船舶数字化制造的测量技术创新
2019-01-07林嘉睿邾继贵
林嘉睿,郭 烽,齐 峰,张 饶,邾继贵
(1.天津大学 精密测试技术及仪器国家重点实验室,天津 300072; 2.江南造船(集团)有限责任公司,上海 201913)
0 引 言
近年来,随着国家对船舶制造业的支持力度不断加强,我国造船完工量、新接单量、手持订单量三大指标均居世界首位,已成为世界第一造船大国[1]。但是,由于整体技术水平的不足,我国造船行业相比于日韩等造船强国依然处于粗放型发展模式,效率利润率较低,缺乏核心竞争力[1]。传统的劳动、设备密集型制造模式急需向知识密集型进行转变[2-4]。随着新一代信息技术的快速发展及与先进制造技术的不断深入融合,全球兴起了以智能制造为代表的新一轮产业变革,其中数字化船舶制造技术作为智能制造的关键一步指导着船舶行业制造模式的发展[5-10]。数字化造船技术是在数字化技术与船舶制造技术融合的背景下,实现对产品信息、工艺信息和资源信息进行数字化描述、分析、决策和控制,从而达到均衡、高效、科学生产的目的,使得船舶制造企业得到最大的经济效益[8]。数字化造船技术体现在船舶制造工业的加工、焊接、装配等多个环节,能够有效地提高生产效率和自动化水平,同时保证了整个工程的精度与可靠性[10]。
先进测量技术作为数字化制造模式各种信息获取的支撑技术[11-13],伴随着数字化造船技术的不断发展与造船模式的改变,其中的精度控制已经成为船舶制造领域“区域化造船”、“壳舾涂一体化”等造船新模式的核心理念[11],对贯穿于整个造船工艺流程的测量技术,尤其是能实现大量程、高精度、高效率的大尺寸精密测量技术提出了迫切需求。精度控制以无余量为核心,通过先进工艺技术和科学管理,对船舶制造全过程进行分析和控制,最大限度减少现场修整工作量,提高生产效率,保证产品质量[11-13]。目前,由于测量技术水平落后,我国传统造船业在精度控制方面存在着检测效率低、测量高度依赖人工且无法实现多部门高效数据共享、分段船体合拢过程无法动态监控等问题[12-13]。
由于现代船舶制造多采用“巨型总段建造”工艺,使得船舶制造涉及到的空间尺度涵盖十几米甚至上百米的空间范围,是介于传统精密测量和一般工程测量的尺寸范围。该尺度上传统精密测量技术的量程、应用条件、相对精度无法满足要求;而一般工程测量的绝对精度又远远达不到工业制造所要求的精度水平。实现同时兼顾工程测量的大尺寸与传统精密测量的高精度是亟待解决的关键难题,这就对大尺寸测量提出了新的要求与挑战[14-17]。以全站仪为代表的传统测量仪器由于无法实现并行多任务测量,测量效率问题日益凸显。为了实现船舶制造模式转型,提高生产效率,必须推进高效率数字化测量方法。
室内空间测量定位系统由于其可拓展性与多任务并行测量特性,能够克服大尺度与高精度之间的矛盾,契合数字化船舶制造对于测量的需求。近年来,天津大学精密测试技术及仪器国家重点实验室研制出了室内空间测量定位系统(workshop measurement positioning system,wMPS),提出了一种基于三维测量场的整体结构化测量思路,已在一些装备制造及装配领域进行了应用[17-19],并结合造船工艺在分段制造和整体船坞测量方面开展应用研究。
本文主要介绍以wMPS为代表的分布式测量手段、整体结构化测量方法及其关键技术,尤其针对船舶制造复杂现场遇到的遮挡、扰动问题,提出并研究了包括布局优化、快速组网、自适应测量以及扰动预警补偿等相关测量方法、技术,为该新兴网络测量系统在船舶数字化制造打下应用基础。
1 船舶制造测量技术现状与发展
1.1 我国船舶制造业测量技术现状
切割、加工、焊接和船体装配是船舶制造中的主要流程,对中间部件加工的精度控制和对各部件装配过程进行整体在线监控是保证最终船舶制造质量可靠的前提[11-12]。
现阶段船厂多采用图1所示的测量仪器与技术。例如运用尺子、样板样箱、水准仪等测量仪器对关键中间部件进行一、二维测量;利用全站仪完成各部件装配过程中的特征点三维测量任务[9-12]。
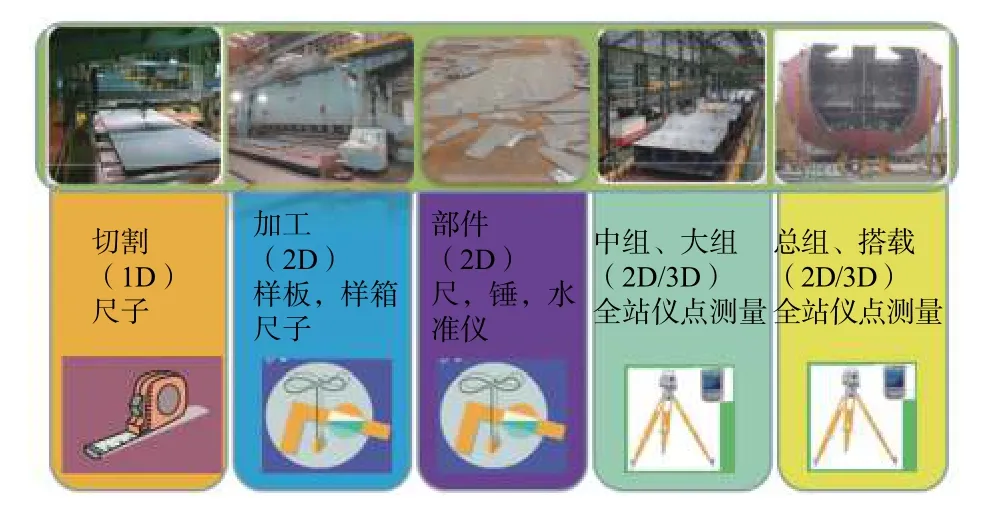
图1 现阶段船舶制造业测量手段
以船舶曲形钢板制造工艺为例,现有测量手段通过测量样板、样箱与待测曲面贴合间隙来间接测量曲形钢板的形状是否符合生产要求。该方法并不能给出待测物体详细的数字化参数与三维模型,也就无法很好地将数据反馈给设计制造部门来指导修正相关工序提升生产精度。传统测量工具如尺、吊锤、水准仪等的测量由于大量依赖人工精度难以保证,仅能测量二维信息,无法与三维设计图纸有效统一,更无法将测量结果在各部门间有效实时共享[12],不能满足数字化制造要求。作为现阶段船舶制造大尺寸测量的主要仪器[12-13],全站仪设站方便和灵活,量程较远,精度在毫米级别。但随着船舶数字化制造逐步推进,以全站仪为代表的传统单站式测量系统的局限性逐渐显露:首先,其设备功能只能覆盖自身测量空间,在大型复杂船舶制造现场,需依靠频繁转站来解决视线遮挡问题,效率较低且易累积转站误差,无法解决大量程与高精度之间的矛盾[15-17];其次,这种单站极坐标测量系统只能实施单目标测量,不能满足并行多任务测量的需要,在动态状态监控应用上明显受限。
1.2 整体结构化测量思路
wMPS借鉴全球定位系统(GPS)概念,将并行传感测量定位方法引入到工作空间范围。如图2所示,wMPS以精密旋转结合多激光扫描,构建覆盖全周立体空间测量场。系统的发射基站发射两束旋转扫描激光和一束同步脉冲激光形成传感覆盖信息。远端接收器根据基站光电脉冲间隔与转速匹配关系识别信号来源,并通过同步光-扫描光相位关系计算基站扫描旋转角度,从而实现单站角度变换及多角度交会定位以完成空间三维坐标测量[18-22],是一种高精度、高效率的多任务自动化测量系统,近几年成功地在航天、航空等工业测量定位领域中实现应用。

图2 wMPS测量示意图
wMPS主要包括发射站、接收器、信号处理器以及配套测量附件,其测量原理如图3所示。
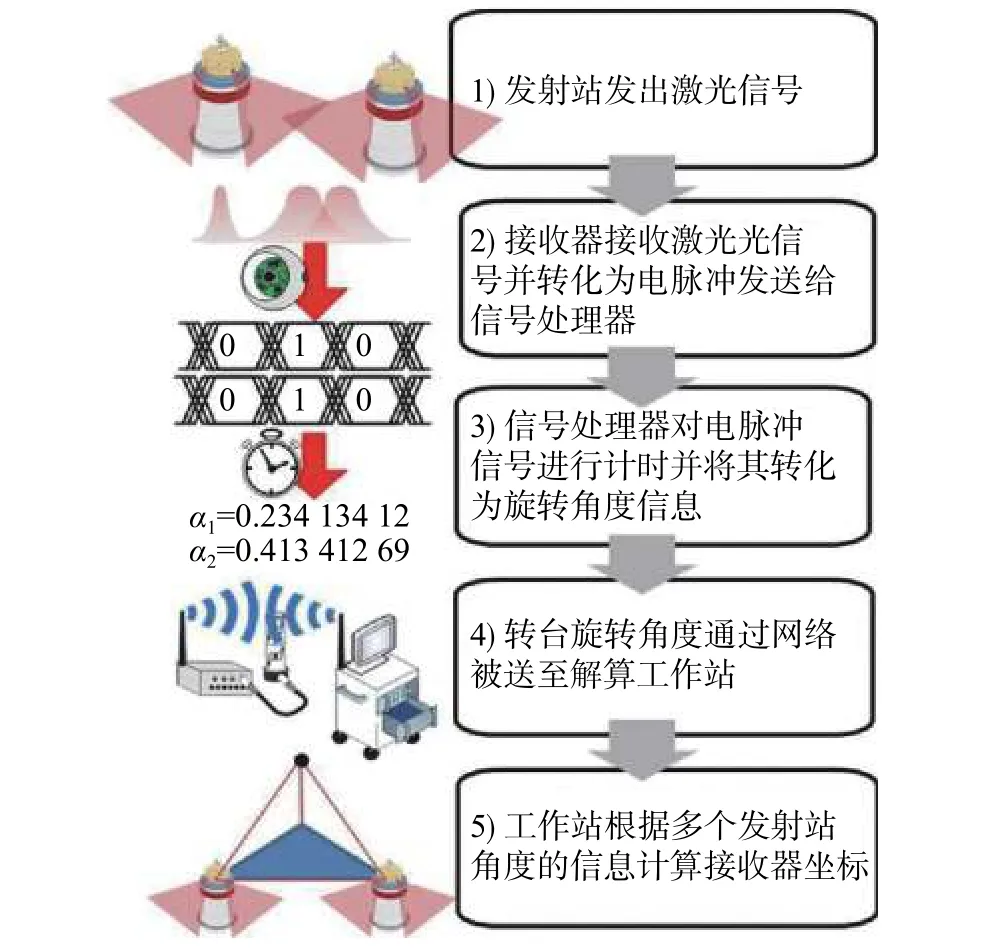
图3 wMPS测量原理
以wMPS为典型的分布式测量系统能够突破单站设备功能局限,构建出一种多站立体网络结构、多观测量融合、可并行多任务的大空间整体测量定位新方法,能很好满足上述船舶数字化制造对测量的要求,逐步形成了多站分布式的整体结构化测量新思路,即利用测量单元以网络式结构进行扩展,在不损失精度前提下覆盖更大的测量空间[15-19,21-22]。另外,整体结构化测量模式通过多观测量交会,在扩展量程的同时还可依靠高精度几何约束、冗余测量平差方法来提高测量精度[22-24]。
在船舶数字化制造过程中,测量任务主要包括关键点检测、超差检测、分段对接、总段对接[12]。以船台对接装配为例,如图4所示,船台合拢是船舶制造环节中耗时最长,也对船舶整体质量有重要影响的环节,由于采用分段制造的手段(分段装配、焊接变形),所以各部件尺寸偏差较大,需要在合拢时在船台上做进一步的调整。利用室内空间测量定位系统可以实现对船台下分段的快速多点动态跟踪测量,通过大量高精度测量数据对各部件进行快速精确调整,控制和掌握各部件的尺寸精度,大大提高生产效率,实现了装配工作的自动化和数字化[8]。
2 整体结构化测量场关键技术研究
整体结构化三维测量场在船舶制造领域的应用不断发展与完善[18-21],针对现场复杂环境和条件,衍生出了一些关键技术研究,旨在提高测量精度与使用效率,优化整体性能。

图4 船台合拢示意图
2.1 测量系统布局设计
在船舶制造现场,分布式系统中的发射站空间构型影响着整体测量精度,不同于单站式点对点覆盖方式,wMPS发射站的有效测量区域取决于旋转激光发射、接收范围[20-21]。如图5所示,发射站测量时的有效范围是一个固定角度旋转发散区域,从而在上下形成一个圆锥形扫描盲区,需要通过合理布站,覆盖尽量多的待测区域。根据发射站和接收器的结构参数以及交会系统误差特性,进行计算机数值仿真即可对测量方案进行评估,并在现场调整发射站布置,减小因空间构型引起的测量误差[25-27]。
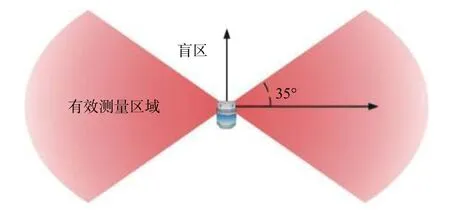
图5 wMPS发射站的测量区域
在布局设计方案中,以测量精度、覆盖范围、仪器成本为主要考虑因素建立评价函数,通过数值仿真分析现场测量误差,如图6所示。
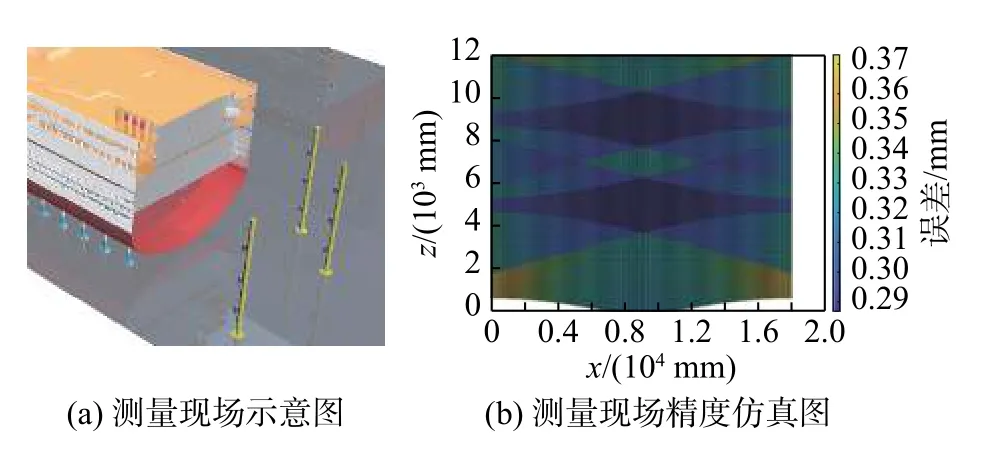
图6 测量场布局与误差仿真
2.2 复杂空间的快速组网技术
大型船舶制造工业现场环境恶劣,随着制造装配任务的进行,往往会出现不同程度的遮挡情况。测量场可采用固定发射站、移动发射站配合使用的方案来解决制造过程中的遮挡问题。其中,固定发射站覆盖主要测量区域,移动发射站用于配合填补固定发射站受限或者遮挡的测量区域。此时,移动发射站处于临时组网状态,周围空间受限,传统的基准长度标定方法便无法完成自动定向[28-30]。
为解决移动发射站的快速定向组网问题,借鉴工程测量领域的后方交会思想[31],研究了发射站后方交会定向方法[32]。如图7所示,该方法通过激光跟踪仪/全站仪构建与现场环境和制造流程无缝集成的高精度外部三维控制约束,将移动发射站快速的匹配至整体测量场,完成网络的快速重构。同时还可通过测量场与坐标场约束的不同配置,优化组网定向参数,实现网络在线差分补偿,进一步提高系统精度。

图7 wMPS网络组网方式
2.3 自适应测量技术
在环境复杂恶劣的测量现场,“巨型分段、总段制造技术”使得待测工件体积巨大,同时由于待测部件之间互相遮挡很难具有理想交会条件,再加上可允许布局的空间比较狭小,给实际测量带来了极大的不便。
为了解决上述问题,将光电扫描角度测量技术与空间后方交会理念相结合,研究了一种基于多接收器测量靶的自适应测量方法[33]。多接收器测量靶上设置不少于6个接收器,各个接收器以及接触式测头通过激光跟踪仪提前进行标定。测量时,通过测量靶接收器足够多的光平面约束方程,结合已知的接收器相对几何关系,解算出测量靶到发射站之间的位姿关系,获得测靶接触式测头所处三维坐标,实现了发射站的单站适应性测量,如图8所示。
以此为基础进行拓展,当接收器所接收到光信号不仅来自同一个站时,通过已知的各个发射站坐标系之间位姿关系,可以将不同发射站所发射的光平面转换到一个坐标系下,实现“伪交会”测量。当光平面数量超过待求参数数量时,即可通过对超定方程组的解算得到测量靶与仪器间的位姿关系[33-34]。通过以上方法实现了单站测量、多站交会测量和“伪交会”测量等自适应测量方式,并在软件上进行有机统一,有效解决测量遮挡问题,提高了系统在恶劣环境下的适用性[34]。
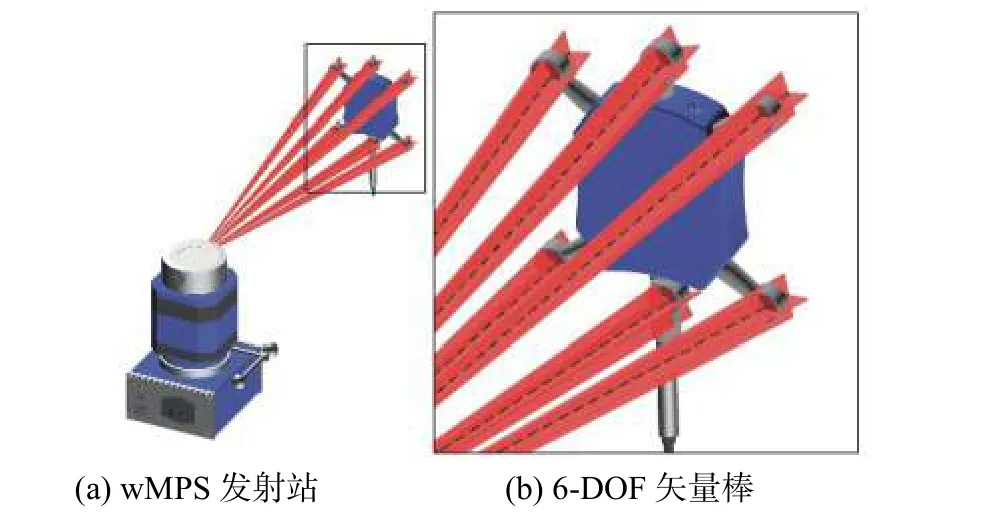
图8 单站适应性测量原理
2.4 整体测量网姿态监控与补偿
测量过程中稳定的系统结构是高精度测量的重要保障。大型船舶制造现场环境恶劣且存在大量振动源(高负载吊车和大型电机等),容易导致发射站相对姿态发生变化,长期蠕变对精度将造成较大影响。针对工业现场环境下长期稳定测量的问题,通过基准量对测量系统进行监测与补偿是比较有效的方式,例如利用空间中基准参考点或者补偿测量元件等。
图9所示的是一种基于倾角传感器的发射站自补偿方案[35-36]。精确标定发射站坐标系与刚性连接的双轴倾角传感器坐标系之间的关系,通过实时倾角传感量,对发射站姿态进行监测。当姿态改变较大时,需要对发射站重新标定;当姿态变动较小时,对位姿进行在线补偿来维持测量的准确。
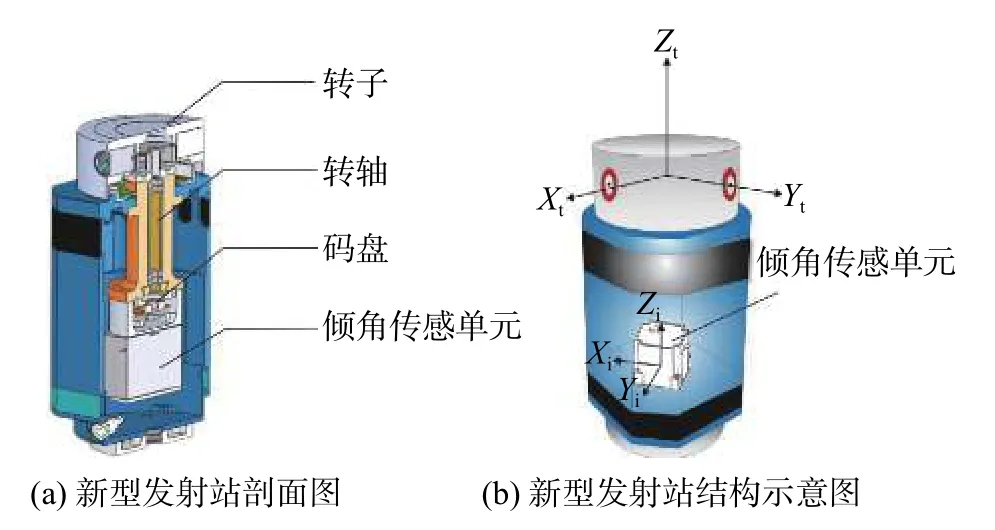
图9 基于倾角传感器的新型发射站结构图
3 结束语
以wMPS为基础的整体结构化网络测量方法,已经成为当前船舶数字化制造的有效精度控制方法。本文在分析了现阶段船舶制造测量技术的基础上,介绍了新兴分布式网络化测量系统wMPS的系统结构和传感机理,阐述了整体结构化网络测量新思路及其关键技术,总结了该方法在船舶数字化制造中的一系列测量技术创新与解决方案。
