YL82B盘条拉拔断裂原因分析
2019-01-07韩晓乾杜东婵谢飞飞孙秀英
■ 韩晓乾,杜东婵,谢飞飞,孙秀英
高碳盘条钢是生产高强度、低松弛预应力混凝土结构用钢丝和钢绞线的主要原料,主要应用于铁路、公路、跨海大桥、大型建筑、水利等领域,它具有抗拉强度高、断后伸长率好、松弛值低、应力损失小和耐疲劳性能优良等特点。在高碳钢盘条中,YL82B是市场需求大、生产数量较多的钢种,其主要规格为φ6.5~φ12.5mm。
某批原材料为φ12mm、材质为YL82B的热轧盘条,在拉拔加工过程中,发生断裂现象,图1中左侧断口从盘条周边到心部逐渐凸起,形似笔尖,右侧为与之匹配断口,呈漏斗状,这是断裂起始于截面心部,并逐渐沿周边向外扩展的一种特殊断裂方式。经了解,拉拔工艺为:热轧盘条→机械去皮→拉拔。分别在原材料及断裂样品上取化学成分、力学性能及金相试样进行检验分析,以期查明其断裂原因。

图1 断口形貌
1.理化检验
(1)化学成分分析 分别在原材料及拉拔断裂样品上取试样采用瑞士ARL直读光谱仪进行化学成分分析,检测结果如表1所示。由表1可知,化学成分符合GB/T24238—2009标准技术要求。

表1 YL82B热轧盘条化学成分(质量分数) (%)
(2)力学性能 在原材料上取力学性能试样,使用美特斯SHT-4106电液伺服万能试验机进行力学性能检验,结果如表2所示,由表2可知,力学性能符合GB/T24238—2009标准技术要求。
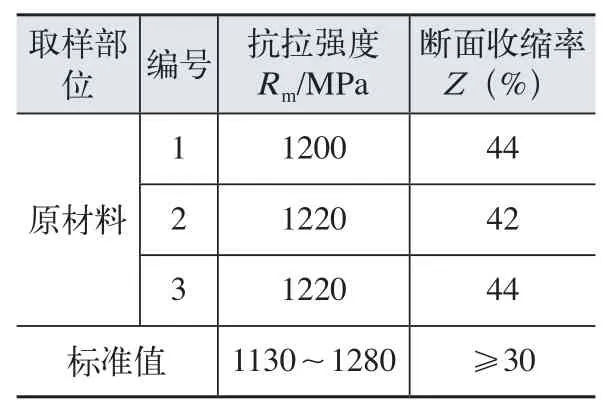
表2 力学性能检验结果
(3)金相检验 在原材料上取金相试样,使用德国徕卡DMI5000M智能显微镜进行显微观察,检验结果如表3所示,由表3可知,原材料除显微组织出现微量的Fe3C外,其他检验结果均符合GB/T24238—2009标准技术要求。

表3 金相检验结果
在断裂试样上取断口在体视显微镜下观察,断口呈典型的笔尖状断口,断裂源位于中心位置,试样表面没有明显的外观缺陷,形貌如图2所示。用线切割方式在断口处沿试样中心纵向制取金相试样,显微观察试样断口尖端存在沿轴线断续分布“V”形裂纹,裂纹形貌如图3所示。裂纹附近发现有硫化物类夹杂物存在,级别为1级,显微形貌如图4所示。使用4%(体积分数)硝酸酒精溶液浸蚀后,“V”形裂纹处存在网状渗碳体组织,形貌如图5所示。低倍下观察在试样中心有一条明显的偏析带,形貌如图6所示。
在断口附近取横向试样进行显微观察,低倍下观察横向试样中心有偏析存在,偏析级别为B2级,形貌如图7所示,试样中心有“C”形裂纹缺陷存在,裂纹缺陷形貌如图8所示,放大观察试样显微组织为索氏体,中心有网状渗碳体存在,显微组织形貌如图9所示。
2.分析与结论
原材料化学成分、力学性能、非金属夹杂物级别、脱碳层深度、索氏体含量等均符合GB/T24238—2009标准技术要求。

图2 断口形貌
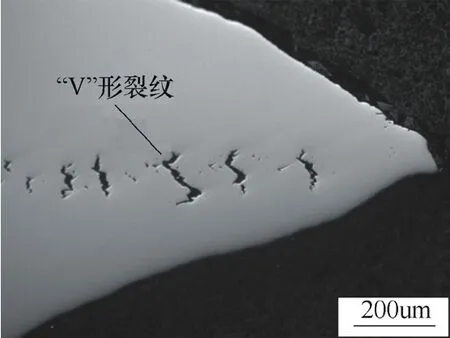
图3 断口尖端“V”形裂纹形貌(50×)

图4 裂纹附近夹杂物形貌(500×)

图5 内部裂纹附近网状渗碳体组织形貌(500×)

图6 试样中心偏析带(8×)

图7 横向偏析(6.5×)
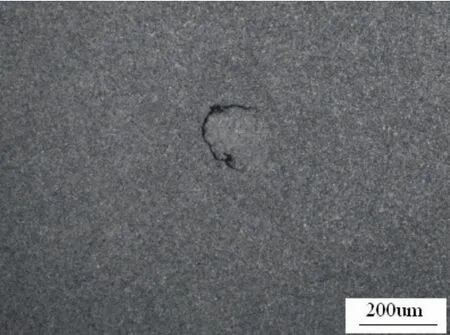
图8 横向“C”形裂纹缺陷形貌(50×)

图9 索氏体+网状渗碳体(1000×)
YL82B热轧盘条合格显微组织为索氏体+珠光体,且索氏体在显微组织中占有一定的比例(不小于85%)才能使YL82B钢具有高的冷拉极限值。因为索氏体的片层间距小,当盘条拉拔变形时,片层多而薄的铁素体相可以使位错运动均匀而分散,抑制位错塞积的提前发生。另外,当索氏体中的渗碳体相为薄片形态时,它在拉拔变形时可以发生弯曲且不易发生折断。但是,如果渗碳体和铁素体片层继续变薄成为屈氏体时,在拉拔变形时渗碳体片之间发生碰撞的概率增大,使塑性变差。
在原材料及断裂的试样上均检验发现显微组织存在网状渗碳体,由于YL82B属于过共析钢,在冷却速率缓慢或中心碳含量较高的条件下,二次渗碳体沿原奥氏体晶界上析出,形成网状。网状渗碳体是高碳钢盘条中的有害组织,它是一种硬而脆的组织相,不易变形。它的存在削弱了晶粒与晶粒之间的结合力,从而使盘条的强度和塑性均显著下降。在冷拉拔过程中,由于网状渗碳体的束缚晶粒变小,因而在此处产生应力集中,形成裂纹或孔隙,最终导致笔尖状断裂。
非金属夹杂物级别虽然不高,但在样品中心V形裂纹附近出现了硫化物类夹杂物(1级),非金属夹杂物的存在破坏了钢基体的连续性,严重影响钢的力学性能,产生应力集中,拉拔时不能与基体同步变形,在非金属夹杂物与基体结合部位引起应力集中,导致裂纹在此处萌生及扩展,最终导致盘条拉拔断裂。
偏析带的存在与原材料有关,偏析区与正常基体不协调形变导致偏析带产生孔隙,孔隙扩展为裂纹后,逐渐沿周边向外扩展即造成线材断裂。
由上述分析可知,YL82B盘条在拉拔过程中产生笔尖状断裂是由于中心偏析、网状渗碳体、非金属夹杂物共同作用下形成的。
3.建议
(1)连铸坯控制过热、调整冷却速率,优化电磁搅拌及机械轻压下,以减少偏析现象。
(2)稳定并控制好开轧温度、终轧温度、吐丝温度及冷却速率。保证产品必要的时效时间,保证显微组织正常及原材料较高的冷拉极限值。
(3)优化冶炼及浇注工艺,减少非金属夹杂物的生成,保证钢液的洁净度。
