基于混沌蚁群算法塑料挤出机温度控制系统
2019-02-12陈明霞李顺艳
陈明霞,张 寒,李顺艳
(桂林理工大学 a.机械与控制工程学院;b.测绘地理信息学院,广西 桂林 541006)
0 引 言
塑料具有质量小、密度低、强度高、绝缘性好等优势,在农业、工业、化工等领域使用广泛[1]。塑料工业包含塑料生产和加工两部分。对于塑料加工部分,当前多数挤出机采用温控仪表模糊PID控制器[2],这在一定程度上对参数的自适应调节有所改善,但模糊隶属函数对于挤出机温控环节故障(卡泵、卡阀、流体泄漏、传感器故障)进行计算整定时,温控仪表易产生误操作。在实际生产中,受螺杆转速、所加工材料的特性、材料的温度、机筒温度、出口压力等诸多因素影响,塑料制品质量存在不稳定性,其中螺杆转速、机筒温度、挤出压力为主要影响因素,通常机筒温度区间的划分与螺杆直径和螺杆长径比有关[3]。
常规PID控制器适应一般温度系统控制,对于滞后、复杂温度系统表现不佳,参数整定依赖于人工经验。挤出成型工艺过程物料发热、挤出机螺杆与机筒磨擦等因素都使挤出机温度的控制系统变得复杂。挤出机温度控制系统具有非线性和滞后等特性,系统易受不可控因素影响,如液压功率、模头阻力、物料发热、螺杆摩擦、不同配方下物料导热系数变化、更换水阀、维护电加热器等[4]。
针对上述问题,本文提出了一种结合CAS算法和PID控制的CAS-PID控制器,将智能算法与PID控制器进行有效结合应用于塑料挤出机的温度控制系统中。蚂蚁初始进行混沌蚁群搜索,以期克服从单点随机出发的弊端,为提升算法的优化效率和精度提供理论支撑。
1 挤出成型工艺简介
塑料挤出成型过程是通过挤出设备将各种形态的塑料制成一定形状的半成品,是整个塑料制品生产的核心环节。 挤出成型先要对机身、 机头等部位进行预热,使其达到生产工艺规定的温度。挤出机温度控制主要为机筒温度与模头温度控制部分, 模头温度决定塑料产品表面光亮度, 机筒温度影响塑料产品内在塑化效果。国内大多数经济型挤出机温度控制系统普遍采用分离仪表控制方案,加热方式为电热圈分区加热,温控仪主要采用模糊PID控制技术[5]。根据工艺要求,各区分别设定加热温度,控温方式采用温控仪表和继电器方式。分离仪表控制方案成本较低,但控制效果不够理想。图1为某型号挤出机。

图1 挤出机实物图Fig.1 Extruder working scene
2 混沌蚁群算法简介
混沌蚁群算法(CAS)是将混沌系统引入到蚁群算法(ant colony optimization, ACO)中形成的算法,CAS算法有效提升了蚁群算法的优化效率和精度,用以自适应解决参数优化问题[6]。CAS算法数学核心是在L维度的连续实数空间RL中找到最优解。算法模型中,单个蚂蚁的运动策略是其当前位置、自身位置及其两位置组织变量关系相关的函数,蚂蚁运动并极力寻找最佳位置。蚁群蚂蚁在连续搜索空间S中搜寻函数极值。空间S中的每个点s是给定问题可行解,每个变量是实数空间任何有限维矩阵。第i个蚂蚁的位置由一个代数变量符号si=(zi1,zi2,…,zil)表示,其中i=1,2,…,n。
寻优过程可以描述为
Zd(t)=g(Zid(t-1),pid(t-1),yi(t)),
(1)
其中:Zd(t)代表当前混沌蚁群变量最优状态;t表示当前时刻;Zid(t)表示第i个蚂蚁的d维变量最优状态;d=1,2,3,…,l;l为搜索空间维数;yi(t)是组织变量在t时刻的状态;pid(t-1)表示第i个蚂蚁与其近邻蚂蚁在t-1时刻所找到的最佳位置;g是一个非线性函数。
蚂蚁初始搜索采用混沌描述,随着时间推移,组织变量变化,组织变量对个体蚂蚁行为影响逐渐增大;当组织变量对蚂蚁个体的影响达到阈值时,蚂蚁个体混沌现象消失;蚂蚁进一步搜索,并在搜索空间中找到最佳位置[7]。采用混沌系统对初始搜索进行描述,参考了Sole等给出的混沌系统[8]。连续变化组织变量yi(t),实现单个蚂蚁混沌行为的调整,保证蚂蚁运动到最佳目标位置。
yi(t)=yi(t-1)(1+ri)。
(2)
蚂蚁在搜索空间S中的速度和位置根据以下公式确定
Vt+1=wvt+(yi-r1)(pt-xt)+(yi-r2)(Zt-xt),
(3)
xt+1=xt+vt+1。
(4)
其中:xt表示蚂蚁t时刻位置;vt表示蚂蚁t时刻速度;w为惯性因子;r1、r2是小于1的正常数;pt表示蚂蚁t时刻最佳位置;Zt表示整个蚁群t时刻搜索最佳位置;yi实现蚂蚁群混沌行为调整。
混沌蚁群系统是自组织系统,随着组织变量变化,蚂蚁个体位置根据邻近蚂蚁更新最佳位置进行动态调整,同时进行蚁群最佳位置的动态更新,最后在搜索空间中锁定最优解。
3 基于CAS-PID算法控制器设计与实现
由于PID原理简单、参数物理意义明确、理论分析系统完备,因此被广泛应用于工业过程控制[9],其系统结构见图2,其中,r(t)为设定输入值,d(t)为扰动信号,u(t)为控制器输出信号,y(t)为系统输出。
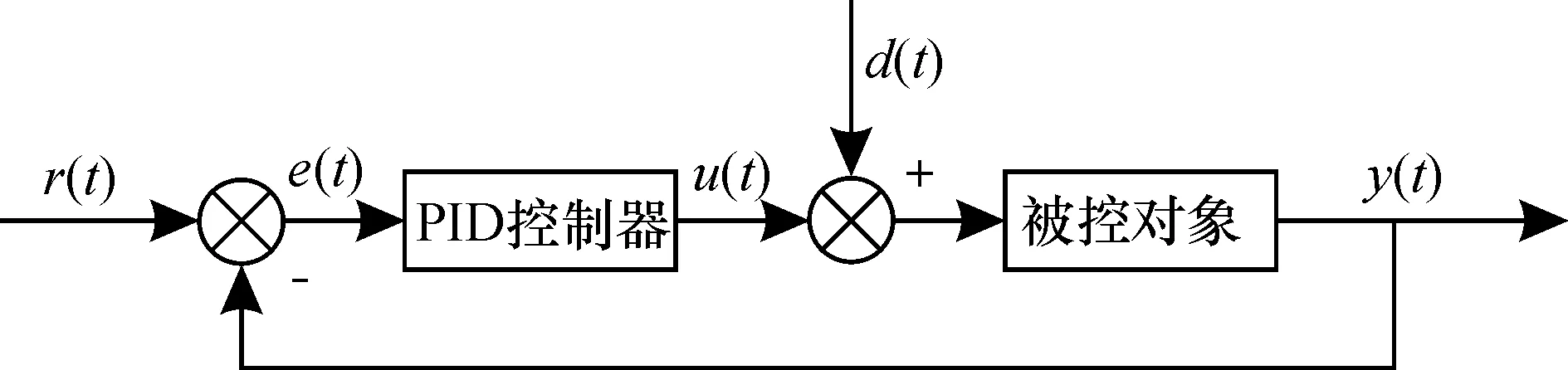
图2 PID控制器系统结构Fig.2 Structure of PID controller system
一个标准PID控制器的传输方程为
(5)
式中:U(s)是作用于误差信号E(s)的控制信号;Kp是比例系数;Ti是积分时间常数;Td是微分时间常数;s是拉普拉斯变换参数。
控制信号可以表示为
(6)
其中,Kp是比例增益;Ki是积分增益;Kd是微分增益。
将混沌蚁群算法应用于挤出机温度控制系统,结合PID控制器进行挤出机温度控制器的设计,控制器原理如图3所示。

图3 控制器原理Fig.3 Schematic of controller system
在进行CAS-PID控制器设计后,需要对其控制性能作出评价,设计评价函数为
(7)
式中:e(t)为系统误差,t为系统采样时间。 利用混沌蚁群算法优化确定Kp、Ki、Kd的具体步骤如下:①随机产生n个蚂蚁构成的初始种群,并确定Zt和Pt; ②蚂蚁速度、 位置的初始化, 初始搜索混沌化; ③将种群中各个个体解码成对应的参数值, 用此参数求代价函数J, 并计算出适应度函数f=1/J; ④对于每一只蚂蚁,将其适应值与当前发现的最佳位置pt的适应度值进行比较,若好,则将其更新为当前pt; ⑤对于每一只蚂蚁,将其适应度值与整个蚁群的最佳位置Zt的适应度值进行比较,若好,将更新作为当前Zt; ⑥根据式(4)更新组织变量,式(5)、(6)更新单个蚂蚁的速度与位置; ⑦如果没有满足适应度值下限或迭代次数,返回步骤②,否则退出算法,得到最优解。
算法流程如图4所示。
4 系统仿真
在过程控制中,通常将电加热设备的动态特性视作一个线性系统,用一个或两个惯性环节串联一个纯滞后环节近似,常近似为一阶惯性环节[10],这种近似逼近在多数情况下是合理的,本文所使用的电加热设备是电热丝,其等效模型为
G(s)=Ke-τs/(Ts+1),
(8)
式中:K是对象的静态增益;T是对象的时间常数;
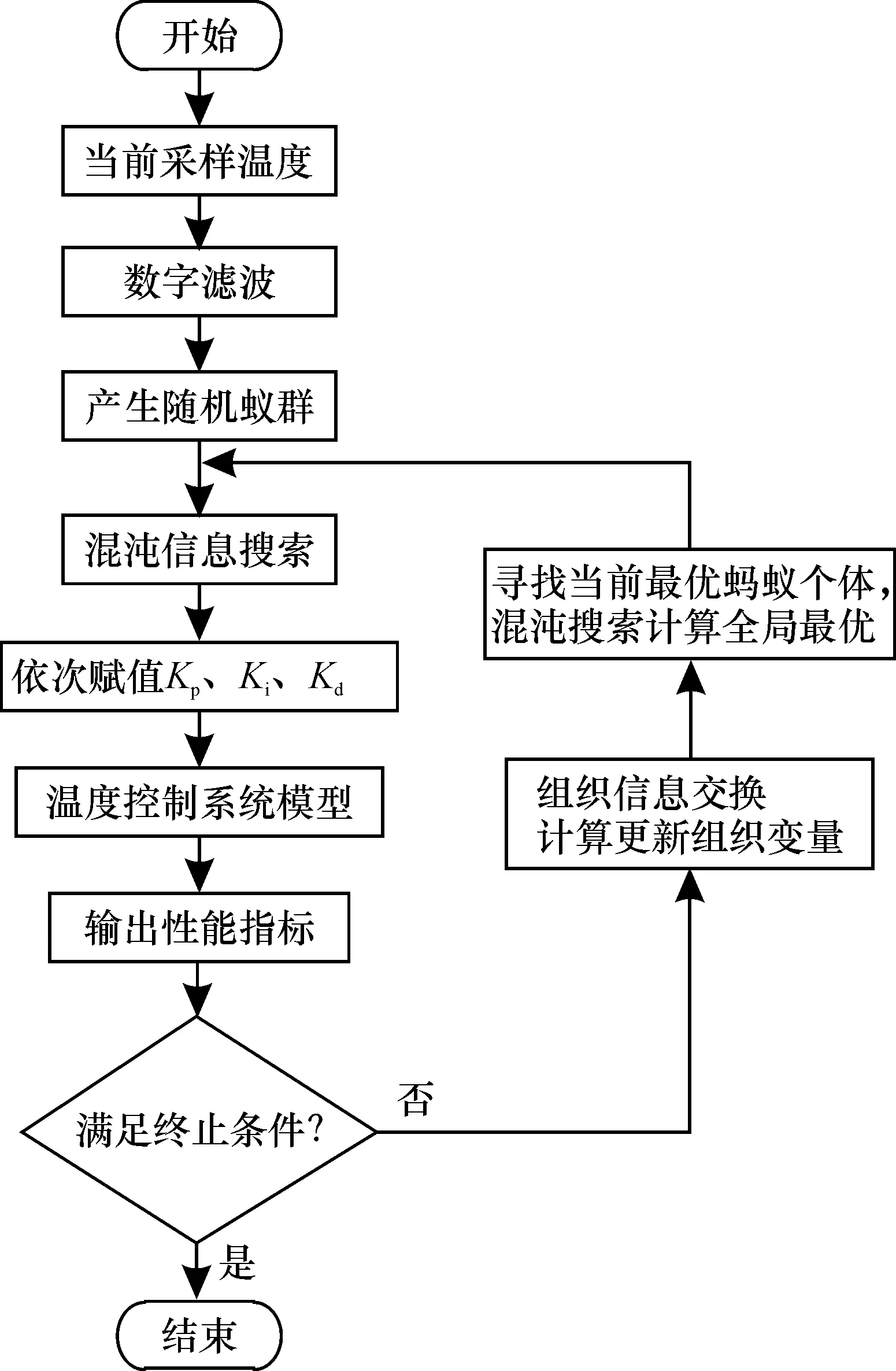
图4 算法流程图Fig.4 Algorithm flow chart
τ是对象滞后时间。 对控制对象施加阶跃输入信号得阶跃响应,并计算相关参数:
K=ΔC/ΔM;
(9)
T=1.5(t0.632-t0.28);
(10)
(11)
其中, ΔM是系统阶跃输入幅度; ΔC是系统输出对应幅度;t0.28是响应曲线达到0.28ΔC的时间;t0.632为响应曲线达到0.632ΔC的时间。
选取某型号塑料挤出机筒温度区域作为控制对象, 得其近似数学模型, 即传递函数:
G(s)=0.9e-20/(105s+1)。
(12)
在Matlab软件Simulink子系统中进行仿真分析。分别建立增量式PID控制器、模糊PID控制器、CAS-PID控制器进行控制系统仿真。模糊PID控制器选用三角形隶属函数,模糊论域为[-5,5]。以Kp、Ki和Kd为输出:Kp论域为[-0.6,0.6],Ki论域为[-0.06,0.06],Kd论域为[-1.2,1.2],系统误差e的基本域为[-5,5],误差变化率ec基本域为[-0.5,0.5]。输入输出模糊子集均为{NB, NM, NS, ZO, PS, PM, PB},子集的元素分别表示负大、负中、负小、零、正小、正中、正大。对于CAS-PID控制器,采用 S-Function模块进行控制器设计,混沌蚁群种群大小为100,最大迭代次数为100,惯性因子w为0.6,组织变量初值为0.1,Kp、Ki和Kd值的变化范围均为[0,300],系统仿真如图5所示。

图5 系统输出响应曲线Fig.5 System output response curves
可以看出,采用CAS-PID控制器系统具有最快响应时间,达到稳定状态所用时间也较模糊PID短。采用CAS-PID控制器系统实现参数自适应调整,与模糊PID控制器复杂控制规则相比,更容易搭建和调试。分析可知,对于存在时变滞后环节挤出机温度系统,CAS-PID控制器仍具有良好的控制性能。CAS-PID控制器参数自适应调整过程如图6所示。
为了测试具有不确定参数的PID控制器的鲁棒性,假设实际传递函数方程
(13)
其中:Δ1是K的波动大小,|Δ1|≤0.5;Δ2是T的波动大小,|Δ2|≤5。对图5中使用的控制器进行鲁棒性测试, 测试中选择的4组非确定参数如表1所示,测试结果如图7所示。
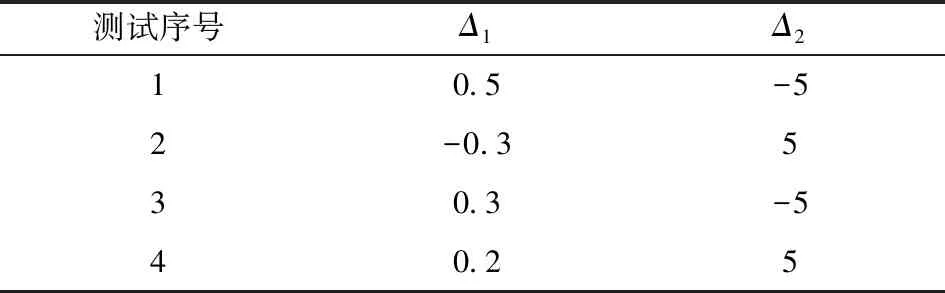
表1 鲁棒性测试相关参数Table 1 Parameters related to robustness test
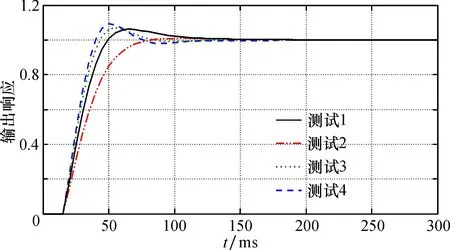
图7 参数存在不确定情况下CAS-PID控制器的 系统响应曲线Fig.7 System response curves of CAS-PID controller with uncertain parameters
参数不确定条件下CAS-PID控制器系统响应曲线如图8所示。参数变化测试中,采用CAS-PID控制器温度控制系统响应迅速, 上升时间短、 超调量较小,具有良好的控制效果,鲁棒性较好。分析可知,对于挤出机温度系统参数不确定条件下,CAS-PID控制器仍具有良好的鲁棒性和自适应性。

图8 CAS-PID性能指标ATIE变化曲线Fig.8 ATIE change curve of CAS-PID performance index
CAS-PID控制器性能指标ATIE变化曲线如图9所示。系统满足最小相位和增益裕度情况下保证指标函数ATIE最小。ATIE评价函数变化曲线反映了系统误差下降的情况,有效印证了算法在搜索空间中找到最优解。
实验室中选取70 ℃目标温度控制进行仿真实验,为了更好地验证系统性能,通过在500 ms处加入阶跃扰动进行外来干扰实验,观察到CAS-PID控制器迅速响应。根据系统误差自适应调整迅速趋于稳定,系统稳态误差约为0.3 ℃,分析可知,对于存在不确定因素较复杂挤出机温度系统,CAS-PID控制器仍具有良好的鲁棒性和自适应性。
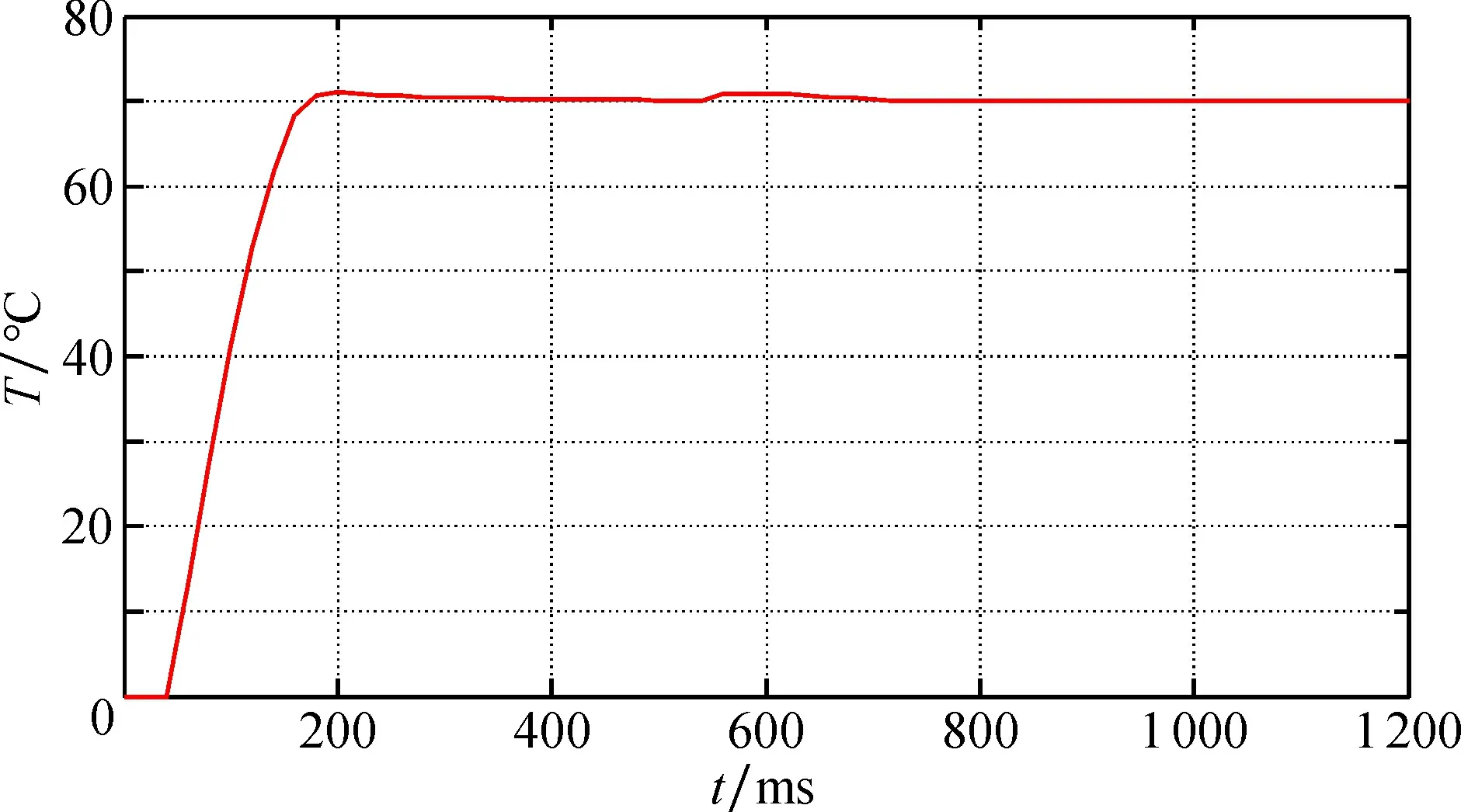
图9 70 ℃目标温度实验室仿真结果Fig.9 Simulation results of 70 ℃ target temperature in laboratory
5 结束语
基于CAS算法和PID控制器,设计了一种CAS算法与 PID控制器相结合的CAS-PID控制器用于挤出机温度控制,为使PID参数自适应调整,从而使系统输出响应具有较好的动态性能和稳态性能,且在干扰的作用下可自动调整PID参数,提供了一个可行性解决方案。采用CAS-PID控制器系统实现参数自适应调整,与模糊PID控制器复杂控制规则相比,更容易搭建和调试。通过鲁棒性分析实验发现,在模型参数不确定的条件下,CAS-PID控制器仍具有良好的鲁棒性和自适应性,干扰作用下,系统稳态误差约为0.3 ℃。CAS-PID控制器应用在塑料挤出机温度控制系统中,控制参数满足自适应整定与在线调整,具有良好的动态性能与静态性能,可以在一定程度上提升挤出半成品质量和挤出机械的智能化水平。
