换热管(钛)与管板(钛/钢复合板)焊接接头的渗透检测
2018-12-28,,,
, ,,
(西安优耐特容器制造有限公司,西安 710201)
管壳式换热器[1]是以封闭在壳体中管束的壁面作为传热面的间壁式换热器,又称列管式换热器,在化工、石油、核电、食品医药及其他许多工业生产中占有重要地位,可作为加热器、冷凝器、冷却器、蒸发器和再沸器等,应用广泛。
在管壳式换热器中,换热管与管板是换热器管程和壳程之间的唯一屏障,换热管与管板焊接接头的质量是制造阶段控制的关键点。因此,在制造阶段对其焊接接头的检测和评价就显得异常重要。由于换热管管径较小、管壁薄、数量多且密集,故目前对焊接接头的检测多采用渗透方法进行[2]。

图1 换热器换热管与管板焊接接头实物
某台在制冷却器的换热管材料是钛材,换热管与管板(钛/钢复合板)焊接接头外观成形美观且表面光滑(见图1),产品工艺文件要求按标准NB/T 47013.5-2015《承压设备无损检测 第5部分:渗透检》进行渗透检测。为了确保渗透检测的可靠性[3],渗透检测材料的选择及检测工艺的确定尤为重要。在检测过程中,笔者还发现管内壁渗透液去除较困难,影响检测结果,通过多次工艺实践制作了渗透液去除专用工具;结合三种渗透检测材料的对比,确定了合适的去除工艺和检测材料,取得了较好的效果。试验可为同类产品的渗透检测提供参考。
1 检测准备
1.1 检测面的检查与清理
管板表面要求光洁、无划痕及毛刺,焊接接头表面要求没有未熔合、咬边及可见气孔等。表面清理时,采用喷有清洗剂的洁净不脱毛的布对被检表面进行擦拭。
1.2 渗透检测材料
试验选用如下三种渗透检测材料,考虑到换热器材料的特殊性,要求所选用的渗透检测剂必须是低氟、低氯型的(一定量渗透剂蒸发后残渣中的氯、氟元素的质量比不得超过1%,具体测定方法按NB/T47013.5-2015标准中的4.2.1.8进行)。
第一种:普通型着色渗透材料(DPT-5),快速渗透、快速显像,水/溶剂两用清洗,检测灵敏度B级。
第二种:核级着色渗透材料(WU-T),超低氟、氯元素含量,水/溶剂两用清洗,检测灵敏度B级。
第三种:荧光渗透材料(CY-3800),亲水自乳化(水洗型),灵敏度为C级。
1.3 灵敏度的要求
渗透检测灵敏度要求为B级。普通型着色渗透材料和核级着色渗透材料适用于着色渗透检测法,荧光渗透材料适用于荧光渗透检测法,且均采用JB/T 6064-2015《渗透试块通用规范》标准规定的镀铬试块(B型)来检验系统灵敏度,不同灵敏度等级在镀铬试块上可显示的裂纹区次序应达到表1的规定。

表1 灵敏度等级的验证
NB 47013.5-2015标准中所述的1~3裂纹区尺寸分别对应标准JB/T 6064-2015中B型试块上的裂纹区次序2~4。
注意:着色渗透检测用的试块不能用于荧光渗透检测,反之亦然。
1.4 渗透检测辅助器材
检测辅助器材有:小号毛刷、洁净不脱毛的布、桶装去离子水、专用去除工具、测温仪、5~10倍放大镜、LED手电筒、光照度计、遮光帆布、黑光灯、黑光辐照度计等。
2 检测工艺
2.1 检测工艺流程
渗透检测工艺流程为:预处理(清洗)→干燥→施加渗透液→去除多余渗透液→干燥→施加显像剂→观察及评定→后处理。
2.2 三种渗透材料检测工艺要点
2.2.1 渗透液的施加
如果采用喷涂法,会使管子内壁流入过多渗透液,给去除清洗工作带来很大困难,且空气中弥漫大量渗透液,对工作人员健康也会造成威胁。而采用刷涂法可有效避免浪费且有利于去除。由于焊接接头表面光滑,工作人员须在规定时间内不间断刷涂渗透剂,且应保证被检部位完全被渗透剂覆盖,并在整个渗透时间内保持润湿状态。渗透剂持续时间不少于15 min。

图2 渗透液去除专用工具外观与现场操作示例
2.2.2 渗透液的去除
在渗透液的去除环节,管孔内壁渗透液的去除较困难,易影响检测结果的评定。笔者通过多次工艺实践,制作了管孔渗透液去除专用工具,该工具传动杆采用直径为20 mm的钛棒,长度约为200 mm,为了保证传动杆转动时手握部位不转动,在传动杆手握部位加装了轴承并用橡皮管包裹。传动装置为电动装置,有效提高了工作效率(见图2)。
着色渗透检测法去除工艺:先用洁净不脱毛的布顺着一个方向依次擦拭管板面焊接接头,直至大部分多余渗透剂被去除;再将不脱毛的布在去离子水中浸湿后拧一下,注意不要太湿也不要拧太干,接着将布缠绕在专用工具上,对管孔进行渗透液的去除(不脱毛的布要多备用,每次只更换布,防止去离子水被渗透液污染)。如检测面大,可多人同时进行去除;管孔渗透液去除完后,最后用浸湿拧干的洁净不脱毛的布顺着一个方向将焊接接头表面残留渗透剂擦拭干净。采用这种工艺有效去除了换热管内壁的渗透液。
荧光渗透检测法去除工艺:采用去离子水清洗时,在黑光灯照射下发现管内壁不易清洗干净;后重新检测采用清洗剂清洗的工艺,在黑光灯照射下发现管内壁也不易清洗干净。
实践表明此去除工艺适用于着色渗透材料,不适用于荧光渗透材料。
2.2.3 干燥处理
干燥时间要求在5~10 min,不应超过10 min。为了确保在规定时间内干燥,需采用洁净的压缩空气辅助干燥,注意风压适中,不可距离管板面太近以避免局部过度干燥,建议距离不小于1 m。
2.2.4 显像
将喷灌摇匀后,喷嘴距离被检面300~400 mm,喷涂方向与被检面夹角为30°~40°,喷涂在被检表面时应薄而均匀,不能在同一地点反复施加。
普通型(DPT-5)着色渗透材料由于具有快干的特性,显像后呈细颗粒粉末状,不利于微小缺陷的检测(见图3);核级(WU-T)着色渗透材料显像稍慢,喷雾状态极佳、颗粒细腻且显像粉层均匀,利于微小缺陷的检测,灵敏度较普通型高(见图4);荧光(CY-3800)渗透检测材料因清洗困难产生不良背景,而影响检测结果的评定(见图5)。

图3 DPT-5显像实物图

图4 WU-T显像实物图
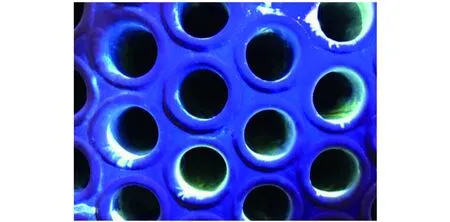
图5 CY-3800显像实物图
2.2.5 观察及评定
对显像结果的观察应分两次进行,显像剂干燥后即开始借助放大镜及强光手电筒在合适光照下逐步进行观察及评定;接着在显像30 min后再次进行观察及评定,以确保能够发现缓慢显示的微小缺陷,防止漏检。
3 结论
(1) 由于换热器结构的原因,渗透检测过程中,换热管内壁渗透液的去除工艺直接影响检测灵敏度。采用专用工具,有效解决了换热管内壁渗透剂去除困难的问题,且效果显著,可为同类型产品的渗透检测提供参考。
(2) 通过三种渗透检测材料的对比发现:核级着色渗透检测材料更适合管壳式换热器的渗透检测。
