发泡陶瓷及其加工方式介绍
2019-01-30文平陶洪亮
文平 陶洪亮
摘 要:本文简要总结了发泡陶瓷的生产工艺及板材加工方式,其板材加工可分为三种方式,分别为带锯切割加工、刮刀磨削加工、磨铣加工,并比较、归纳了各加工方式的技术特点及在实际应用中的优势和缺点。
关键词:发泡陶瓷;生产工艺;加工方式
1 引 言
随着生活水平的提高,现代社会不但对建筑材料的保温性能提出了越来越高的要求,而且还要求材料具有其它特殊功能,如耐火、隔音及装饰效果等。高温发泡陶瓷具有满足以上各项要求的优点,具有广泛的应用前景。而将其设计为理想的外观形状,并加以各种色泽装饰又不失为家庭居室装潢的好材料。
发泡陶瓷是以陶土尾矿、陶瓷碎片、河(湖)道淤泥、掺加料等作为主要原料,经1100℃左右的高温焙烧,自燃熔融发泡形成高气孔率的均匀闭孔陶瓷材料。在材料组分中,适量引入高温发泡剂,并在材料的软化熔融温度范围内烧成,高温下主原料与发泡剂发生化学反应,生成大量挥发性气体。由于材料熔体的高黏度性质,气体的挥发引起材料整体膨胀,随着烧结温度的降低,熔体中气体挥发后的气孔保存下来,材料内部呈现密集的闭气孔,最终获得多孔、轻质的材料结构。
1.1 发泡陶瓷基本参数
密度:250 ~ 280 kg/m3;
导热系数:0.08 ~ 0.1 W/(m·K)。
1.2 发泡陶瓷主要性能优点
(1)各组分材料均为无机材料,耐高温,不燃、防火;
(2)耐久性好,不易老化;
(3)与饰面砖粘接牢固,外贴饰面砖安全、可靠;
(4)热胀冷缩不开裂、不变形、不收缩,双面粉刷无机界面剂后与水泥砂浆拉伸粘接强度可达到0.2 MPa以上,施工工序少,系统抗裂、防渗,质量通病少;
(5)质量轻,隔热、隔音性能突出,既可降低建筑物建造成本,又可增加建筑物面积利用率。
1.3 发泡陶瓷主要应用领域、场所
(1)适用于建筑物外墙保温、防火隔离带、建筑自保温冷热桥处理等;
(2)釉面装饰保温一体板、微晶装饰保温一体板等装饰性功能材料。
发泡陶瓷不但具有以上优异的物理性能和广阔的应用前景,而且其制造过程能够消耗大量各类工业固废料及尾矿,本身就是一种环保材料。因此,经过短短几年的技术开发和市场培育,在2018年得到行业及跨界行业的高度关注与追捧,2018年被称为泡沫陶瓷元年。
最新调研数据显示,目前我国已建成发泡陶瓷生产线43条,其中投产29条,未投产14条,规划筹建54条,年产量约150万立方米,产值约22.5亿元,主要分布在广西、广东、福建、江西、浙江、江苏、河南、山东、河北、甘肃、山西、内蒙古、辽宁等省份。
2 发泡陶瓷基本生产工艺
目前发泡陶瓷有以下两种生产工藝:
工艺1:配料(工业固废+添加材料) → 球磨 → 筛分 → 喷雾干燥 → 储存 → 干铺 → 干燥 → 烧成 → 拣选 → 深加工(切割) → 干燥 → 检查包装入库
工艺2:配料(工业固废+添加材料) → 干法球磨(破碎) → 制粒 → 储存 → 干铺 → 干燥 → 烧成 → 拣选 → 深加工(切割) → 干燥 → 检查包装入库
烧成方面,现阶段有辊道窑与隧道窑两种工艺,究竟哪种方式是最合适的,需要市场验证。
3 发泡陶瓷加工工艺
发泡陶瓷烧成之后,需要深加工成需要的尺寸、形状之后才能满足应用。目前泡沫陶瓷的端面加工主要采取圆锯片切割结合定型轮成型的加工方式。而平面加工有两种加工原理三种加工方式:加工原理分为切割和磨铣两种加工原理,加工方式分为带锯切割、滚刀磨削、磨盘磨铣三种加工方式。
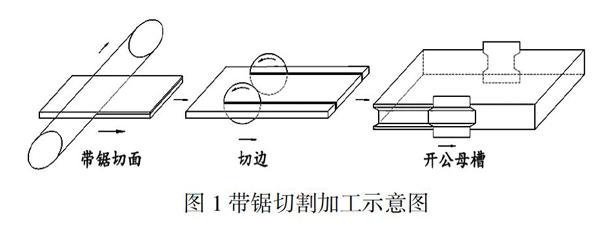
3.1 带锯切割加工
以环状无端的带锯条为锯具,绕在两个锯轮上作单向连续的直线运动来锯切板材。主要由床身、锯轮、上锯轮升降和俯仰装置、带锯条张紧装置、锯条导向装置、工作台、导向板等组成。
发泡陶瓷板全线自动加工流程:存板 → 自动上板 → 带锯切面 → 刮面破碎 → 翻面 → 带锯切底 → 刮底破碎 → 纵切长边 → 横切短边 → 定型 → 下板
主要生产参数与优缺点:
(1)加工过程中磨具成本约6元/立方米;
(2)加工效率低,加工速度只能达到2 m/min;
(3)需频繁更换带锯(每天1 ~ 2次),劳动强度大、生产效率低;
(4)生产过程中破损、缺陷导致的报废、降级较多;
(5)加工过程中去除量大,材料利用率低;
(6)平整度误差达到2 mm,相对较大。
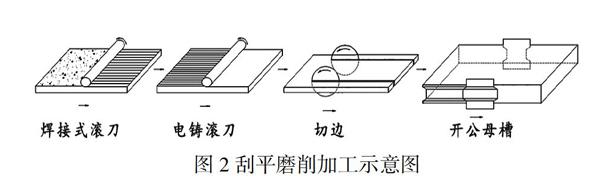
3.2 刮平磨削加工
刮平磨削加工方式借鉴了陶瓷抛光砖刮平定厚的原理与成熟经验。一条刮平磨削生产线一般配制6 ~ 8把滚刀,由粗到细梯次磨削获得平整的表面效果。
发泡陶瓷板全线自动加工流程:存板 → 自动上板 → 刮刀刮面 → 翻面 → 刮刀刮底 → 纵切长边 → 横切短边 → 开公母槽 → 下板
主要生产参数与优缺点:
(1)加工过程中磨具成本3 ~ 5元/立方米;
(2)加工线速可达5.5 ~ 7 m/min;
(3)单把刀最大加工深度达8 mm;
(4)刀具可加工15000 ~ 25000张板,不需频繁更换刀具;
(5)加工过程中去除量相对较少;
(6)平整度误差1 mm以内;
(7)生产过程中破损率、缺陷率很低;
(8)滚刀易被仿形,影响加工效果。
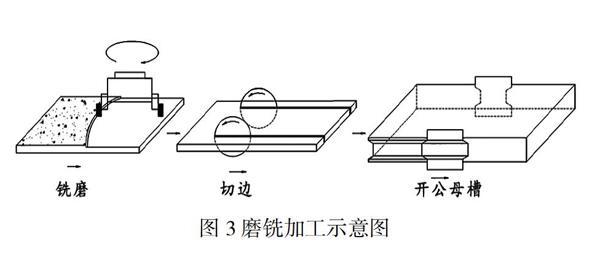
3.3 磨铣加工
磨铣加工方式借鉴了人造石板材粗磨定厚的原理与成熟经验。该加工方式目前还处于试验阶段。这种加工种方式适用于旧线改造、砖面变形大等对线速要求不高的生产线。也可与滚刀搭配使用,取长补短。
发泡陶瓷板全线自动加工流程:存板 → 自动上板 → 铣磨磨面 → 翻面 → 铣磨磨底 → 纵切长边 → 横切短边 → 开公母槽 → 下板
主要生产参数与优缺点:
(1)适于加工1.4 m宽以下板材;
(2)加工效率不高,加工速度只能达到4 m/min;
(3)单个铣盘最大加工深度达15 mm;
(4)生产过程中破损率、缺陷率较高;
截止目前,以上三种切磨方式在泡沫陶瓷加工应用的时间都不长,孰优孰劣需要通过实践与时间的验证。
4 结 语
随着我国建筑节能和装配式建筑的发展,以及国家新型城镇化建设的不断深入,在国家政策积极引导下,作为新型绿色墙体的发泡陶瓷产品在建筑方面的应用将更加广泛,预计远景市场规模约在2万亿元。到2022年,在保温市场发泡陶瓷份额可达10%,在装配式隔墙领域占比将达到20%。发泡陶瓷产业正处于快速发展的初期阶段,具有非常好的发展前景。
