高温高压设备及管道连接密封面的缺陷修复
2019-02-22荣刚杨宝红周武汤雄飞贺波张云光
荣刚,杨宝红,周武,汤雄飞,贺波,张云光
(中广核研究院有限公司反应堆工程实验研究中心,广东 深圳 518000)
对于高温高压设备及管道法兰的连接,为确保密封性能,密封面需要满足一定的平面度和粗糙度要求。由于各种原因,包括加工制造、运行工况要求高、拆卸安装等,造成密封面处出现坑点、刮伤、划痕等缺陷,进而导致密封失效,最终出现密封泄漏。当出现此类密封面损伤时,需要及时对法兰密封面进行修复处理以保证其密封质量。考虑到部分设备或管道难以拆卸及移动,也为避免拆装造成的工期延长不可控,对于此部位的缺陷处理,需采用现场修复和研磨进行处理。
1 密封面结构形式
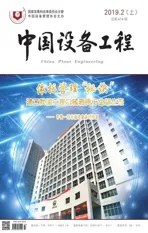
高温高压设备及管道常涉及到多处连接密封,其有着不同的密封结构及密封面,如图1所示为涉及到的常见密封面的结构示意图。
一般而言,部分承压筒体中安装有部件、组件等,且相关部件组件的安装精度要求较高,由于筒体较长,相对于装置也有相应的安装和固定要求,对于包括加工制造、运行工况恶劣、拆卸安装等原因引起的密封面损伤,所采取的方式只能依实际现场进行修复和研磨处理。
2 密封面技术要求
常用的法兰材质为321不锈钢III级锻件,法兰密封面机加工后的粗糙度要求(Ra3.2~Ra6.3),其上所采用的密封垫片其硬度值应低于法兰硬度值,以保证密封效果。
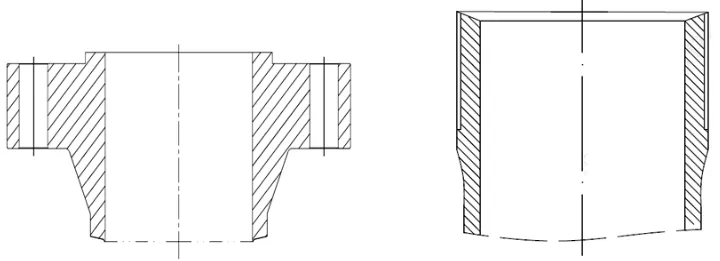
图1 常见密封面的结构示意图
3 密封面修复工序
密封面修复处理前,现场先行判断缺陷大小及严重性,当密封面出现较大缺陷时,可现场采用微弧焊技术进行补焊处理,在微弧焊修复完成后,进行精磨和粗磨,一般粗磨和精磨后,表面缺陷已经得到较大改善。为进一步提高表面光洁度,采用研磨处理,直至符合型面要求,经过如上工序,密封面表面的平面度、粗糙度已得到极大改善,达到密封的目的。如原始缺陷不大,就不需要采用微弧焊进行修复,只采用后续工序就可以完成。
4 微弧焊
4.1 微弧焊的基本原理
微弧焊接工艺是将电源存储的高电能,在高合金电极与金属母材间进行瞬时高频释放,形成空气电离通道,使电极与母材表面产生瞬间的微区高温、高压的物理化学冶金过程。传统的电焊、氩弧焊、热喷涂等修复方式,由于发热量大、对工件材质和金属金相结构有较大破坏,不合适用于密封面的精细修复,微弧焊提供了重要的在线修复途径,此方法可以高效组织修复缺陷,时间短,代价小,其焊接示意图见图2。
图2 焊接示意图
4.2 微弧焊的表面修复
(1)工艺准备及试验。依据现场实际情况制定修复工艺方案,确定采用微弧焊进行补焊,修复区域的尺寸按现场实测确定,模拟缺口形貌试焊,验证焊接参数。
(2)工件表面预处理。对待补焊区域表面采用电动打磨机进行打磨,清除表面氧化皮及破损层金属,直至露出光亮金属表面;打磨完成后清除粉尘、油污等杂物;使用清洗剂清洗、风干表面。
(3)安装辅助工装。用防火布封住管口和非补焊区域,防止焊接飞溅物进入管道内和其它完好表面。
(4)微弧焊焊接。采用ER321焊丝作为补焊材料,采用点焊方式施焊,焊接过程监控工件温升,温升控制小于80℃,温升接近上限时,要停止施焊,等待至室温时继续补焊,如此循环直至补焊完成。
5 粗磨精磨
粗磨,用自动打磨机对修复位置的表面进行打磨,打磨过程注意控制余量。
精磨,使用油石手工对各个高点进行精磨,去除高点直至补焊位置与旁边平面接近贴合,留大约0.08~0.1mm研磨余量,油石粒度:400#--1200#。
6 研磨
6.1 研磨的基本原理
手工研磨是在研磨工具的研磨面上涂上研磨剂,在一定的压力作用下,工件和研具按一定的轨迹作相对运动,直至研磨完毕。要求研具材料比被研磨的工件软,这样受到一定压力后,研磨剂中微小颗粒即磨料被压嵌在研具表面上,这些细微的磨料具有较高的硬度。由于研具和工件的相对运动,磨料对工件产生微量的切削作用,均匀地从工件表面切去一层极薄的金属,从而使工件逐渐得到准确的尺寸精度和合格的表面粗糙度,由于研磨是微量切削,因此研磨量不能太大。
6.2 研磨工具
研具材料的组织要细致均匀,有很高的稳定性和耐磨性,工作面的硬度应比工件表面的硬度稍低。球墨铸铁作为常用的研具材料,其嵌砂性能好,耐磨性能优异,且长时间使用不易产生变形。另外,铸铁的经济实用性很好,在市场上很常见,价格便宜,如图3所示,为所使用的一种研磨模具。
6.3 研磨膏(剂)或研磨砂纸

图3 一种研磨模具
研磨膏(剂)是由磨料和研磨液调和而成的混合剂,可结合实际需要自己配制,目前市场上有不同规格的成品研磨膏供应,也可以满足使用要求,常用的研磨膏的粒度从W40到W0.5。W40最粗,磨削量大。W0.5最细,用于抛光,而且不退火,再硬的刀也能研磨。也可以采用研磨砂纸研磨。研磨砂纸是将研磨砂纸粘贴在研具上,在一定的压力作用下,工件和研具按一定的轨迹作相对运动,直至研磨完毕。根据密封面缺陷程度,选择研磨砂纸粗细砂纸。如它的规格有80u、60u、30u等,数字越大研磨砂纸越粗。
6.4 研磨的表面修复
(1)研磨前准备。首先将密封面用酒精清洗干净,再用洁净的软布擦干净,再次确认法兰密封面缺陷情况,根据缺陷大小,确定每一个法兰初始研磨所用的磨料粒度,检查研磨工具与法兰密封面的配合情况,如合适,则将研磨剂均匀地涂抹在研磨工具的工作面上。
(2)研磨操作。用研磨工具配研磨剂对修复点进行手动研磨,研磨中应始终保持研磨工具与待研磨面基本平行,研磨时工件受压要均匀,压力大小始终应适中,精研压力比粗研要小,研磨速度不能太快,研磨尽可能一次研磨一圈,禁止在小角度范围内作往复式研磨,每一遍研磨的起点均要相互错开90°,以保证研磨均匀。进行更精细的研磨前,一定要把上一层级研磨所用的研磨剂清理干净。
(3)研磨检验。法兰研磨后,作印痕检查,用以检查密封面平面度,在密封面均匀涂抺红丹粉,再放到法兰密封面上转动,转动角度应大于30°,但小于45°。如红丹刮磨后分布比较均匀,说明法兰密封面良好,否则须继续研磨,直至符合密封的要求。
7 实例应用
图4、5为现场管道法兰密封面处理的部分效果图。
8 结语
设备及管道法兰涉及较多的密封面,由于加工制造、安装、运行过程中出现的状况,容易造成密封面处出现坑点、刮伤、划痕等缺陷,进而导致密封失效,最终导致密封泄漏。依据现场密封面的缺陷状况,特别是对于不易拆卸的相关设备及管道,采用相应的工艺方法进行现场修复处理,可以达到满足恢复密封面的密封要求。

图4 密封面补焊后状况

图5 研磨处理后效果图