样,1号件焊缝断面宏观试样金相检测结果如图1所示,显示焊缝成形良好,有足够的熔深,无裂纹和未熔合缺陷,试样硬度检测最大硬度218 HV10,最小硬度135 HV10。1号件破断试样检测结果如图2所示,显示焊缝无裂纹和未熔合,气孔符合ISO 5817和ISO 10042的B级要求。0号件的破断试样在2块母材几乎被压到一起后,单侧的填角焊依然没有完全裂开,进一步验证焊缝具有足够的连接强度,且装配间隙越小(焊喉厚度值越大)连接强度越大。试验结果得出,3 mm焊脚高度的角接焊焊接工艺满足要求,可以应用于船体结构间的角焊缝,但需要控制装配间隙≤1mm,且装配间隙越小越好,同时该焊接工艺只适用于焊接母材(3~6)mm厚的薄板。
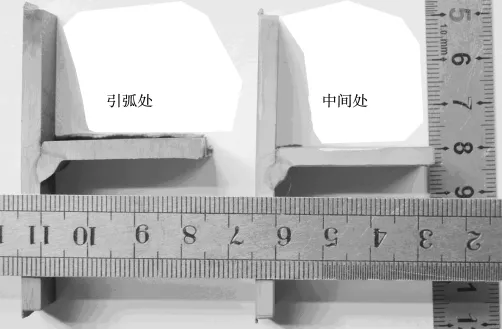
图1 1号件试样焊缝断面

图2 1号件破断试样断面
焊接工艺的验证试验成功后,征得该型船主管机关审批同意,开始在实船焊接施工中大量应用,主要用于4 mm和5 mm板材与骨材之间的角焊缝。通过对施工后的小组立和中组立等结构的测量,发现因角焊缝焊接产生的变形明显减小,得到了船东方的好评和肯定。
4 结论
经过标准的角接焊工艺认可试验和实船施工情况,验证了3 mm焊脚高度角焊缝可以应用于厚度(3~6)mm的DH36高强钢的填角焊焊接,减小薄板的焊接变形,但装配间隙需要保持在(0~1)mm范围内,且装配间隙越小、焊缝的连接强度越高。
