一种基于铜氨法的高精度自动化氧气浓度检测仪的设计
2019-01-17丁攀戚路宽郭伟汤池
丁攀,戚路宽,郭伟,汤池
1. 第四军医大学 生物医学工程学院,陕西 西安 710032;2. 解放军73096部队,江苏 南京 210049
引言
氧气作为一种重要的气体,在医疗保健、工业制造、军事航空等领域应用十分广泛。为了确保氧气浓度符合使用要求,需要利用测氧设备对氧气浓度进行严格的检测和监测。目前氧气浓度测量方法有很多,常用的方法有燃料电池法[1]、顺磁性法[2]、氧化锆浓差电池法[3]、激光法[4]、离子流法[5]等。这些氧气检测方法共同的缺点是易受电场、磁场、温度、气压等干扰,特别是在高原低温、低压等恶劣环境下测量误差很大,甚至无法正常工作。铜氨溶液吸收法(铜氨法)是目前公认的氧气浓度测量标准方法,现行相关国家标准中[6-7],均采用铜氨法对氧气浓度进行检测和标定。该方法不受环境温度、压力等外界因素的影响[8],在测量准确性、检测范围、环境适应性、仪器复杂程度等方面都优于其他检测方法,广泛应用于质量认证、产品鉴定和教学科研等方面,特别适用于高原低温低压环境下的氧气浓度原位测量。
然而,现有铜氨法测量装置是全玻璃器皿,测量过程为纯手动操作,测量程序繁琐,主观因素影响大,自动化程度低,便携性差[9]。针对大型制氧设备和特殊用途医疗制供氧设备原位、快速、精确氧浓度测量的实际需求,需要在现有铜氨法测量原理的基础上,进一步加强铜氨法氧气浓度测量装置的测量精度、自动化和便携性。
1 传统铜氨法基本原理与存在的问题
铜氨法是一种纯化学方法,利用铜氨溶液吸收混合气体中的氧气而得出氧气百分比浓度。现有铜氨法测量装置简易结构图,见图1,主要由量气管、吸收瓶、液封瓶、水准瓶、三通活塞和连接管组成。铜氨溶液由氯化铵、氨水和纯铜配制而成,一定量的被测气体与铜氨溶液充分反应,氧气被全部吸收后,根据气体体积的减少得出氧气含量。
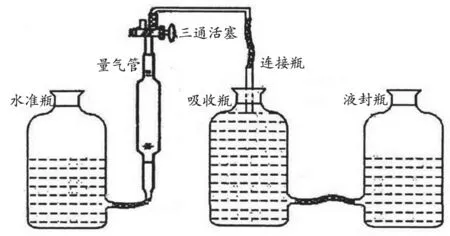
图1 现有铜氨法测量装置简易结构图
现有铜氨法测量装置存在一些缺点,比如:① 化学反应前,需要通过人为抬高水准瓶,利用大气压力使样品气从量气管进入吸收瓶,化学反应完成之后,又需要人为抬高液封瓶使剩余气体再回到量气管,此过程较繁琐;② 测量过程中需要操作人员手动调整水准瓶高度,使水准瓶中的液面和量气管中的液面保持平齐,从而保证量气管中气体的压力与环境大气压一致;③ 初始样品气体进入吸收瓶后,需要操作人员反复手动摇晃吸收瓶,使氧气和铜氨溶液充分接触,直至氧气反应完全,操作费时费力。
本文在现有铜氨法测量装置的基础上,针对上述问题和不足,通过优化系统结构,综合采用电子技术、自动化控制技术和传感器技术等成熟技术,设计了一种基于铜氨法的新型氧气浓度检测仪,并已申请了国家发明专利[10]。
2 方案设计
2.1 系统整体结构
为了提升铜氨法氧气浓度测量装置的自动化程度和测量效率,通过对传统铜氨法操作过程的分析,本文对现有测量装置进行了优化和改进,优化后的测量系统结构,见图2。优化要点包括:① 通过管路优化设计将水准瓶和补液瓶合并为一个瓶,简化系统结构;② 采用双向蠕动泵作为液体驱动装置;③ 采用步进电机和测量光幕传感器相结合的方式实现双液面的自动调平;④ 采用涡轮驱动方式取代手动摇瓶,加快化学反应,提高效率;⑤ 设置高浓度氧测量管结构,用于测量氧气浓度大于99%的气体。
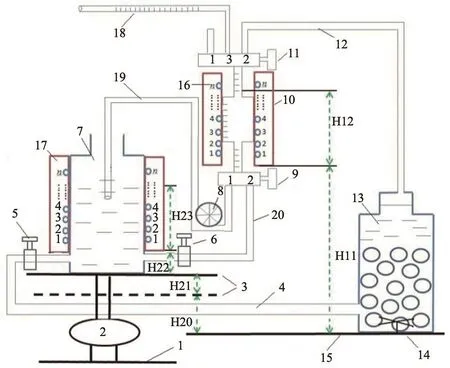
图2 整体方案设计
水准与补液瓶内部装铜氨溶液,底部设置两个接口,两个接口上分别设置第一阀门和第二阀门,第一阀门通过第一连接管连接三通活塞的B2端口,第二阀门通过第二连接管连接反应瓶底部接口。第三连接管的一端伸入水准与补液瓶的液面以下,另一端连接三通活塞的B1端口,第三连接管上设置双向蠕动泵,三通活塞上端与量气管连接。量气管上端与四通活塞连接,四通活塞的A1、A2、A3端口上分别连接进气管、第四连接管和高浓度氧测量管,高浓度氧测量管水平放置,管径为量气管上端玻璃管直径的1/10,高浓度氧测量管和量气管管壁都刻有刻度值,便于读取数值。第四连接管连接到反应瓶顶部,反应瓶中装有铜氨溶液和铜丝,反应瓶内设置旋转叶轮。步进电机安装在底座上,驱动水准与补液瓶在竖直方向上运动。测量光幕传感器为液位采集装置,两套装置分别设置在量气管两侧外壁上和水准与补液瓶两侧外壁上。控制面板上设置步进电机调速旋钮、蠕动泵调速旋钮、旋转叶轮开关和液晶显示屏。另外,底座设置四个调平脚和一个气泡水平仪,配备电源适配器和24 V充电锂电池为系统供电。系统各元器件采用工业级器件,确保系统能够在低温环境下使用。
2.2 系统功能实现方法
该仪器的功能实现方法步骤依次为:管路充液排气、量气管灌充被测气体、被测气体灌充反应瓶、残余气体返充量气管、氧气浓度测量、排除管路残气。具体如下:
(1)管路充液排气:打开四通活塞的A2端口、三通活塞的B1端口、第一阀门和第二阀门,启动双向蠕动泵正转,排空第一连接管、量气管和反应瓶中的全部气体,直至液体充满整个管路;同样排空四通活塞的A1端口上端进气管和四通活塞的A3端口上端测量管中的气体。
(2)量气管灌充被测气体:打开四通活塞的A1端口、三通活塞的B2端口和第一阀门,关闭第二阀门,被测气体经由四通活塞的A1端口冲压入量气管,致使量气管中的液面下移;启动步进电机,调整水准与补液瓶的液面高度同量气管中的液面平齐后,关闭第一阀门、四通活塞和三通活塞,停止步进电机。
(3)被测气体灌充反应瓶:打开四通活塞的A2端口、三通活塞的B1端口和第二阀门,关闭第一阀门,启动双向蠕动泵正转,将测量管内的待测气体全部推至反应瓶中,启动反应瓶内的旋转叶轮。
(4)残余气体返充量气管:启动双向蠕动泵反转,将全部残余气体抽回到量气管。
(5)氧气浓度测量:打开三通活塞的B2口和第一阀门,关闭四通活塞和第二阀门,然后启动步进电机,调整水准与补液瓶的液面高度同量气管液面平齐,液晶显示屏随即显示氧气浓度值,可以通过量气管管壁刻度直接读取氧气浓度值。
(6)如果待测气体中氧气浓度大于99%,启动双向蠕动泵正转,使量气管中的极少量残余气体进入四通活塞的A3端口上方的高浓度氧测量管,当残余气体全部进入后,关闭四通活塞,通过高浓度氧测量管管壁的刻度读出氧气浓度值。
2.3 双液面自动控制调平技术设计
实现液位检测的方法主要有电容法、激光测距法、超声波测距法、静压法等[11],综合考虑各方法的优缺点和系统设计特点,本文采用测量光幕传感器实现液位检测。测量光幕传感器是一种特殊的光电传感器,包含相互分离且相对放置的发射器和收光器[12]。如图3所示,测量光幕发射器产生的红外检测光线沿长度方向定间距生成光线阵列,形成一个光幕,当通过被检液体时,导致收光器接收的光线强度产生变化,其变化值触发开关信号输出,经过信号处理后实现液位检测功能[13]。测量光幕传感器比安全光幕传感器精度更高,光轴间距能够达到2 mm,具有较强的抗干扰能力,具备通信功能,能够利用单片机进行信号处理和控制。

图3 测量光幕传感器原理图
步进电机是机电一体化的关键执行元件,当步进驱动器接收到一个脉冲信号时,它就驱动步进电机按照设定的方向转动一个固定的角度,通过控制脉冲个数来控制角位移量,就能够实现准确定位。同时,可以通过控制脉冲频率来控制电机转动的速度和加速度[14]。步进电机的转速、停止的位置只取决于脉冲信号的频率和脉冲个数,而不受负载变化的影响,便于控制。因步进电机控制系统实现简单、定位精度高、可靠性高、成本低等优点,已广泛应用于各行各业[15-16]。
采用测量光幕传感器技术和步进电机驱动技术实现水准补液瓶和量气管间双水平液面的自动调平。具体方法如下:把水准与补液瓶置于升降台之上,通过步进电机控制升降台的升降。以固定的第2工作台为基准,第1工作台与第2工作台之间的高度记为初始高度H20,当步进电机上下移动时,利用测量光幕传感器分别实时检测水准与补液瓶液面和量气管液面与第2工作台之间的高度,当两者高度一致时,则水准与补液瓶的液面和量气管的液面保持平齐。该设计能够避免操作人员由于视觉误差引入的测量误差,提高氧浓度测量的自动化程度和精度。
2.4 高浓度氧测量管设计
现行国家标准中规定了纯氧的检测方法[17],利用气相色谱法检测纯氧中的杂质气体,从而间接得出氧气浓度,但是当杂质气体较多时该方法便失效。针对医用和航空呼吸用氧中对高浓度氧测量的实际需求,考虑到高浓度氧气经铜氨溶液吸收后的残余气体极少,测量精度要求更高,采用传统液面调平方法会引入较大误差。因此,本系统设计了高浓度氧测量管,如图2中18所示。该高浓度氧测量管的测量端水平放置,用于测量氧浓度高于99%的气体,测量管的管径为量气管上端管径的1/10。优化后的系统对高浓度氧的测量精度达0.1%,能够有效地提升系统高浓度氧的测量精度。
2.5 控制系统硬件设计
本系统采用单片机控制技术实现系统的自动化控制,控制系统硬件设计框图,见图4。
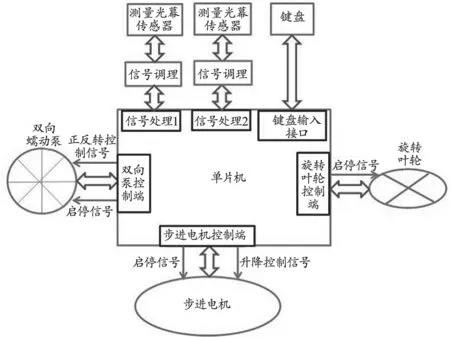
图4 控制系统硬件设计框图
测量光幕传感器输出信号经过外部信号调理电路后输入单片机,经过相应的信号处理算法,实时监测水准与补液瓶的液面和量气管的液面高度。单片机通过步进电机驱动器来驱动步进电机工作。步进电机的控制包括位置控制和速度控制[18],位置控制利用单片机向步进电机发送启停信号和升降信号,实现快速启停和停止自锁功能,速度控制通过人机交互界面设置步进电机速度调节旋钮,进行速度平滑调节和正反转调节,实现精细化控制。单片机控制双向蠕动泵实现正反转和无级调速[19]。双向蠕动泵由驱动器、泵头和泵管三部分组成[20],是一种用于控制液体传输方向和流速的装置,其精度高、密封性好、维护简单。单片机向旋转叶轮发送启停信号控制旋转叶轮工作[21]。键盘用于输入测量过程中的控制信号。
2.6 控制系统软件设计
软件设计主要完成键盘识别、脉冲产生、脉冲输出和信号处理。步进电机软件控制流程图,见图5。步进电机的控制是利用单片机的定时器中断产生相应的控制脉冲信号,控制系统上电后单片机进入初始化,如果有按键响应,立即产生中断信号,CPU启动中断服务程序判别键值,随后执行相应的子程序来控制步进电机启停、正反转和调速[22]。步进电机的速度控制通过软件编程的方式实现,设置不同延时时间来改变控制脉冲的频率,延时时间常数越大,电机转速越慢,延时时间常数越小,电机转速越快[23]。
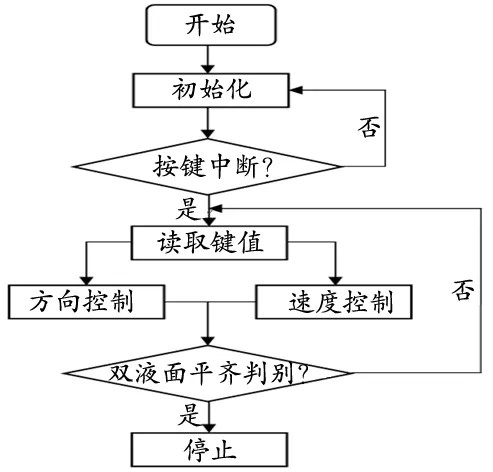
图5 步进电机软件控制流程图
测量光幕传感器软件控制流程图,见图6。单片机和测量光幕传感器建立通信,通过识别被液体阻挡的光线数量来判断液面高度,如果双液面高度一致,将触发步进电机关停信号,此时测量结束。单片机将计算得到的氧气百分比值发送到LED显示屏。

图6 测量光幕传感器控制部分流程图
3 结果
通过系统联调和测试,本文设计的基于铜氨法的高精度、自动化氧气浓度检测仪具有以下技术特点。
(1)系统结构设计合理。采用结构化设计,各部件易于组装和拆卸,便于维护保养。电路部分和器皿管路部分实现物理隔离,无液体交叉污染,安全耐用。系统整体结构简洁紧凑,便携性好,可靠性高。
(2)检测范围大,测量精度好。本系统能够检测氧气含量0~100%范围内的待测气体,高浓度氧测量管设计能够有效提升对高浓度氧的测量精度。0~99%范围内氧气浓度测量精度为1%,99%以上氧气浓度测量精度为0.1%。
(3)测量误差小,准确度高。采用光幕传感器和步进电机相结合的双液面调平方法取代原始的目测调平,能够使水准与补液瓶和测量管内液面的高度误差小于2 mm,降低人为因素影响,系统测量误差小。同时,单片机通过光幕传感器检测残余气体量,自动计算和显示氧气含量,取代了传统目测刻度尺读数方法,测量结果更准确。
(4)自动化程度和检测效率高。利用双向蠕动泵的无级调速功能进行样气的精确采集,实现气液管路的自动化驱动控制。反应瓶中采用涡轮驱动方式,能够有效加快化学反应速度。整机系统控制按照预定的测量步骤进行自动化操作,方便快捷,检测时间从原来的20 min缩短到5 min以内,显著提高检测效率。
4 讨论
在氧气浓度实际检测过程中,需要尽可能降低电磁场、温度、气压等各种环境因素对检测结果的影响。铜氨溶液吸收法作为氧气浓度检测的标准方法,能够有效克服以上各种环境因素的干扰。然而,传统的铜氨法测氧装置在结构上存在很多不足,已有学者针对传统铜氨法测氧装置进行了研究和改进,并取得了一定的效果。张辉等[8]和张丽霞等[9]分析了环境温度、大气压力、设备结构、试剂配制、液体表面张力等因素对测量结果的影响,但是未提出具体的改进办法。廖昀懋等[24]利用二氧化碳快速测定法对传统铜氨法测氧装置进行了改进,虽然简化了装置结构,但依然是纯手动操作,测量误差较大。本文设计的基于铜氨法的新型氧气浓度检测仪,不仅能够提高铜氨法氧气浓度测量效率和环境适应性,而且能够减少测量过程中的人为误差,提高自动化程度和测量精度,具有良好的实际意义和应用价值。
下一步研究中,需要依据气流计量工作站中氧浓度计量检定原理和方法,利用特殊环境实验仓模拟高原低温、低压等特殊环境条件,在不同海拔、温度等条件下对本系统氧气浓度检测能力进行性能测试,并对检测结果进行测量不确定度和误差分析,检验系统工作性能和效能。
