船舶生活污水处理试验
2019-01-08王福来
王福来
(中交第一公路工程局有限公司, 北京 100024)
0 引 言
随着造船技术的发展,以及环境保护意识的增强,船舶节能技术已成为世界各国船舶工程领域研究的热点和重要课题之一。很多船舶都配有生活设备,虽然方便人们的海上或河上出行,但也由此产生了生活污水处理问题。虽然针对船舶生活污水治理问题采取了许多措施,但缺少比较规范和专业的处理方式,导致处理效率低、处理不及时等问题[1]。将国内很多油田污水处理方式或生活污水处理方式等直接应用到船舶生活污水处理中[2],或者引用国外的船舶生活污水处理技术,缺少创新,也无法有针对性且高效率地处理船舶生活污水[3]。因此,针对船舶生活污水的污染特点及影响因素进行系统化研究,并选择合理的船舶生活污水处理技术,是解决目前海洋污染及淡水污染问题的一项重要措施。
自主设计船舶生活污水处理试验系统,研究在不同电压下,基于电解絮凝法的船舶生活污水处理系统的除油、除浊效果和能耗,实现船舶生活污水的高效及时处理,为保护海洋环境及淡水资源提供一种新方式[4]。
1 试验概况
1.1 试验系统及流程
针对船舶及船上生活污水特点,自主设计船舶生活污水处理试验系统,其工艺流程如图1所示。
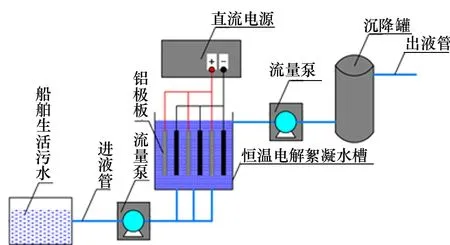
图1 船舶生活污水处理试验工艺流程
试验采用自制恒温电解絮凝水槽(30 cm×30 cm×30 cm),阳极为3块铝极板(220 mm×220 mm×2 mm)电极,3块多孔石墨作为阴极(220 mm×220 mm×2 mm),极板间距为1.8 cm,电极采用单极式连接,平行放置于电解槽中。模拟河流污水初始pH值为7.4左右,初始含油量为650×10-6(质量分数)左右,初始浊度为800左右。
通过流量泵以20 L/h的流速不断抽取船舶生活污水于恒温电解絮凝水槽中进行电解;调整电压依次为5 V、10 V、15 V、20 V、25 V进行3 h的电解试验;每隔10 min从出液管口取样测含油量、浊度以及计算电极消耗与电能消耗;记录并分析数据。
1.2 试验原理及材料仪器
电解絮凝的机理如图2所示。

图2 电解絮凝原理
电解原理是阳极的铝或铁极板在直流电源的作用下失电子成铝离子或者铁离子[5-6],铝离子或铁离子水解生成一系列的多核水解产物[7]。这类水解产物有着吸附能力,可以吸附污水中的杂质,小的絮凝体通过吸附污水中的杂质变成较大絮凝体,会产生絮凝沉淀,这类沉淀物含杂质量非常大。同时,气浮现象产生的泡沫也会带走大量污染物,通过絮凝与气浮的共同作用,达到处理含油污水的良好效果[8]。
典型的电极反应如下:
阳极:M→Mn++ne-
Mn++nH2O→M(OH)n↓+nH+
阴极:2H2O+2e-→H2↑+2OH-
为测得在不同电压下河流污水的处理效果,分别设计含油量测定试验、浊度测定试验以及能耗测定试验。所用试验材料及仪器如表1所示。

表1 试验材料
2 试验结果与分析
2.1 电压对除油效果的影响
通过Origin软件,将除油率与电压值绘制成如图3所示的曲线。
从图3可以看出,随着反应时间的延长,含油量去除率不断增大,在前60 min电解过程中,船舶生活污水含油量去除速率增长较快,反应60 min以后,除油率增长有所减慢,这主要是由于在电解过程中,阳极的铝极板不断被溶蚀,产生“微絮凝剂”Al离子,“微絮凝剂”使得水中的杂质失稳,失去稳定性杂质在“微絮凝剂”上聚集成更大的絮凝体。随着反应时间的增加,铝极板不断被氧化,形成的氧化物覆盖在铝极板上,不能被及时去除,导致处理效果越来越差。

图3 不同电压下除油率与时间的关系
当电压从5 V增大至25 V时,船舶生活污水除油率由81.47%增加至90.75%,这主要是由于电解电压越高,氧化还原反应越激烈,在一定时间内产生的“微絮凝剂”越多,气浮与絮凝效果越显著,除油速率与效果就越高。
2.2 电压对去浊效果的影响
通过Origin软件,将除浊率与电压值绘制成如图4所示的曲线。

图4 不同电压下去浊率与时间的关系
从图4可以看出,随着反应时间的延长,浊度去除率不断增大,而浊度是表现水中悬浮物对透过光线的阻碍程度,水中含有泥土、粉尘、微细有机物、浮游动物、其他微生物等悬浮物和胶体物都可使水呈现浊度。在前60 min电解过程中,船舶生活污水浊度去除率增长较快,反应60 min以后,去浊率增长有所减慢,这主要是由于水中的悬浮物可以阻碍光的传播。水的浊度不仅与水中悬浮物的含量有关,而且与悬浮物的大小、形状和折射率等有关。最初含油船舶生活污水浊度比较大,随着电解时间越久,水中的悬浮物明显减少,最后稳定在较低值上。
当电压从5 V增大至25 V时,船舶生活污水去浊率由99.39%增加至99.84%,这与含油量去除率变化原因相同。
2.3 电极消耗与电能消耗
电解絮凝处理成本包括电极消耗等其他费用[9],其中电极消耗是这项技术的重要经济指标,法拉第定律计算式为
(1)
式中:m为处理每克油所需Al的消耗量,g;i为电流密度,A/m2;F为有效极板面积,取0.048 4m2;M为Al的摩尔质量,取26.98g/mol;z为电子摩尔数,取13;Ф为法拉第常数,取96 500C/mol;t为电絮凝时间,取10 800s;V为处理污水体积,取20L;C0为初始水中含油质量分数,取650mg/L;C1平为电解180min时水中含油质量分数的平均值,mg/L。
电能消耗[9]为
(2)
式中:E为电能消耗,(kW·h)/kg;U为槽压,V。
代入相关数据进行计算可得表2结果。

表2 改变电流时Al的消耗量和电能消耗
通过Origin软件,分别将电极消耗、电能消耗与电压值绘制成如图5、图6所示的曲线。

图5 电极消耗与电压的关系

图6 电能消耗与电压的关系
由表2与图5、图6可知:当流量保证在20 L/h时,电压从5 V增大至25 V时,电流密度也逐渐增大,从而导致处理单位质量的船舶生活污水消耗的铝极板量逐渐增加。这是由于随着电流密度的升高,导致电解速度加快,铝电极消耗量增加。综合考虑除油率与能耗,当流量为20 L/h、电压为20 V时可使得污水含油量低于20×10-6(质量分数),能耗相对较低。
3 结 论
通过自主设计船舶生活污水处理试验系统,研究不同电压对除油效果、除浊效果和能耗的影响,得出以下结论:
(1) 除油率先随时间逐渐增大,然后基本稳定在一定值。电压越高,除油效果越明显。当电压为20 V时,污水含油量可低于20×10-6(质量分数);当电压为25 V时,除油率可达90.75%。
(2) 随着时间的增加,去浊率逐渐增大,然后基本稳定在一定值。随着电压改变,除浊率变化不大;电压为5~25 V时,除浊率均可达99%以上。
(3) 能耗随着电压的升高而增加,能耗越大,污水处理效果越明显。综合除油率和能耗,流量为20 L/h时,该试验系统的处理效果最佳。
