连接器-小卡子注射模设计
2019-01-04张文静年宝鹏
张文静,年宝鹏,李 壮
(河南天海电器有限公司,河南 鹤壁 458030)
随着电子技术的不断发展,连接器在微电子、汽车行业以及医疗行业的应用越来越引人注目。电路密度越来越高,其元件越来越小,“微型化”是连接器发展的趋势之一。在为体积小、质量轻的产品设计模具的过程中,也会遇到很多问题。
本文选择一款连接器-小卡子作为案例,通过分析产品的特征,结合生产经验,提出一个较优的注射模具设计方案。
1 塑件分析
图1为连接器-小卡子形状示意图,产品尺寸为10.3mm×6.4mm×4.0mm,材料为PBT-GF15,单件质量0.18 g。模具生产时要求产品不能四处飞溅。此塑件为装配件,对尺寸要求较高,同时塑件表面要求光洁,无毛刺、缩坑、变形等现象。

图1 连接器-小卡子示意图
2 模具设计方案分析
2.1 产品飞溅
产品小且轻,生产时容易四处飞溅,产品有可能溅到导套等模具结构里,合模时导致模具损坏;还有可能溅到注塑机的小角落里,造成安全隐患。下面分析造成产品飞溅的原因及解决的办法。
产品飞溅原因分析:为了提高生产效率,我们一般用潜伏式浇口,如图2所示。如果浇口设置在动模,顶出的时候,料把受到顶出力F1和产品的拉力F2,产生合力F3,进而料把发生变形。在料把和浇口分离的瞬间,产品和料把几乎同时脱离模具型腔,使料把变形的F3得到释放,料把弹性恢复,F3可以分解为F4和F5,如图2c所示。F4通过浇口作用到产品上,再结合顶出力F6,形成合力F7,产品就发生了斜向运动,而我们一般一套模具生产多腔产品,就会有产品四处飞溅的现象。
找到了产品飞溅的原因,也就找到了解决产品飞溅的方案:①如图3所示,浇口还在动模,在动模上做2个比较高的型芯A,作为产品在脱模时候的导向,防止脱模瞬间四处飞溅,缺点是型芯A很小,长宽只有1.5mm×1.2mm;②将浇口设置在定模,开模的瞬间浇口和产品分离,也就没有了产品飞溅的根源,缺点是开模的时候产品可能会留在定模,使模具无法正常生产。

图3 产品飞溅解决方案
2.2 顶杆顶偏
产品的前端呈锯齿状,如果布置特别小的顶杆,顶杆很容易断,且顶杆过孔不易加工,考虑实际情况,一般要求扁顶杆宽度不小于0.7mm,圆顶杆直径不小于1.0mm,这样,这个产品锯齿状的前端就无法加顶杆,顶出的时候会造成顶出不平衡,发生产品被顶偏旋转,无法被完全顶出的情况,如图4所示。
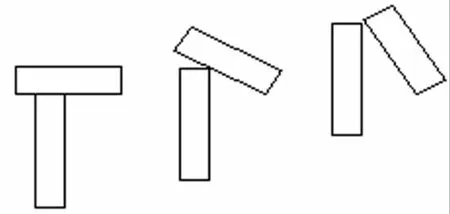
图4 顶杆顶偏
如果采用产品飞溅解决方案①,可以利用高型芯A给产品顶出过程以导向,防止产品被顶偏,但是产品锯齿处的包裹力比较大,且锯齿状四周都被包裹在型腔里,产品会被强行拉出模具型腔,而产品锯齿处比较薄弱,容易被拉伤变形;要防止产品被顶偏拉伤,就要使锯齿状结构在定模成型,这样开模时产品又有可能留在定模。
如果采用产品飞溅解决方案②,且使锯齿状结构在定模成型,这进一步加强了产品留在定模的可能,而解决产品留在定模,只有在定模加脱模斜度及加定模弹顶结构。为了保证产品的品质,决定选用浇口在定模且在定模加弹顶的结构。
综上分析,总结如表1所示。
3 模具结构
1)浇口及成型锯齿的型芯在定模,如图5所示。在型芯上成型锯齿的地方要加脱模斜度;因为产品能做浇口的面比较低,而又要提高生产效率,所以浇口做成扁型潜伏式浇口。

表1 问题原因分析及解决方案

图5 脱模斜度结构示意
2)定模弹顶结构如图6所示。合模状态的时候被弹顶的芯被动模压回,弹簧被压缩,产品成型。开模瞬间,被弹顶的芯受弹簧的弹力向前运动,进而将产品顶到动模,并且浇口料把和产品分离。动模没有了浇口,产品被顶杆顶出的时候不会四处飞溅;动模没有了成型锯齿状的型芯,产品被顶杆顶出的时候也比较平衡了,被顺利顶出动模型腔。
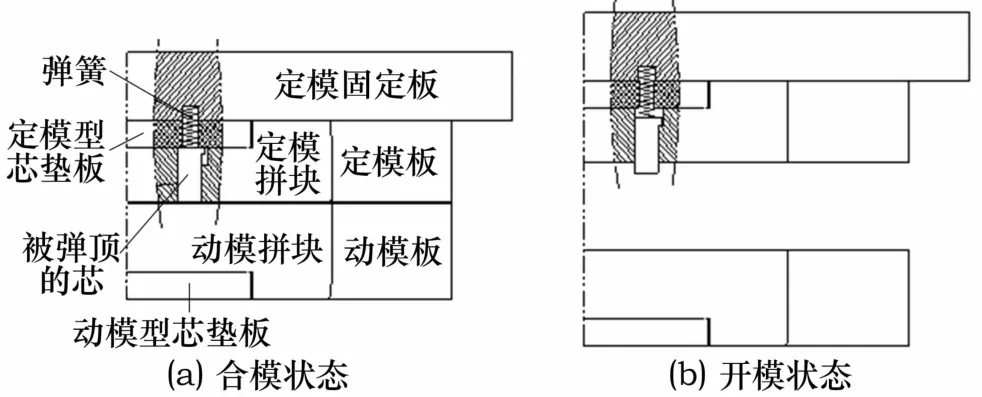
图6 定模弹顶结构示意图
4 结束语
经过生产验证,该模具结构合理可靠,在生产中没有出现产品四处飞溅、顶出不平衡而引起顶偏旋转的现象,批量生产时,生产状况良好。
