阿塞拜疆5000t/d熟料生产线烧成窑中车间工艺设计中的几点体会
2019-01-31时红霞
时红霞
(北京凯盛建材工程有限公司,北京 100024)
1 前言
水泥生产技术发展中最重要的发明是采用回转窑来煅烧水泥熟料。回转窑的预热效果较差,因而出现了湿法窑时代的窑内链条、格子式热交换器、立波篦式预热器等。经过上百年的发展,新型干法水泥生产线,即带预分解炉的旋风预热器窑已成为当前水泥烧成的主流[1]。
阿塞拜疆奇兹达斯5000t/d熟料生产线是EPC交钥匙工程,总承包方为中国建材国际工程有限公司,北京凯盛建材工程有限公司受中国建材国际工程有限公司委托,在本项目中作为主要执行单位,承担本项目的工程设计、设备供货、人员培训、生产调试和达标考核服务。该项目是由阿塞拜疆标准公司(NORM)投资建设的一条完整的新型干法熟料水泥生产线,是高加索地区最大的水泥厂。
该项目回转窑规格是φ4.8×72m,采用RSP型双系列预分解系统。以天然气为热源,生产规模为日产熟料5000吨,年产水泥200万吨。阿塞拜疆熟料生产线位于阿塞拜疆首都巴库以西60千米。
阿塞拜疆熟料生产线于2012年3月开始土建施工,2013年1月开始设备安装,2014年10月开始生产,回转窑一次性点火成功,各车间相继通过考核,并于2015年10月签署PAC证书,标志该项目已达合同要求,业主同意验收。生产线平均产量达5400t/d以上,主要指标达到国际先进水平。人民日报称“日产5000吨熟料水泥性能达世界先进水平中企为阿塞拜疆建成最大水泥厂”。该厂被阿塞拜疆总统阿利耶夫称作为其国内“规模最大、现代化程度最高的水泥厂,其顺利投产极大缓解了阿国内水泥短缺的现状”,他认为该水泥厂将成为该国基础设施建设的基石。阿塞拜疆奇兹达斯5000t/d熟料生产线全景照片见图1。
项目所在地四季多风,秋季尤甚,夏季干旱少雨,降水集中到秋冬季,该项目靠近里海工艺设备易受环境咸湿的影响。因此,有必要对所有设备和仪器采取防护以避免这种影响。项目验收条件苛刻,罚款条款较多,因此工艺设计中要针对项目特点,解决这些特殊需求。

图1 阿塞拜疆奇兹达斯5000t/d熟料生产线全景照片
回转窑是新型干法水泥生产工艺烧成系统的主机设备,烧成系统是整个熟料生产线的核心,因此回转窑对整个新型干法水泥生产的稳定与否起着决定性作用,回转窑车间的工艺设计尤其重要。作者进行过国内外多个项目的烧成窑中工艺设计,在此方面积累了一些经验,结合阿塞拜疆烧成窑中车间出现的问题,烧成窑中车间工艺设计中的几点体会撰写此文与大家分享。
2 烧成窑中车间工艺流程图
阿塞拜疆奇兹达斯5000t/d熟料生产线烧成窑中车间工艺流程图见图2。
阿塞拜疆奇兹达斯5000t/d熟料生产线窑尾采用RSP型双系列预热分解系统,该技术是北京凯盛建材工程有限公司的专有技术,生料经计量仓卸出,通过窑尾钢丝胶带斗式提升机、电动三通阀、空气输送斜槽分别喂入二级旋风预热器上升管道,随风进入一级旋风预热器。经过一级旋风筒、二级旋风筒、三级旋风筒、四级旋风筒与废气逐步热交换后被加热,进入分解炉,在分解炉内900℃左右温度下,碳酸盐矿物分解率达到约85%-95%后经五级旋风筒收集后入窑。而经过气料的热交换,高温气体的温度将降至约320-340℃后排出预热器系统。一般情况下,入窑生料分解率在90-95%。回转窑和分解炉内燃料燃烧及生料分解产生的气体经分解炉、混合室和五级旋风筒,最后由窑尾高温风机排出。
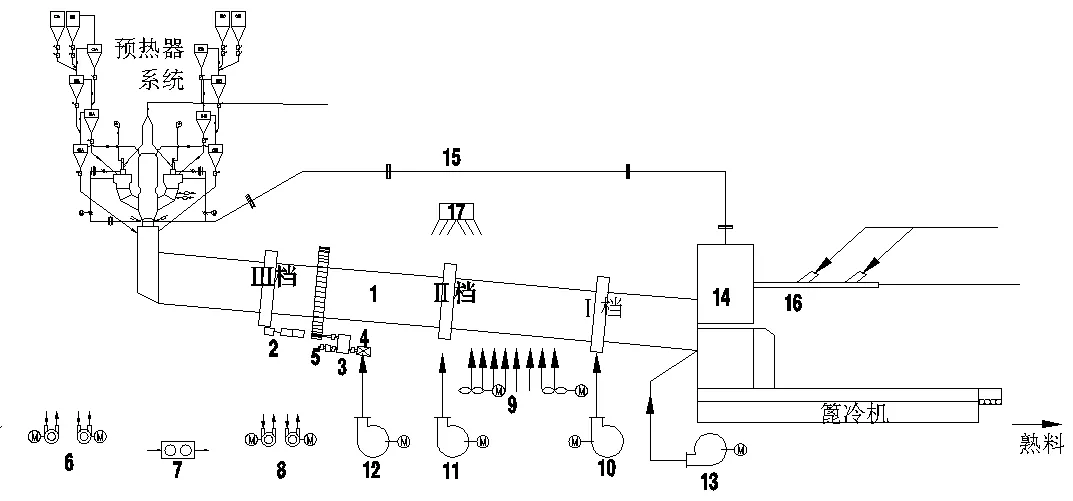
图2 阿塞拜疆奇兹达斯熟料生产线烧成窑中车间工艺流程图
阿塞拜疆奇兹达斯5000t/d熟料生产线采用Φ4.8×72m回转窑和CP ETA冷却机进行熟料的烧成和冷却,系统产量为5000 t/d。预分解生料进入回转窑后随着窑体的旋转向窑头方向移动,被窑内高温气体持续加热,完成碳酸盐矿物分解和固相反应过程,生料液相在过渡带出现,并形成了少量的颗粒,并在过渡带形成了不十分稳定的副窑皮。在回转窑的烧成带,在1600℃以上的高温火焰下,物料的温度被迅速地加热到1350-1450℃,C2S与游离态的CaO反应形成C3S,完成熟料的烧结过程。
出窑熟料从窑头直接落入CP ETA冷却机,此冷却机一共有六个通道,运行时,所有通道一起向物料前进方向进行运行。向后的运行分几步进行,首先通道1和4向后,接着通道2和5,最后通道3和6。
CP ETA冷却机高温废气一部分作为回转窑用二次空气;另一部分由三次风管分两处进入分解炉作为燃烧空气。
3 设备选型

表1 阿塞拜疆项目回转窑车间设备参数表
首先根据窑的额定产量及工艺计算性能要求,确定窑的规格。预分解窑筒体呈倾斜状态,有一定斜度,一般为3.0%-4.0%,以3.5%居多,近年有一些大型预分解窑的斜度为4.0%[2]。预分解窑有一定斜度,其主要作用是回转窑旋转时,物料可以从窑尾至窑头运动;另一作用是防止生料在窑尾密封处漏料。一般来说,斜度大则物料运动速度快且不易漏料。国内现有水泥厂的预热器窑和分解炉窑的长径比(L/D)一般为14-16。阿塞拜疆熟料生产线选用Φ4.8×72m三档回转窑。
根据窑的规格确定主电机冷却风机、筒体冷却风机、窑头密封风机、Ⅰ、Ⅱ档支承装置冷却风机的规格,从窑头至窑尾方向依次是Ⅰ、Ⅱ、Ⅲ档。阿塞拜疆项目主电机冷却风机、筒体冷却风机、窑头密封风机、Ⅰ、Ⅱ档支承装置冷却风机选型见表1。
4 工艺设计中应注意的问题
在烧成窑中车间工艺设计中应充分考虑工厂规模、原、燃料条件、预热器型式、级数、分解炉的炉型、规模和配置的冷却机型式、规格等距离情况。本文结合阿塞拜疆项目烧成窑中车间出现的问题,介绍在窑中车间工艺设计的几点注意事项。
4.1 回转窑
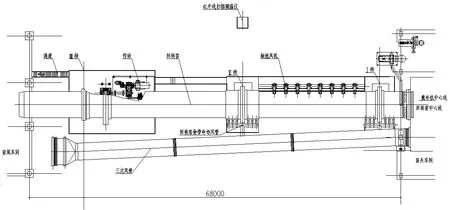
图3 阿塞拜疆窑中车间布置简图
回转窑的中心高度可根据窑头冷却机的布置标高来确定,但当回转窑中心高度太高时,可将窑头、窑尾标高综合考虑,可采用将冷却机布置在地面或地坑解决。篦式冷却机的中心线,应偏在窑内中心线物料升起的一侧。从窑头向窑尾看回转窑一般逆时针旋转,小齿轮把大齿圈托起来,通过小齿轮带动大齿圈,因此从窑头向窑尾看回转窑传动在回转窑右侧。回转窑Ⅰ、Ⅱ、Ⅲ档中心距虽然为小数,但窑尾车间和窑头车间柱网间距一般设置为整数。见图3 阿塞拜疆项目窑中车间布置简图。
4.2 窑中车间冷却风机
阿塞拜疆项目窑筒体冷却用轴流风机数量较少,项目运行前期回转窑Ⅱ档后也需要风机降温,由于当地机械行业落后,风机需要在国内补货,运输成本较高。因此在国外工程烧成窑中车间冷却风机设计中,窑筒体冷却用轴流风机应布置12-14台。风机应配置轨道,风机进口配置防护网。见图4 阿塞拜疆项目筒体冷却轴流风机现场照片。
回转窑主电机冷却风机、轮带冷却风机、窑口冷却风机进口均需配置防护网以防异物进入。
4.3 回转窑传动隔热棚
根据阿塞拜疆项目气候条件,回转窑主电机设置防雨隔热棚,防雨隔热棚顶部采用填充保温棉的双层彩钢板。在烧成窑中回转窑传动设计中,回转窑主传动应设置防雨隔热棚。对于多雨区域,可以考虑窑中上方设防雨棚,以避免断电时雷雨对窑的伤害。见图5 阿塞拜疆项目回转窑传动隔热棚现场照片。

图4 筒体冷却轴流风机

图5 回转窑传动隔热棚
4.4 回转窑轮带冷却
阿塞拜疆项目轮带冷却风管上设计了阀门,但未考虑钢平台,导致该阀门无法调整和检修。因此在回转窑轮带冷却设计中,窑轮带冷却风管如果设计了阀门,就需考虑操作的通道和钢平台。根据现场经验该阀门可以取消。见图6 阿塞拜疆项目轮带冷却风管现场照片。

图6 轮带冷却风管
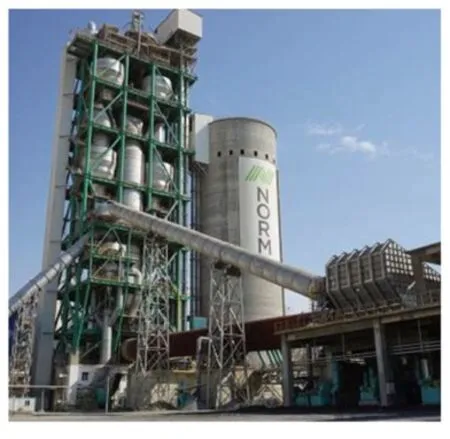
图7 三次风管
4.5 三次风管
阿塞拜疆项目三次风管从窑头罩取热风分两处进入分解炉,支撑在地面。三次风可从篦冷机的上壳体或窑头罩引出至窑尾分解炉。三次风管建议布置成倾斜“一”字形,三次风管可支撑在地面或回转窑窑墩上。见图7 阿塞拜疆项目三次风管现场照片。
4.6 红外线扫描测温仪
阿塞拜疆项目红外线扫描测温仪独立设置。工艺设计中要注意测温仪布置,一般选用红外线扫描测温仪来检测窑筒体温度,测温仪可安装在窑中车间附近建筑物上或独立设置。
4.7 通道及楼梯
阿塞拜疆当地风大,巴库被称为“风城”,因此本项目通道及楼梯要合理设置。阿塞拜疆项目窑中Ⅲ档窑墩子至窑尾车间的钢走道较陡,现场加焊了防滑钢筋。在窑中设计中应仔细核对建筑专业图纸,如发现走道角度较大时应提醒建筑专业采取防滑措施。在烧成窑中车间通道及楼梯设计中应充分考虑交通便利性,布置一条平行于回转窑的行走走道,该走道需连接至窑头、窑尾框架。回转窑主传动所在窑墩子应布置至地面的楼梯,便于巡检。见图8 阿塞拜疆项目窑中Ⅲ档窑墩子至窑尾车间的钢走道照片。

图8 阿塞拜疆项目窑中Ⅲ档窑墩子至窑尾车间的钢走道
5 结语
回转窑设计选型时,应根据窑的额定产量及工艺计算性能要求,确定窑的规格。在阿塞拜疆项目烧成窑中车间工艺设计及实施过程中作者也遇到窑筒体冷却轴流风机数量较少,轮带冷却风管上的阀门未设检修平台,室外倾斜钢走道未设防滑措施等问题,为生产调试、运行带来了巨大的影响,希望作者在设计中的几点经验能供各位读者参考及借鉴。中国企业在国外水泥工程设计中也要注意充分了解当地原材料、气候条件、道路交通状况、执行标准,设计图纸能用图形表达尽量不用文字表达,以防止由于文字翻译或图纸转化引起歧义,设计中充分考虑试运行及生产中可能会出现的异常情况,不要遗漏设备,以免进行后期补货影响项目验收及增加项目成本。
