PET材料实际强度与理论强度分析方法
2019-01-20王峰
王峰
摘 要:在注塑成型领域,有一些特殊注塑材料在生产过程中对生产设备、生产工艺、材料管控等方面有着特殊要求,该文涉及的材料为杜邦PET(聚对苯二甲酸乙二醇酯)RE19051,它在生产过程中,水分含量对其强度有较大影响。该文寻求一种验证方法,计算注塑材料零件的理论设计强度,计算实际强度,研究其与实测强度之间的关系,结合材料自身的特性,验证这种特殊注塑材料零件在生产过程中的控制情况,判断在其生产过程中是否严格按照要求对材料进行烘干,对含水率进行管控等。
关键词:PET材料;建模过程;强度计算
中图分类号:TQ342 文献标志码:A
1 问题分析过程
注塑零件的断裂,在某种情况下可视为零件以悬臂梁形状或者以独立卡扣形状,在外力的作用下发生断裂的情况。但是往往问题发生后,要确认包括设计强度、实际零件计算强度和实际测量强度等多方面因素,然后确定其发生的原因,该文主要验证零件实测强度与零件实际计算强度之间的关系,判断特殊材料杜邦材料PET(聚对苯二甲酸乙二醇酯)RE19051水分含量(水分的占比严重影响PET材料的强度)及生产过程中的影响因素。
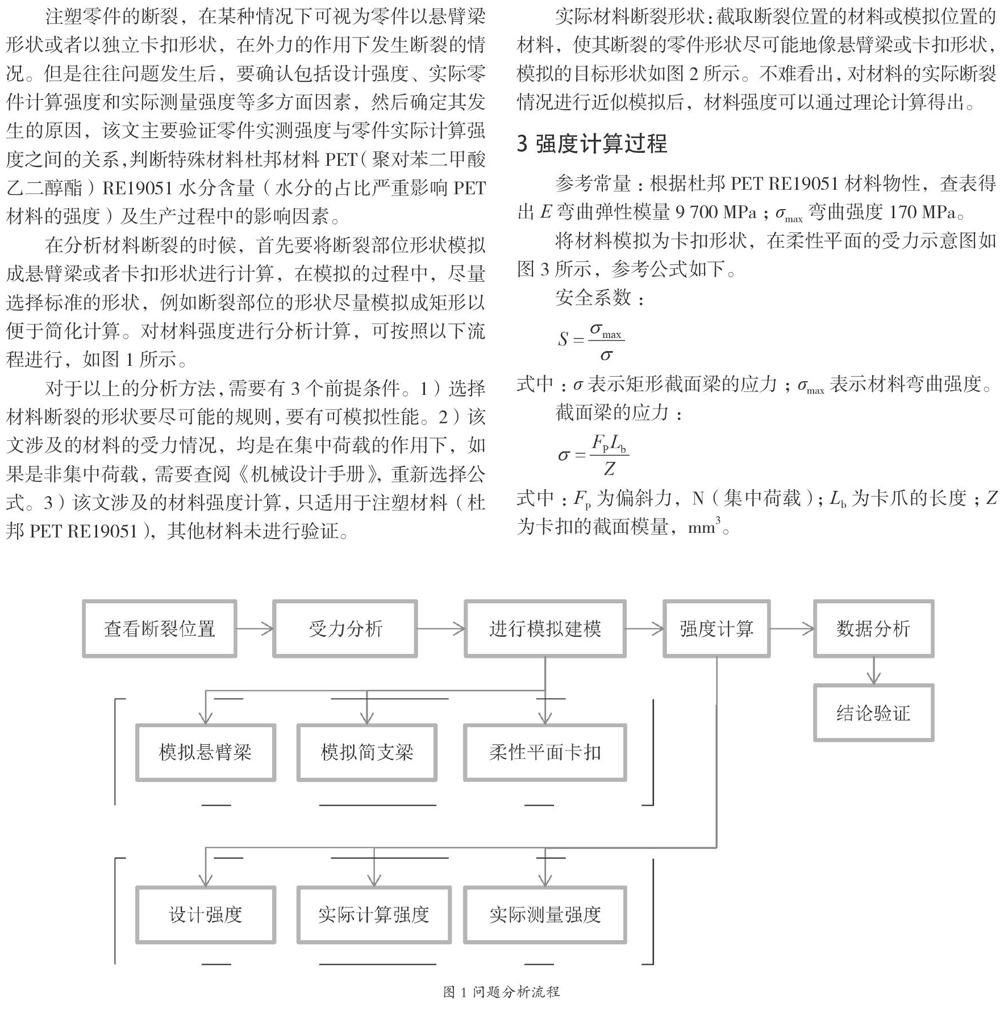
在分析材料断裂的时候,首先要将断裂部位形状模拟成悬臂梁或者卡扣形状进行计算,在模拟的过程中,尽量选择标准的形状,例如断裂部位的形状尽量模拟成矩形以便于简化计算。对材料强度进行分析计算,可按照以下流程进行,如图1所示。
对于以上的分析方法,需要有3个前提条件。1)选择材料断裂的形状要尽可能的规则,要有可模拟性能。2)该文涉及的材料的受力情况,均是在集中荷载的作用下,如果是非集中荷载,需要查阅《机械设计手册》,重新选择公式。3)该文涉及的材料强度计算,只适用于注塑材料(杜邦PET RE19051),其他材料未进行验证。
2 建模过程
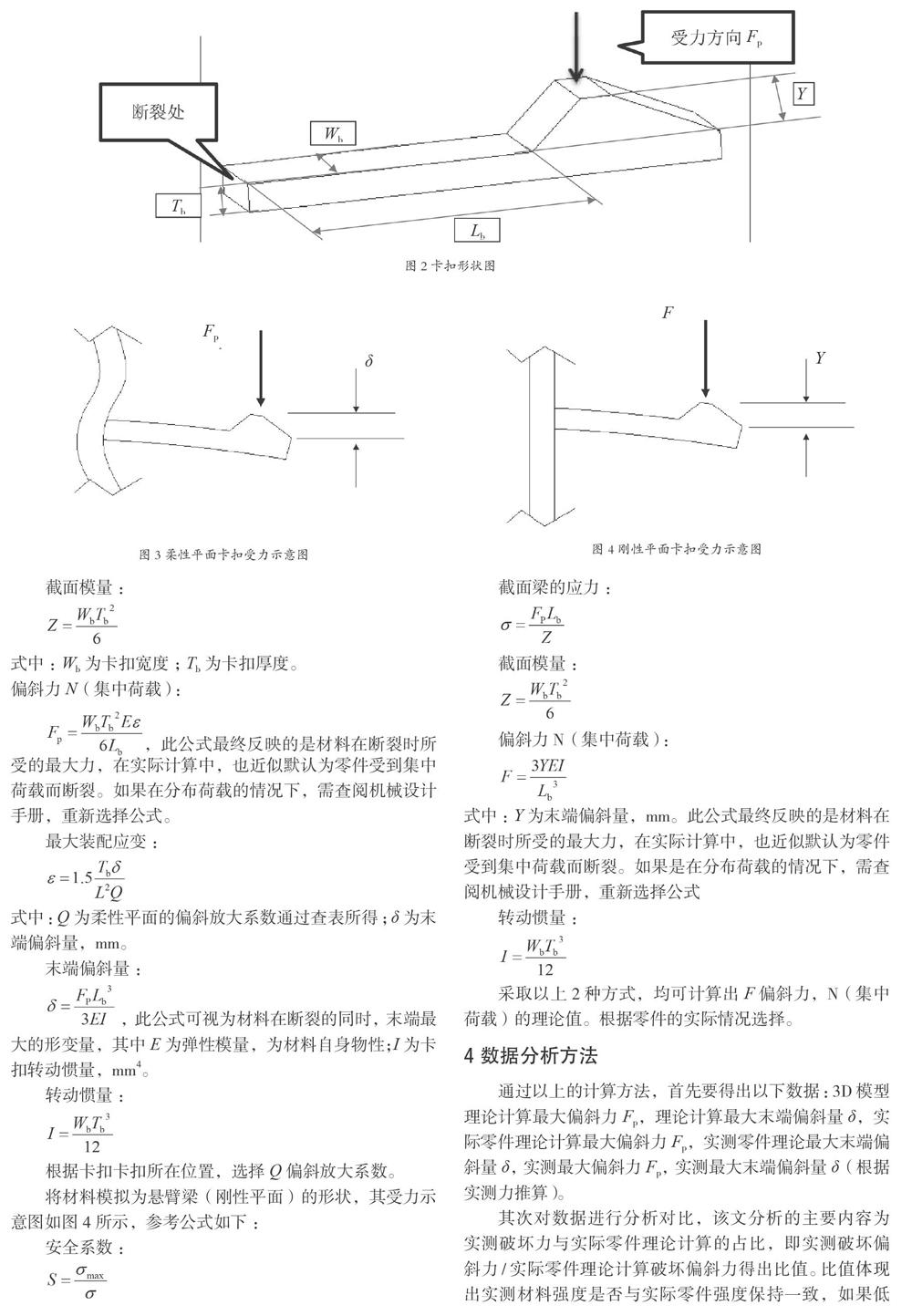
实际材料断裂形状:截取断裂位置的材料或模拟位置的材料,使其断裂的零件形状尽可能地像悬臂梁或卡扣形状,模拟的目标形状如图2所示。不难看出,对材料的实际断裂情况进行近似模拟后,材料强度可以通过理论计算得出。
3 强度计算过程
参考常量:根据杜邦PET RE19051材料物性,查表得出E弯曲弹性模量 9 700 MPa;σmax弯曲强度 170 MPa。
将材料模拟为卡扣形状,在柔性平面的受力示意图如图3所示,参考公式如下。
安全系数:
式中:σ表示矩形截面梁的应力;σmax表示材料弯曲强度。
截面梁的应力:
式中:Fp为偏斜力,N(集中荷载);Lb为卡爪的长度;Z为卡扣的截面模量,mm3。
截面模量:
式中:Wb为卡扣宽度;Tb为卡扣厚度。
偏斜力N(集中荷载):
,此公式最终反映的是材料在断裂时所受的最大力,在实际计算中,也近似默认为零件受到集中荷载而断裂。如果在分布荷载的情况下,需查阅机械设计手册,重新选择公式。
最大装配应变:
式中:Q为柔性平面的偏斜放大系数通过查表所得;δ为末端偏斜量,mm。
末端偏斜量:
,此公式可视为材料在断裂的同时,末端最大的形变量,其中E为弹性模量,为材料自身物性;I为卡扣转动惯量,mm4。
转动惯量:
根据卡扣卡扣所在位置,选择Q偏斜放大系数。
将材料模拟为悬臂梁(刚性平面)的形状,其受力示意图如图4所示,参考公式如下:
安全系数:
截面梁的应力:
截面模量:
偏斜力N(集中荷载):
式中:Y为末端偏斜量,mm。此公式最终反映的是材料在断裂时所受的最大力,在实际计算中,也近似默认为零件受到集中荷载而断裂。如果是在分布荷载的情况下,需查阅机械设计手册,重新选择公式
转动惯量:
采取以上2种方式,均可计算出F偏斜力,N(集中荷载)的理论值。根据零件的实际情况选择。
4 数据分析方法
通过以上的计算方法,首先要得出以下数据:3D模型理论计算最大偏斜力Fp,理论计算最大末端偏斜量δ,实际零件理论计算最大偏斜力Fp,实测零件理论最大末端偏斜量δ,实测最大偏斜力Fp,实测最大末端偏斜量δ(根据实测力推算)。
其次对数据进行分析对比,该文分析的主要内容为实测破坏力与实际零件理论计算的占比,即实测破坏偏斜力/实际零件理论计算破坏偏斜力得出比值。比值体现出实测材料强度是否与实际零件强度保持一致,如果低于实际零件的理论计算值,需要深究零件是否在成型过程中出现塑化、原材料水分含量过高(材料降解)等问题。
5 实际应用
5.1 背景
激光打印机定影部分工作环境温度高,需要耐高温材料,实际生产中通常添加玻璃纤维来增强其耐高温性能,材料使用的为该文中的材料杜邦PET RE19051,同時也会带来一些弊端,导致材料成型难度大,易脆。
5.2 问题描述
定影组件PET材料零件出现螺丝滑牙,易断裂等问题多发,因为是螺丝孔破裂,无法从螺丝孔下手进行分析,但是螺丝孔的断裂反应出材料的轻度已经出现问题,因此采用卡扣强度的验证方法,来验证此款PET材料的强度是否存在问题。
5.3 分析问题
5.3.1 数学模型的应用以及含水率计算
通过综合分析,将螺丝孔滑牙、零件断裂等问题的原因定位为零件塑性太差,抗冲击强度弱。应用上述理论进行计算,得出的数据见表1(计算倾斜力Fp)。
该机器试产阶段未发生螺丝滑牙等,因此确认历史数据见表2。
其中:Wb,Tb,Lb为卡扣的宽度,厚度和长度,单位为mm;F,Fp为理论计算与实际测量的偏斜力,单位为N。
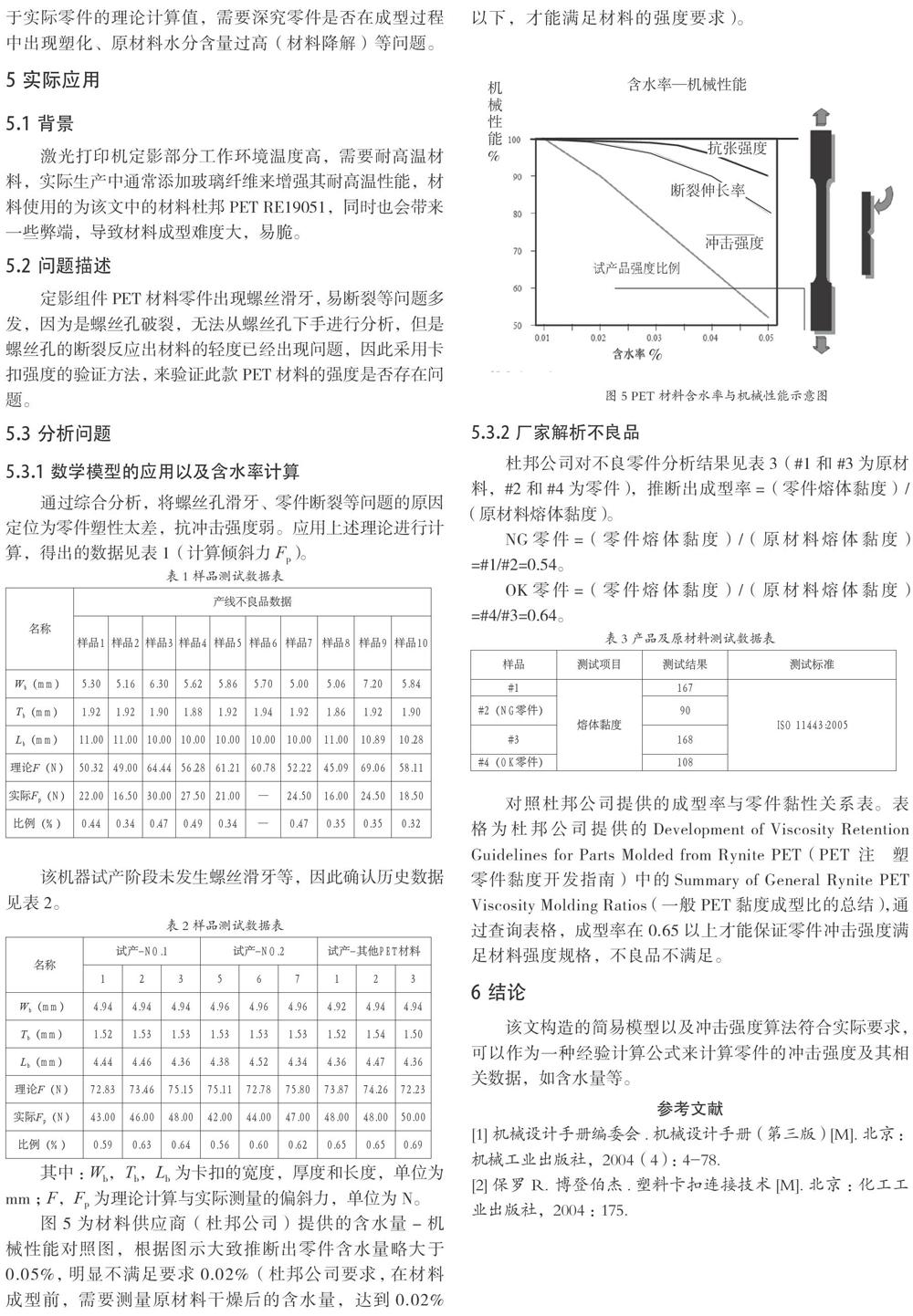
图5为材料供应商(杜邦公司)提供的含水量-机械性能对照图,根据图示大致推断出零件含水量略大于0.05%,明显不满足要求0.02%(杜邦公司要求,在材料成型前,需要测量原材料干燥后的含水量,达到0.02%以下,才能满足材料的强度要求)。
5.3.2 厂家解析不良品
杜邦公司对不良零件分析结果见表3(#1和#3为原材料,#2和#4为零件),推断出成型率=(零件熔体黏度)/(原材料熔体黏度)。
NG零件=(零件熔体黏度)/(原材料熔体黏度)=#1/#2=0.54。
OK零件=(零件熔体黏度)/(原材料熔体黏度)=#4/#3=0.64。
对照杜邦公司提供的成型率与零件黏性关系表。表格为杜邦公司提供的Development of Viscosity Retention Guidelines for Parts Molded from Rynite PET(PET注塑零件黏度开发指南)中的Summary of General Rynite PET Viscosity Molding Ratios(一般PET黏度成型比的总结),通过查询表格,成型率在0.65以上才能保证零件冲击强度满足材料强度规格,不良品不满足。
6 结论
该文构造的简易模型以及冲击强度算法符合实际要求,可以作为一种经验计算公式来计算零件的冲击强度及其相关数据,如含水量等。
参考文献
[1]机械设计手册编委会.机械设计手册(第三版)[M].北京:机械工业出版社,2004(4):4-78.
[2]保罗 R. 博登伯杰.塑料卡扣连接技术[M].北京:化工工业出版社,2004:175.
