干燥机出口炭黑温度的控制
2019-01-03王伟兴
王伟兴
(苏州宝化炭黑有限公司, 江苏 苏州 215151)
某炭黑公司造粒工段将造粒水和粉状炭黑等按约1∶1比例混合搅拌成潮湿粒状炭黑下料至滚筒干燥机烘干,再脱水成粒状炭黑。烘干工艺: 操作工按比例调节空气和尾气的流量,使其在尾气燃烧炉内燃烧至1 100~1 200 ℃,高温烟气经过火箱在滚筒干燥机内经过40 min将含水炭黑换热变成180~250 ℃的炭黑,再经过一级提升机至二级提升机后使出口炭黑温度控制在80~160 ℃并输送至成品罐存储。以往根据炭黑温度和燃烧热量调节尾气流量的过程多是凭借经验,因而二级提升机出口炭黑温度允许在80~160 ℃内波动。从节能的角度出发,该点温度最佳控制区间是110~123 ℃,但时有超温。高温超上限时,易造成包装、物流运输中炭黑温度过高自燃,粒子破碎、细粉增大、回流炭黑增加、生产成本上升,尾气浪费,易引发超温燃烧滤袋等生产事故;温度低于下限时,则导致产品加热减量指标不合格,出现回流,使生产成本上升。炭黑造粒后工艺流程如图1所示。

图1 炭黑造粒工艺流程示意
未实施改造前,尾气流量依据经验操作模式采用人工调节加热,平均0.8 h改变一次尾气流量设定值,劳动强度大,仪表自动化程度低。为提高生产效率,实现节能降耗,该公司采取技术改造措施,目前炭黑温度的控制方案: 尾气流量和炭黑温度串级控制,加造粒水流量前馈控制,但该方案仍存在一些不足。由于造粒不稳定,造粒水量作为前馈参数波动很大,易引起尾气调节过程中蝶阀的快速关闭而使前工段主袋收集袋滤器箱体压力控制不及时而超压,存在安全隐患。因此,该控制方案需要增加1套安全联锁控制方案。
1 干燥机出口炭黑温度控制方案
1.1 前馈串级控制方案
前馈串级温度控制系统如图2所示,该方案中主回路由一级提升机炭黑温度调节回路TIC-5212组成,造粒水流量作为前馈变量。由于造粒水流量波动大,采样平均时间为60 s,采样后的平均流量参与调节,避免了尾气流量调节的波动。将前馈变量乘以尾气流量/造粒水流量的比值(FC)对应的尾气流量值与TIC-5212调节器输出值叠加,作为副回路的给定值。副回路由尾气流量调节回路FIC-5201组成,副回路输出直接通过尾气蝶阀控制尾气流量。

图2 前馈串级温度控制系统示意
主调节回路TIC-5212的输出变量与尾气热量成对应关系,起到微调炭黑温度的作用。以造粒水流量作为前馈变量,较快反映了炭黑中含水量的变化,含水量与需要烘干的热量成一定的正比例,尾气流量与加热热量成正比例关系,因而尾气流量根据造粒水流量调节燃烧温度,即完成了炭黑温度的快速粗调。
1.2 二级提升机出口炭黑温度控制
由于炭黑温度最终控制是以二级提升机出口炭黑温度TE-5213为主要技术指标,但温度的变化从造粒水流量调节开始到尾气流量调节结束后才能反映出来,存在40 min的滞后,炭黑温度需要及时参与到前馈串级控制中去,一级提升机出口炭黑温度TE-5212与TE-5213之间有差值。为控制最终温度TE-5213,增设二级提升机出口温度TIC-5213调节回路,开环比例CP输出。
TIC-5213的SP值为115~120 ℃,TE-5213作为温度调节单元的PV值,CP=0.45×PID模块输出值,该CP值作为TIC-5212控制调节单元的SP,该比例系数是1个经验估算值。
1.3 前馈补偿选择计算单元装置
FC的设定,决定了炭黑温度的快速恒定,但由于炭黑温度的滞后性,当前的炭黑温度反应的是40 min之前的FC值。而且生产炭黑品种的改变,原料油等工艺控制参数变化,也将引起尾气热值改变,造成尾气燃烧后燃烧温度值的改变,尾气流量也将随着燃烧温度和炭黑温度调节改变,进而FC也随之改变。因此,FC的取值需要一定控制调节经验,且有必要采取DCS自动计算该系数,计算公式如下:
FC=[尾气流量+20 m3/(h·℃)×(二级提升机出口炭黑温度给定值-二级提升机出口炭黑温度)]/造粒水流量。
由于流量等参数的采样平均时间设定较长,加大了数据在平均时间内的真实性和可靠性、稳定性,但该系数的生成条件是必须在生产运行1.5 h后自动计算。
2 前馈串级投运安全联锁控制逻辑方案
尾气流量在前馈串级模式下受到炭黑生产工艺其他因素影响,有时尾气流量调节阀会出现快速关闭,造成尾气加压风机出口系统压力急剧上升,主袋收集袋滤器仪表安全联锁保护启动不及时,主袋箱体压力超压,造成安全危害。因此,增加逻辑联锁控制条件,前馈串级投切安全联锁逻辑如图3所示,通过DCS组态实现。
3 前馈串级炭黑温度控制调节精度分析
该公司炭黑5号生产线尾气前馈串级控制方案投运前,自2018年8月27日0时开始,12 h内的炭黑温度数据记录见表1所例。
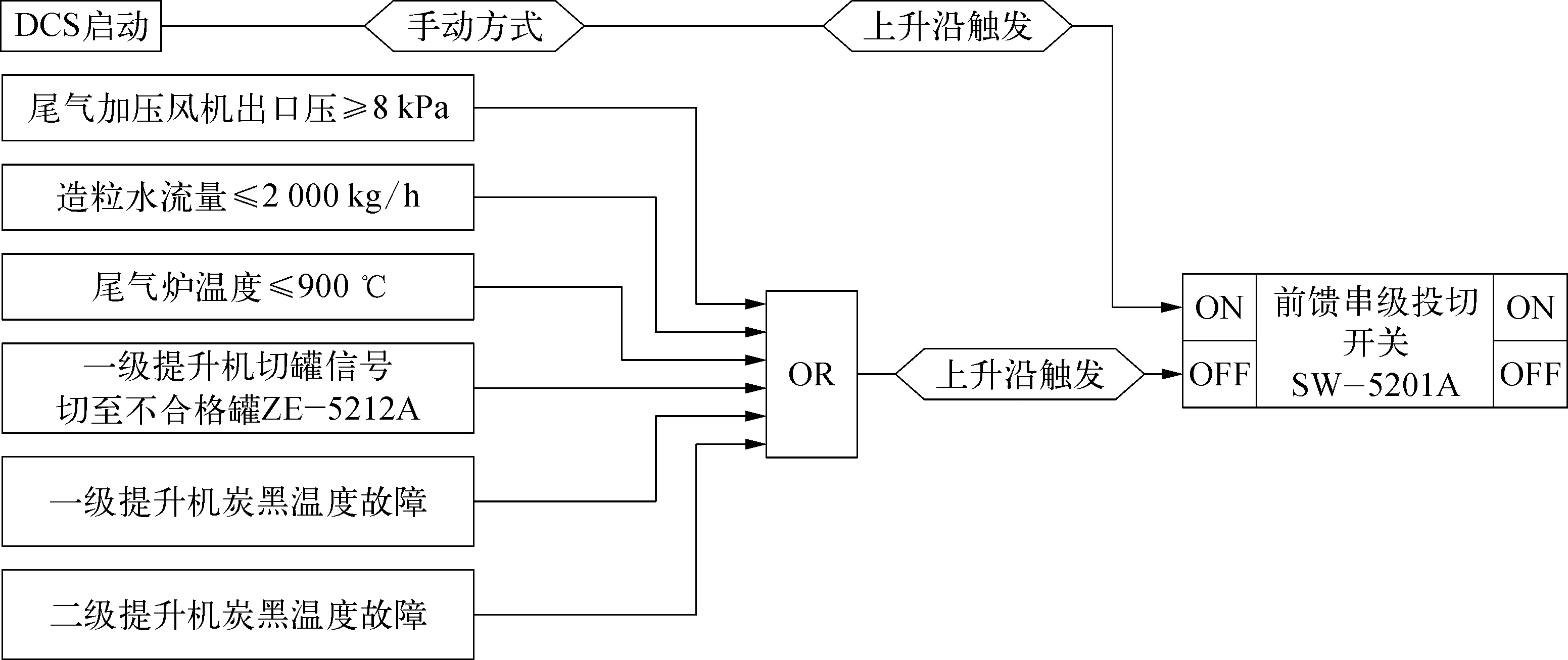
图3 前馈串级投切安全联锁逻辑示意

测量参数00 0000 3001 0001 3002 0002 3003 0003 3004 0004 3005 0005 3006 00最大偏差造粒水流量/(kg·h-1)3722377237403734373236043623351735203542353637343736尾气流量/(m3·h-1)6103685068506850650065006502562456005600560056006263二级提升机出口炭黑温度/℃127.3119.3127.7136.7138.4137.9145.4135.0123.3123.0115.090.0106.3偏差1)/℃9.31.39.718.720.419.927.417.05.35.0-3.0-28.0-11.7-28.0测量参数06 3007 0007 3008 0008 3009 0009 3010 0010 3011 0011 3012 0012 30最大偏差造粒水流量/(kg·h-1)3725371036833517352035423536373437363725371036833740尾气流量/(m3·h-1)7276631763175624560056005600560062637276631763176850二级提升机出口炭黑温度/℃83.2121.3124.0135.0123.3123.0115.090.0106.383.2121.3124.0127.7偏差1)/℃-34.83.36.017.05.35.0-3.0-28.0-11.7-34.83.36.09.7-34.8
注: 1) 以TE-5213控制温度118 ℃为基准统计偏差,前馈串级未投运最大偏差温度达到-34.8 ℃,动态误差±29%。
自2018年8月28日0时开始,前馈串级控制方案投运后12 h内炭黑温度数据记录见表2所列。
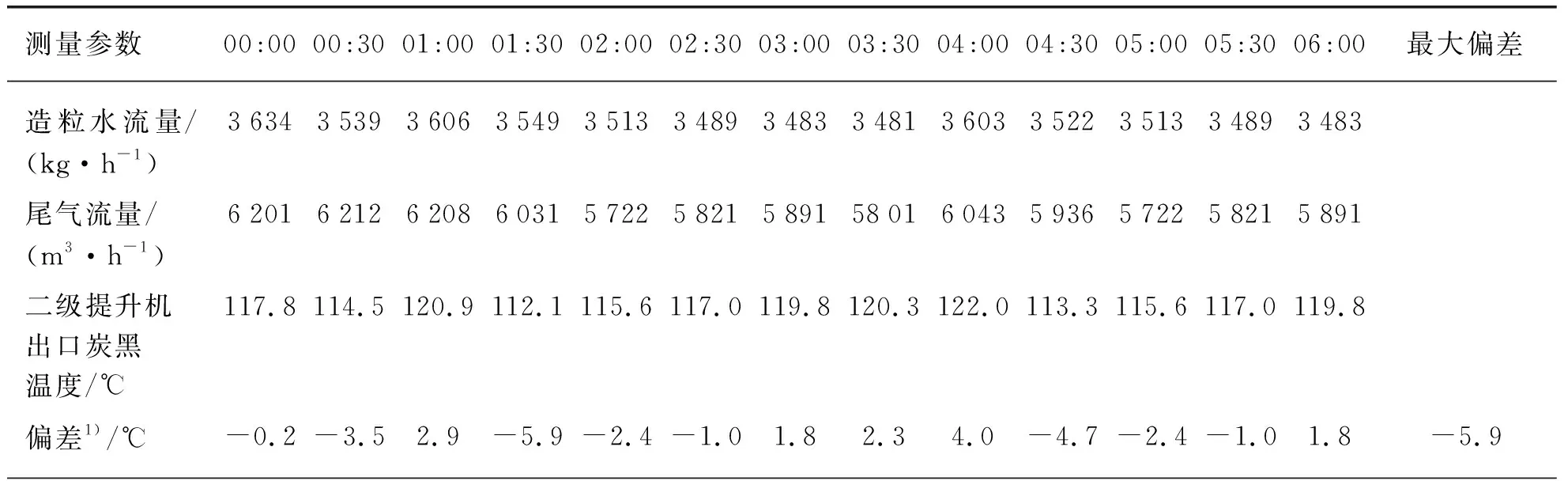
表2 前馈串级投运炭黑温度数据记录
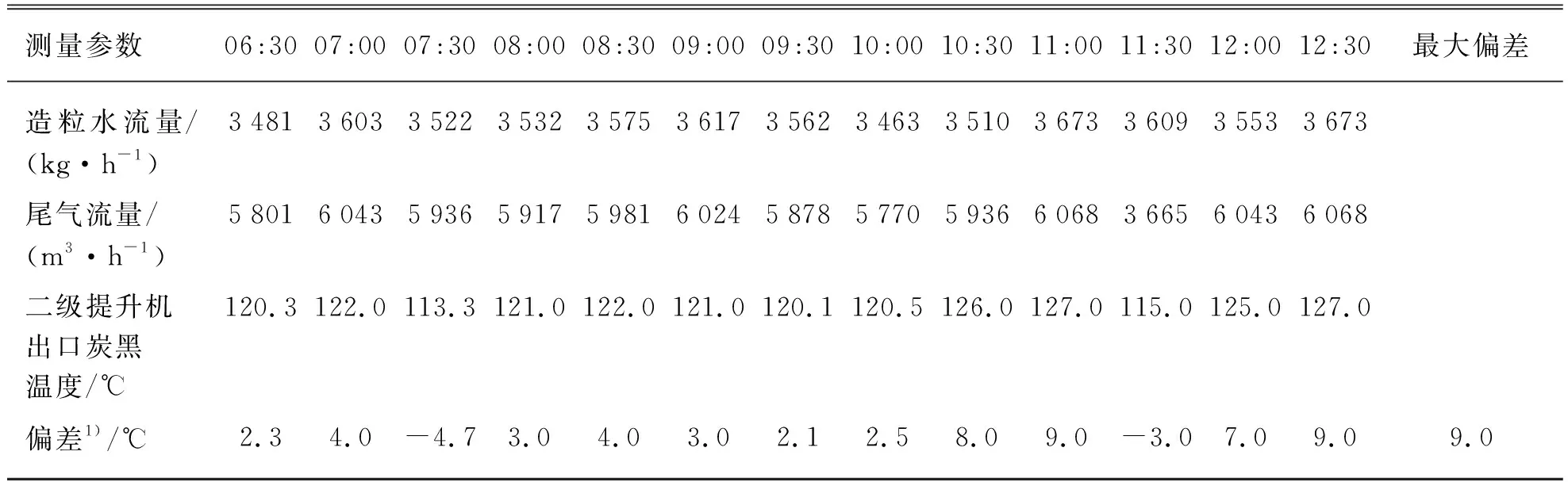
续 表 2
注: 1) 以TE-5213控制温度118 ℃为基准统计偏差,其中前馈串级投运后最大偏差温度9 ℃,动态误差±8%。
通过分析以上前馈串级投运前后的温度控制误差,投运后温度误差明显可控制在±10%内,前馈串级炭黑温度控制调节精度相当好。投运前后炭黑温度的叠加趋势比较分别如图4、图5所示,投运后温度波动幅度收敛明显。
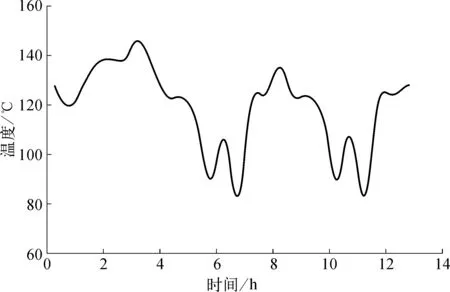
图4 前馈串级投运前炭黑温度TE-5213趋势
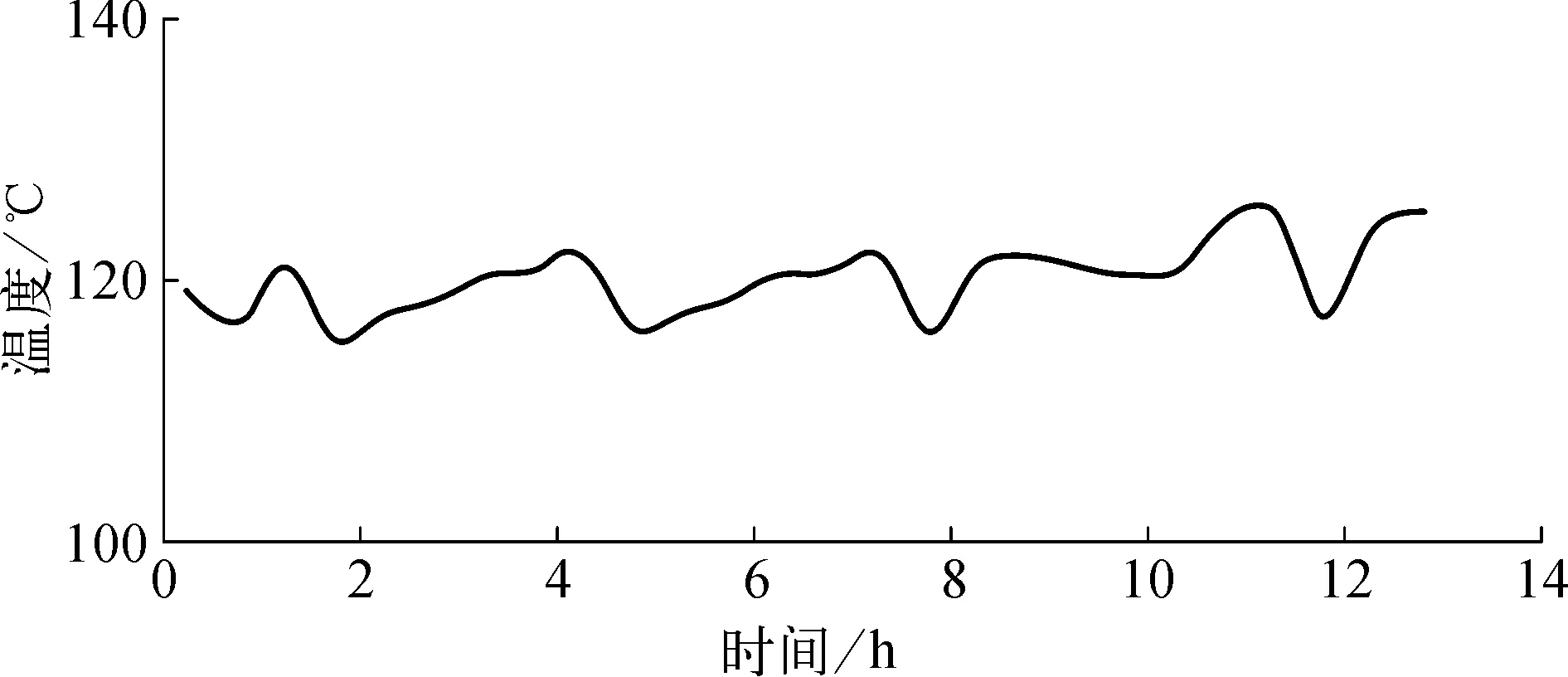
图5 前馈串级投运后炭黑温度TE-5213趋势
通过图4和图5基本上能够明确,滚筒干燥机出口炭黑温度在前馈串级控制下,温度控制精度得到了大幅度的提升,且在联锁控制方案上也实现安全生产。
4 结束语
滚筒干燥机出口炭黑温度的有效控制是炭黑行业自动化程度提高的必要进程,前馈串级温度控制投运的作用巨大: 减少了操作人员劳动强度、实现了尾气流量节能降耗、减少了炭黑粒子温度的超调、降低了细粉含量、延长了设备的使用寿命、降低了回流炭黑的量,起到降本增效的作用。
