水泥窑协同处置废弃物过程设备安全及控制措施
2019-01-31蔡玉良
蔡玉良,洪 旗
(中国中材国际工程股份有限公司,江苏南京 211100)
随着水泥工业生产技术的不断进步和完善提高,不仅自身环保控制能力有了较大的提高,满足高标准要求,而且还为承担接纳和解决其它工业废料创造了条件,成为工业环境保护生产链中不可或缺的环节[1]。欧美发达国家早已开展利用水泥窑协同处置技术的工程化应用,近年来,水泥窑协同处置技术已逐渐成熟并进入国人的视野,成为消解各类废弃物(包括城市生活垃圾、污泥、危废等)最有效、可靠、经济的处置方法之一。尤其是近些年,随着国家对工业危废偷排偷倒事件查处力度的大大加强,工业危废产生量与有效处置量之间的缺口突然增大,而水泥窑在协同处置废弃物方面的优势凸显,满足条件的水泥企业纷纷上马和投运协同处置项目,呈现出极其火热的态势,但是由于国内水泥窑协同处置项目多存在技术人员缺位及运营管理经验缺乏的问题,对废弃物中有害成分对水泥生产系统运行过程中的生产操作、环保排放、设备安全、产品质量等的影响不甚了解,造成项目运行过程中出现了各种各样的技术问题及安全隐患。本文主要探讨水泥窑协同处置废弃物过程中的设备安全问题及控制措施,为协同处置企业提供参考和指导,从而使水泥窑的协同处置能力和作用能够得到更好的发挥,并避免一些不必要的损失。
1 水泥窑协同处置废弃物技术及其适应性
水泥工业属重化工工业,整个生产工艺可浓缩为“两磨一烧”过程,首先将经合理配比的物料粉磨成生料,再将生料高温煅烧成熟料,并快速冷却至常温状态,最后再将熟料与适量石膏或混合材一起粉磨成水泥。为了稳定水泥生产运行和满足水泥生产系统接纳废弃物的控制要求,在水泥生产系统接纳废弃物之前,需要根据水泥生产工艺的特点及废弃物的物理化学性质,对废弃物进行适当的预处理将不同性质的废弃物从水泥生产系统的不同部位投加到水泥系统中,有害成分被高温彻底焚毁,一些物质直接成为水泥熟料,其中的一些微量元素被安全固化到水泥熟料晶体结构中,废弃物中的热值、灰分均得以回收利用,无“二次污染”物存在,彻底消解废弃物。
水泥窑协同处置废弃物的接纳处置区域划分见图1。
利用水泥窑协同处置废弃物,是社会和工业发展到一定程度的必然产物。随着工业化发展和人们物质生活水平不断提高,废弃物的产生量越来越多,生存环境压力日益增大,资源消耗日益增加,利用工业设施协同消纳废弃物逐渐受到关注、研究和应用。水泥窑系统在废弃物协同处置方面的优势,促使其逐渐成为废弃物终极处置的重要手段之一,也使其成为社会责任和义务的重要承担者之一。
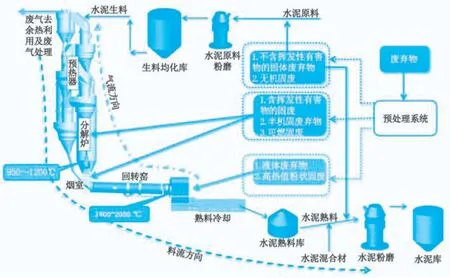
图1 基于废弃物性质的水泥窑协同处置接纳处置区域划分图
1.1 利用水泥窑协同处置废弃物的优势
(1)污染物扩散控制优势。
①二恶英控制优势:水泥烧成系统具有高温(气相高达1 800℃以上、固相高达1 450℃)、停留时间长(回转窑内:固相35¯50min,气相7¯10s;分解炉内:固相>10s,气相5¯7s)、高浓度碱性微粉环境、氯元素控制(一般入窑物料综合含氯要求<0.015%)等特点,可以有效销毁二恶英物质,并有效抑制二恶英的再次生成。
②重金属的迁移、扩散控制优势:除汞、铬等特殊金属元素外,重金属经过高温固相反应后,均被固化到水泥矿物的晶体结构之中,成为水泥石的痕量成分,不会对水泥产品质量带来任何影响,也不会扩散到环境中去影响环境。
③异味气体的控制优势:废弃物处置储存及处置过程中产生的异味气体,完全可以通过抽风系统引入水泥窑炉作为助燃空气,达到消除异味气体的目的。
④二次污染的源头抑制和减排优势:水泥生产多采用大布袋收尘系统控制粉尘的排放;大量的生产实践证明,利用水泥窑协同处置废弃物,有利于系统TOC、NOx的减排控制。同时,由于该系统内部充满了强碱性微粉,有利于遏制HCl、HF等酸性气体的产生;在协同处置焚烧过程中,所有的物质经过高温处理后,均转变成无机盐灰分,成为水泥生产所用的原料,转变成水泥熟料,无飞灰和废渣排出。
(2)资源利用优势。
①灰、渣直接利用优势:废弃物焚烧过程产生的灰、渣,在系统内部直接成为水泥生产的原料,无任何残渣存在。
②热值的利用优势:废弃物在水泥烧成系统内燃烧,释放出来的热量全部用于自身加热、分解、反应,多余热量替代水泥生产常规燃料。
(3)集约化经济优势。
①固有系统资源化利用优势:水泥生产系统中,其窑炉系统、粉磨系统、废气处理系统等均已存在,在利用水泥窑协同处置废弃物的过程中,不需要投资重建,仅需要针对水泥窑接纳废弃物的不同情况,稍加改造,同时,针对水泥生产系统接纳控制的要求,设计1套废弃物预处理系统,以满足水泥稳定生产的控制要求;其投资相对其它处置工艺系统要低的多,不仅工程建设周期短,还具有明显的投资优势。
②系统管理控制优势:水泥生产企业,已经有健全和完整的生产管理和设备维修控制队伍,完全可以用来维持废弃物处理系统的运行和管理,发挥集约化管理控制优势。
1.2 利用水泥窑协同处置废弃物的选择性
水泥窑在协同处置废弃物方面具有得天独厚的优势,但并不意味着水泥窑在协同处置废弃物方面是万能的,对来自各行各业的废弃物的接纳是有限制的,实际生产过程中需根据废弃物的物化性质,对拟协同处置的废弃物进行选择和控制,以确保水泥窑协同处置系统的产品质量、生产稳定、设备安全、环保安全、职业卫生安全以及水泥产品使用安全。
为保证水泥生产系统正常稳定运行和熟料产品质量,接纳焚烧废弃物后,其残留物质的主要化学成分必须与水泥生产要求的元素相一致,并满足配料的控制要求,不能超限;次要化学成分必须控制在限量之下,以不影响水泥熟料晶体矿物的生成。对引起水泥生产系统热工制度不稳定的因素,如K2O、Na2O、SO3、Cl等少量干扰元素,需要按照相关标准和规范的要求,合理搭配添加;对一些引起水泥生料组分波动的因素,如SiO、Al2O3、Fe2O3、CaO、MgO等成分,也需要控制在合理水平,并与水泥常规燃料进行合理搭配;对于一些影响熟料矿物结构、质量及后期水泥制品使用安全的因素,如P2O5、TiO2、Mn2O3、SrO、Cr2O3及其它重金属等,需要控制其投加量。
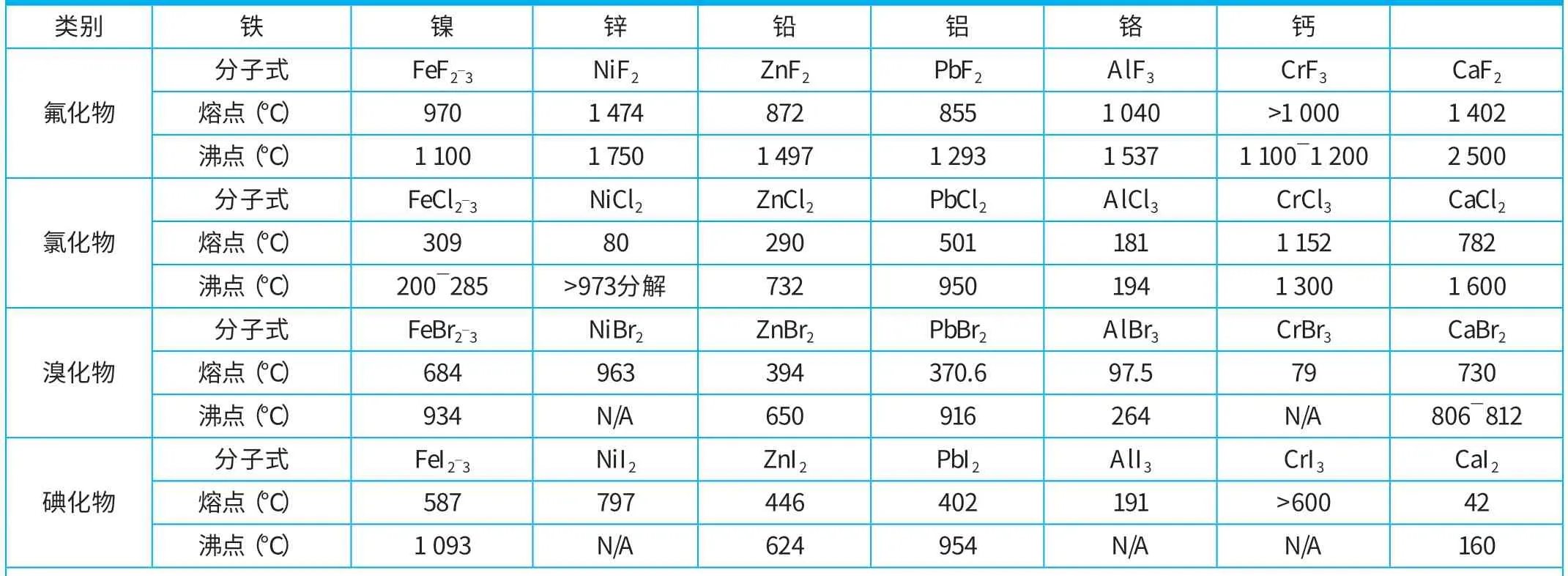
表1 金属元素与卤族元素形成化合物的熔沸点数据
为保证生产设备的安全,对于含有易挥发、扩散且不易控制成分的废弃物,不宜进行协同处置,如一些废弃物含有高温状态下易于产生且不易控制的腐蚀性元素和化合物,对耐火材料和设备材质具有较强的腐蚀作用,是无法进行协同处置的。除此之外,一些废弃物虽然还有相关元素或物质,但可以通过控制来避免腐蚀物形成,且能满足水泥质量的控制要求,也需要严格控制其协同处置投加量,同时必须给予高度重视,以免带来设备安全隐患。
为保证环保排放达标,废弃物经过一系列的高温过程必须彻底销毁,同时还需确保不再产生新的污染物,如PF3¯5、PCl3¯5、二恶英、持久性有机污染物(POPs)、挥发性有机物(VOCs)等,以满足环保排放的控制要求。
为保证职业卫生安全及水泥制品使用安全,含有以下物质的废弃物不建议利用水泥窑进行协同处置:含有病原菌传染性物质,如医疗垃圾、含各种易传染病菌的废物;含有较高易渗透扩散重金属物质,如含较高浓度砷、铬、锑、汞、镉、铅、锡、钡等重金属元素。
2 水泥窑协同处置废弃物过程中设备腐蚀安全问题及防护措施
(1)设备及材料腐蚀机理。
金属元素与卤族元素易形成低熔点的化合物,其熔、沸点数据见表1。
从表1看出,卤族元素与常见金属材料的化合物的熔沸点普遍较低,在有混合盐存在的情况下,其熔沸点还会降低见表2。
水泥生产烧成系统内部温度通常处于80℃¯1 800℃范围内,这些阴阳离子形成的化合物在工艺高温段易熔融形成熔盐电解液,并在机械设备的金属材料表面发生快速电化学反应,造成高温熔盐腐蚀,对机械设备造成损坏,缩短设备使用寿命;这些离子还易与耐火材料和金属材料生成高温挥发物和低熔物,消耗和破坏耐火材料和设备材质,影响生产系统运行稳定和安全。
已有多位学者对金属材料在高温下氯盐熔盐腐蚀机理及行为进行了深入的研究[2-10],普遍认为在300℃以上,NaCl、KCl及ZnCl2等氯盐形成低共熔点的混合熔盐,具有较强的腐蚀性,破坏金属材料表面的氧化膜,从而加速金属材料的腐蚀损坏。

表2 混合金属氯化物的熔点数据
利用水泥窑炉协同处置各类废弃物时,由于前处理和控制的缺陷,往往不可避免地会因焚烧各类废弃物带来具有腐蚀作用的物质,有易形成阳离子的金属元素如K、Na、Zn、Pb、Cr等,以及易形成阴离子的非金属元素如F、Cl、Br、I、S、P等,这些物质在高温条件下发生反应,形成低熔点的混合盐或复盐类物质。熔融态混合盐易在生产系统内部借助施工缺陷留下的缝隙、膨胀缝隙渗入内部,在合适的温度场所,冷凝并滞留在不同区域的耐火材料和设备内表面,通过渗透、表面反应导致耐火材料表面发生化学变化、膨胀、溃裂、脱落,使金属材料表面出现化学锈蚀、氧化膜破裂、隆起、蓬松和脱落,极易导致设备材料失效、破坏内部承载结构,甚至造成安全事故。
水泥窑可以协同处置多种废弃物,按照其来源可大致分类。
①含Zn、Pb、Cr、K、Na、Cl等元素或离子的工业污泥、工业危废。
②含农药、化学品等的污染土:含Cl、S等元素。
③生活污泥:含有K、Na、S、Cl、P等元素。
④生活垃圾:含有K、Na、S、Cl、P等元素。
废弃物在水泥烧成系统内部焚烧处置时,根据其成分性质,可将其对系统设备的腐蚀严重程度排序为:①>②>③>④。
某些工业污泥或工业危废中Zn、Pb、Cr、K、Na、Cl等中的某种或几种元素或离子含量较高,对设备和材料腐蚀破坏作用较强,需要严格控制投加处置量。生活垃圾来源于日常生活,氯含量一般在0.2%¯0.5%(湿基),对水泥窑系统设备的腐蚀,在可控范围内。
以上易形成阳离子的金属元素阵列如K、Na、Zn、Pb、Cr等,以及易形成阴离子的非金属元素阵列如F、Cl、Br、I、S、P等,存在浓度协同耦合腐蚀情况,两个阵列元素不能同时以高浓度呈现,否则会带来严重的设备腐蚀问题,其中一个阵列元素处于高浓度时,另一个阵列元素必须处于低浓度水平,或者不存在,方可避免设备的腐蚀问题。

图2 水泥窑内耐火砖及筒体钢板腐蚀情况
(2)水泥窑协同处置废弃物设备及材料腐蚀案例分析。
据统计,从2015年初到2017年底,国内水泥窑筒体出现炸裂的案例不下10起,究其原因,不外乎两方面:先天性的材料缺陷问题,或后天性的使用环境变化造成的影响问题。
现以国内水泥厂水泥窑体开裂事件为例来研究造成设备及材料腐蚀的原因。
①水泥窑耐火砖及筒体腐蚀情况及分析。
本案例中水泥生产线运行过程中出现水泥窑筒体开裂现象,水泥生产线立即停运,并冷窑后入窑进行详细检查,发现水泥窑内烧成带窑皮内壁出现不规则瓷质结皮,烧成带耐火砖内部受到熔盐侵蚀溃裂,筒体上小窑门边缘金属材质及耐火砖受到熔盐侵蚀,回转窑筒体钢板厚度最薄处由原来的40mm变为18mm见图2。
对水泥窑筒体铁锈腐蚀物进行检测分析,其化学成分数据见表3。
通过XRF检测分析,铁锈中含有K、Na、Zn、Pb、Mn、Ca、Al和Cl、S等元素,并经XRD检测表征,这些元素主要以氯盐(KCl、PbCl2、NaCl、ZnCl2、CaCl2)和一些含硫的盐和复盐(FeS、K3NaS2O8、KSi2AlO6、ZnSO4)等形式存在。这些物质混合,极易形成低熔点(200℃¯800℃)电解液,遇合适场所冷凝聚集,形成密布微电池,出现电化学腐蚀,加速材料损耗,改变原有材料性能,使其变脆,降低应有的机械承载能力,出现断裂和破坏性事故。

表4 水泥窑内釉质结皮及耐火砖受侵蚀部分化学成分 (质量百分比,%)

表5 水泥窑尾废气烟囱内壁铁锈化学成分 (质量百分比,%)
对水泥窑内釉质结皮及耐火砖受侵蚀部分进行检测分析,得到的化学成分数据见表4。
由表4看出,水泥回转窑内釉质结皮中k、Na、Cl、Zn的含量较高,受侵蚀的窑内耐火砖中的K(以K2O计)含量很高,达到了7.22%以上,尤其是小窑门附近受侵蚀的耐火砖中K含量(以K2O计)更是高达10.18%,Na含量(以Na2O计)达1.93%,Cl含量达0.89%,Pb含量(以PbO计)高达3.25%,这些元素形成的化合物具有较低的熔点,在水泥窑内高温条件下呈气化熔融状态,并在水泥窑内壁窑皮及耐火砖由内向外扩散,在向外扩散过程中,环境温度逐渐降低,虽其扩散系数逐渐降低,但在其长时间的扩散过程中,逐渐与窑皮、耐火砖发生化学反应,对窑皮和耐火砖造成侵蚀破坏;一些到达水泥窑筒体内壁的无机盐物质,在筒体金属材质表面发生电化学发反应,对筒体材质造成腐蚀损坏。
②水泥窑尾烟囱腐蚀情况及分析。
对于同一水泥生产线,其窑尾废气烟囱也发生了极其严重的腐蚀,高达100多m的窑尾废气钢烟囱,其顶部内壁面腐蚀严重,钢板材质出现铁锈鼓包、鳞状分层、脱落,钢板厚度变薄,逐渐失去结构力学要求,存在折断坍塌的风险。为避免安全风险,此烟囱顶部已经被拆除,其照片见图3。

表6 水泥窑尾废气烟囱内部铁锈中含铁物质的物质结构组成
对烟囱内壁铁锈样品进行检测分析,化学成分及含铁物质结构数据见表5、表6。
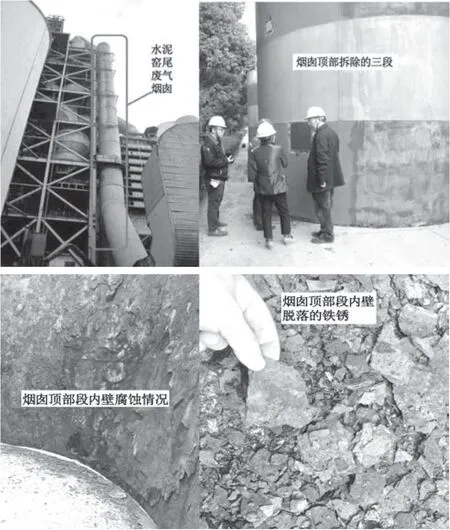
图3 水泥窑尾废气烟囱内壁腐蚀情况

表7 进入水泥生产系统原、燃料和替代原、燃料中组分的含量控制范围及限值数量级
从烟囱腐蚀铁锈的分析数据不难看出,铁锈中的外来元素有Si、Al、Ca、S、Cl、Mn、Pb,且含铁的物质结构有Fe2O3、Fe3O4、Fe4O8H2,不难看出对烟囱产生强腐蚀作用的是Cl、S的可溶盐及冷凝水,形成的电解液,构成了电化学腐蚀条件,造成内表面钢板腐蚀脱落。其腐蚀的速度,取决于焚烧物中上述元素的浓度,以及在反应过程中生成的游离态腐蚀物质,进而产生后续的协同腐蚀作用。
③水泥窑内耐火材料锚固件及托砖板烟囱腐蚀情况及分析。
耐火材料锚固件及托砖板是保证高温窑炉内各种耐火材料有序排列及固定不可缺少的构件,其材质一般为耐热钢,由于水泥窑焚烧各种废弃物,会带入上述各种有害的元素离子,它们在高温系统中极易形成低熔点的混合盐液或蒸汽,通过耐火材料之间的缝隙,渗透到耐火材料与金属钢板接触的分析中,并在此冷凝聚集,在金属表面形成电解液,发生电化学腐蚀,造成锚固件腐蚀耗损,引起耐火砖失去有效支撑和固定,带来生产安全和设备安全问题。图4为锚固件及托砖板被腐蚀的情况。
④水泥窑协同处置废弃物过程设备腐蚀防护控制技术措施。
对于水泥窑协同处置废弃物,主要从两方面入手,来控制生产过程中给设备及其带来的腐蚀问题:一是控制不利元素的带入量,即源头性控制。二是对设备采取相应的防护措施,即防御性控制。
a.源头性控制措施。
大量实践表明:无论耐火材料腐蚀还是设备腐蚀,均与生产使用的各种原料、燃料中携带的微量元素有关,而K、Na、Zn、Pb、Cr等易于形成阳离子的元素及F、Cl、Br、I、S、P等易于形成阴离子的元素,在高温下极易形成低温熔融盐电解液,造成协同腐蚀设备的机会,必须对随生产原燃料、替代原燃料等进入水泥烧成系统的上述元素进行限量控制。

图4 水泥窑内耐火材料锚固件及托砖板被腐蚀的情况
对于水泥生产,水泥原、燃料中过高的钾、钠、硫、氯元素含量,将影响正产生产操作,根据国内外水泥生产经验,对入窑生料中钾、钠、硫、氯含量(质量含量)一般要求为:K2O+Na2O≤1%,SO3≤1%,Cl-≤0.02%。当水泥烧成系统进入的氯元素含量大于0.02%时,应坚决杜绝含Zn、Pb、Cr等元素废物的进入,即使入窑物料中的这些元素含量满足相关标准规范的要求,也不应引入系统。同时投加含有Zn、Pb、Cr元素废物和含有F、Cl、Br、I元素的废物,会对水泥生产技术装备带来协同腐蚀性威胁,必须严加控制。含有锌、铅、铬元素废物和含有氯、溴元素的废物,在满足投加限值情况下,可以单独处理。
通常,对进入水泥生产系统的原、燃料和替代原、燃料,可按照表7中的限值范围和数量级进行控制。
b.防御性控制。
对设备内表面及固定支撑耐火材料的锚固件及托砖板构件,可采用实践证明了有效的保护技术措施,减少和避免腐蚀情况发生。目前可采用的措施有:采用陶瓷锚固件替代部分金属锚固件;在耐火材料的设计上,考虑特殊结构阻止烟气接触和侵蚀锚固件;对金属锚固件和托砖板表面采用抗碱氯硫侵蚀的防腐涂层,将有害物及腐蚀气氛与锚固件隔离,可起到有效的保护作用。
同时,在耐火材料施工过程中,应按照相关标准严格控制施工过程,确保易腐蚀界面不暴露在相应的环境中。
3 结 论
水泥工业生产窑炉在废弃物协同处置方面具有得天独厚的优势,可以大量、安全、环保地协同处置各类废弃物,但是由于废弃物来自于各行各业,种类繁多,成分复杂,一些元素含量较高,水泥生产系统容量大,往往同时处置多种废弃物,来自于水泥生产原燃料、废弃物中的元素之间很有可能发生协同效应,如K、Na、Zn、Pb、Cr等易于形成阳离子的元素及F、Cl、Br、I、S、P等易于形成阴离子的元素,在高温下极易形成低温熔融盐电解液,对水泥窑系统设备的壁面、耐火材料、结构附件等造成腐蚀,带来设备和生产安全隐患,必须对随生产原燃料、替代原燃料等进入水泥烧成系统的上述元素进行限量控制,控制协同腐蚀物质来源,同时需要对设备及构件的关键部位进行科学有效的防护措施,隔绝腐蚀气氛环境,延长设备使用寿命,确保生产安全。