化工码头压力管道在线检测技术研究与应用
2018-12-28,,,,,,,,
,,,, ,,,,
(1.宁波舟山港股份有限公司油港轮驳分公司,宁波 315200;2.宁波市特种设备检验研究院,宁波 315048;3.宁波市劳动安全技术服务公司,宁波 315048)
传统的压力管道定期检验需要企业停车检测,并且需将管道清空并拆除保温层。而作为码头输油管道,停车和清管所产生的费用是巨大的,若恰逢油轮卸油,停车状态的管道将无法进行输油操作,一艘油轮停靠码头一天的费用要以百万计算;其次清管和拆除保温层等辅助工作本身也需较大花费。若对管道进行射线检测则需要特殊的辐射防护设备及辐射检测系统,同时射线检测过程繁琐,工作量较大,故传统的定期检验方案具有其本身的优点,但也存在一定的问题。而采用在线检验技术可以较好地解决该问题,目前在化工码头压力管道在线检测中应用较为广泛的检测技术有超声导波、管道漏磁检测技术。
国内外对管道超声导波检测技术的研究,主要包括以下几方面:①导波的频散特性和传播规律研究,FURUHASHI[1]等采用半解析法绘制了导波在管道中的频散曲线,发现了弯曲会导致导波产生模态转换;王秀彦等[2]发现导波探头的布置方式和数量会对导波模态起决定性作用。②对比试样的导波检测和模态转换研究,有学者采用有限元分析发现L(0,1)模态检测小缺陷比L(0,2)模态回波幅值要高,为检测小缺陷提供了新的思路[3]。王悦民等[4]采用不同类型管道进行了导波检测,发现导波对刻痕缺陷和通孔缺陷较为敏感。③弯管的研究,HIDEO[5]研究发现弯管的弯曲角度会大幅影响模态L(0,1)向F(1,2)转换时的波幅。④各类缺陷的导波信号识别研究,钟丰平等[6]采用自制的长距离导波样管进行检测,发现导波对窄深缺陷检测灵敏度较高。
针对化工码头传统定期检验存在的问题,笔者采用超声导波、管道漏磁等在线检验检测技术对码头管道进行了不清管检测,为码头化工企业开展在线检测提供一定的技术支持与数据积累。
1 在线检测技术介绍
1.1 超声导波检测技术
超声导波是在有限介质的边界内进行平面传播的弹性波,管道长距离检测采用的是低频导波,文章研究的是压电式晶片激发的低频超声导波,频率范围一般20 kHz~100 kHz,波长为10 cm~100 cm。在管道传播的超声导波包含纵向导波L(0,m),扭转导波T(0,m),弯曲导波F(n,m)。纵向导波传播时质点沿轴向振动,波形沿轴向传播;扭转导波传播时质点沿周向振动,波形沿轴向传播;弯曲导波传播时质点在柱坐标三个方向都存在振动位移,且相互之间存在耦合关系[7-8]。这三种导波模态的传播示意如图1所示。
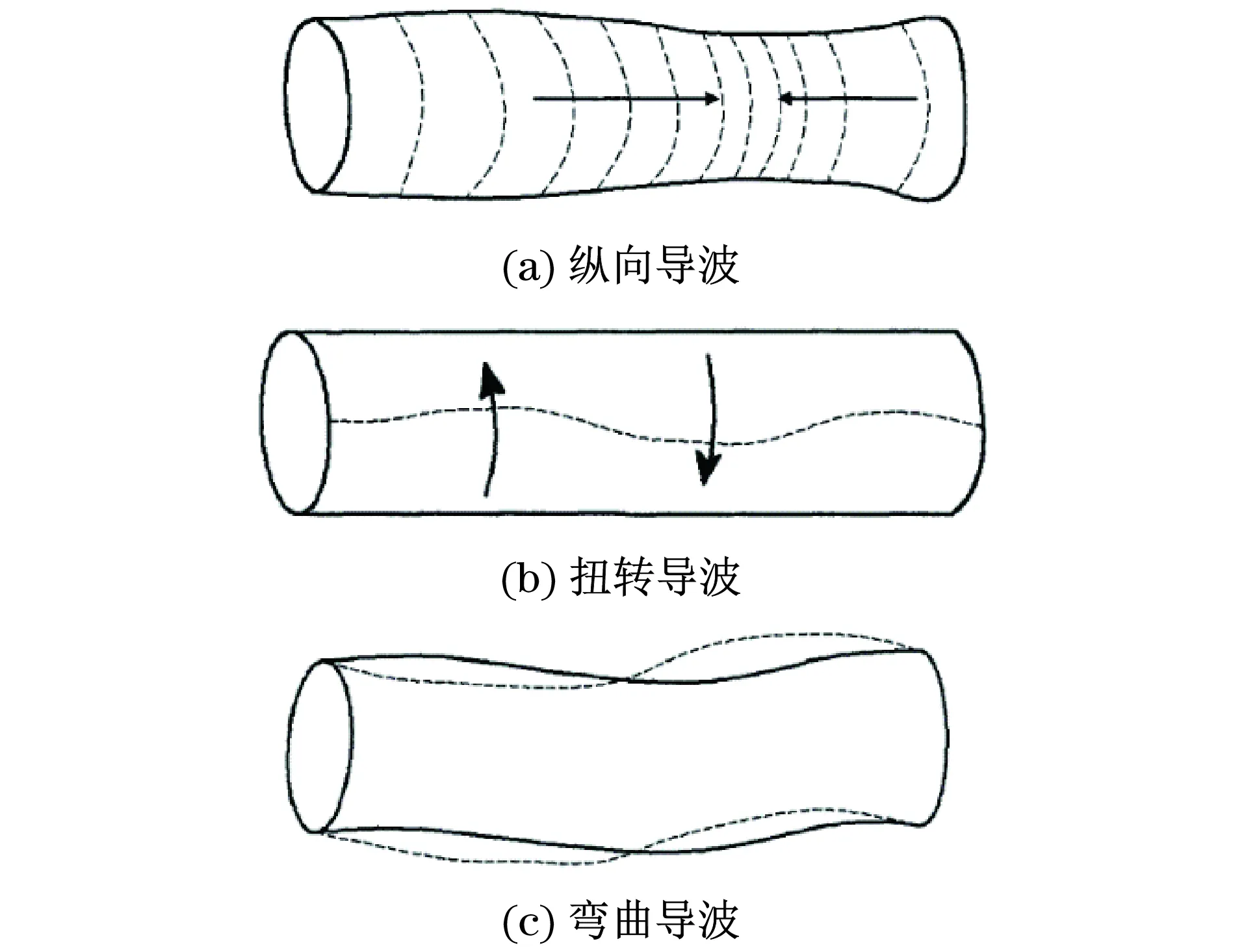
图1 三种导波模态传播示意
低频超声导波在传播过程中的一个重要特点是具有频散现象,即导波的速度随频率的不同而改变。超声导波具有较多模态,且在传播过程中会产生模态转换,但实际检测中常用的模态就是T(0,1)和L(0,2)波两种[9]。导波检测的灵敏度一般用管道横截面积损失率来评价,低频导波检测仪器能达到的灵敏度一般为3%,即最小可以检测的金属腐蚀面积占横截面积的3%,超声导波的DAC(距离-波幅曲线)一般由3%,6%,9%横截面积损失率的反射体回波曲线绘制。
1.2 管道漏磁检测技术
管道漏磁检测与普通磁粉检测原理相同,都是建立在铁磁性材料的高磁导率这一特性上的,其可以检测出铁磁性构件表面和近表面缺陷信息,且不需要耦合剂。管道外壁漏磁的检测原理为:采用两端带有S极和N极的磁铁将管道外壁均匀磁化,使管道、磁化结构和空气形成一个完整的闭合回路,同时在S极和N极中间配有磁敏感传感器,该传感器可以采集磁场信息,进而判断磁力线的变化情况。
当管道外壁表面和近表面无缺陷时,磁力线从S极发出到达N极,在管壁中均匀通过,无磁力线外溢或畸形,传感器处的磁通量极其微弱,因此信号幅值也无数据波动。当管道表面存在缺陷,即随着缺陷处及其附近磁阻的增加,缺陷附近的磁场会发生畸变,并有一部分磁力线扩散泄漏出材料表面。磁敏感传感器采集到漏磁场信息,依据法拉第电磁感应定律,将漏磁场转化为缺陷信号(感应电压),再对缺陷信号进行处理和分析,从而判断缺陷是否存在及缺陷的形状与尺寸[10-11]。
文章采用一种特制可变径的管道外漏磁扫描检测仪,其可适应不同管径的管道检测需求,同时保证有效的扫描宽度和检测效率。该漏磁检测仪具有3个分离的磁化结构,霍尔元件均布在传感器盒内,同时配备了调节螺母等传感器升降装置,以调节传感器距离管壁的高度,使其处于最佳的信号采集位置,检测仪器实物及其结构框图如图2所示。

图2 管道外壁漏磁检测仪实物及其结构框图
2 现场应用
2.1 超声导波检测应用
低频导波检测技术可以用来检测常规无损检测方法比较难检测的管道,比如埋地管道、架空管道、带保温层的管道、带料作业的管道。低频导波一次检测长度在50~80 m,内外部腐蚀可以同时检测,可检测管道的整个圆周方向(360°),可以带料检测,仅需拆除一小部分保温层供安装卡具。低频导波检测技术已成功运用于石油、天然气和化学工业中,笔者针对化工码头输油管道的低频导波在线检测进行了研究,采用的设备是英国焊接研究所研发的长距离管道腐蚀超声导波聚焦检测系统(Teletset Focus系统),该系统主要由主机、卡具、笔记本电脑、连接导线等组成,如图3所示。

图3 Teletest Focus超声导波检测系统组成示意
此次检测的是码头库区的一段长为150 m,φ273 mm×10 mm(通径×壁厚)的压力管道,该管道材料为L245,管内介质为原油,无管道保湿层,涂层为防腐漆,等级为GC2。在150 m长度范围内无法兰、阀门、弯头、三通等结构,现场检测图片如图4所示。

图4 低频导波检测现场
该管道存在一段长为150m左右的直管段,根据现场情况,选取在两条环焊缝之间1/3或者2/3的位置处安装导波卡具。根据管道的基本参数,选取的仪器参数如下:10英寸(1英寸=25.4 mm)卡具,32个多模式模块,检测波形为L波和T波,160个传感器,气泵压力为0.4 MPa,探头环间距为30 mm,检测频率为20~90 kHz。由于低频超声导波穿过弯头、阀门等复杂部件时,能量会发生严重衰减,此时采集到的数据已无实际价值,因此此次检测采集的有效数据为导波经过直管段的数据。根据Teletest系统采集的数据,从中分别选取信噪比较高的曲线,由于是在线检测,L波信噪比较低,T波较为适合检测带料运行的管道,因此选取T(0,1),36 kHz波形进行分析,对应的波形如图5所示。

图5 T(0,1)导波检测某直管段的波形图(频率为36 kHz,环间距为30 mm)
从波形图可以看出一共存在11个特征点,均来自环焊缝的反射,其中焊缝M距离卡具安装位置为150 m,从焊缝A到焊缝M波峰连接所形成的曲线即为超声导波DAC曲线中的-14 dB曲线。由于该段管道均为直管段,波形较为典型,软件可自动生成DAC曲线,图5中绿色的线为-26 dB线,黑色虚线为-32 dB噪声线,因此该段直管段无异常腐蚀信号,运行状况良好。
对于存在较长直管段的管道,可根据多道焊缝反射信号形成的DAC曲线来判断腐蚀情况,但是对于化工设备管道来讲,直管段长度一般很难达到100 m左右,通常为5~10 m,无法形成完整的DAC曲线,因此需要人工在现场进行特征点与缺陷点判别。下面以一段长为8 m的管道为例进行说明。
该段管道直管段长度为8 m,管道尺寸(通径×壁厚)为250 mm×9 mm,采用Teletest 10寸卡具,32个模块组,进行T波、L波检测,环间距为30 mm,检测波形如图6所示。

图6 L(0,2)导波检测某直管段的波形图(频率为61 kHz,环间距为30 mm)
对导波采集波形信号点进行分析统计,结果如表1所示。

表1 L(0,2)导波检测特征点的统计分析
根据检测可知,在无法自动生成DAC曲线的管道检测中,需要人工现场对导波检测结果中的异常波形进行逐一确认,例如特征波A正方向和负方向的波形,可以判断为弯头前焊缝以及后焊缝的波形。根据导波性质可知,导波穿过弯头后,波形会出现大规模紊乱,给实际分析带来较大难度,因此只分析直管段,同理可得异常信号C,经过现场实测,特征信号C的显示位置与弯头距离卡具位置相吻合,所以可以排除异常点,定义为特征点。但对于异常点B而言,现场实际情况无任何对应特征点,因此根据信号位置,对+1.53 m处进行圆周方向密集型测厚,结果发现管道圆周方向正上方的原来壁厚为9 mm的地方实测壁厚为7.8 mm,减薄了1.2 mm,即出现了局部内腐蚀凹坑。
2.2 管道外壁漏磁检测应用
管道外壁漏磁检测技术在现场的应用案例较多,下面以某化工码头113#管线为例进行说明。113#管线原始数据如下:管道尺寸(通径×壁厚)为300 mm×6.35 mm,长度为11 m,管道级别为GC1,材料为碳钢+PE,管内介质为盐酸。
检测参数设置如下:检测速度为0.1 m/s,驱动方式为人工推动,标定试板为10 mm厚人工试板,检测仪器为10通道,设置板长为500 mm,板宽为600 mm,门槛值为20%,提离值设置为1 mm。现场检测图片如图7所示。

图7 现场人工推动检测
检测结果如图8所示。
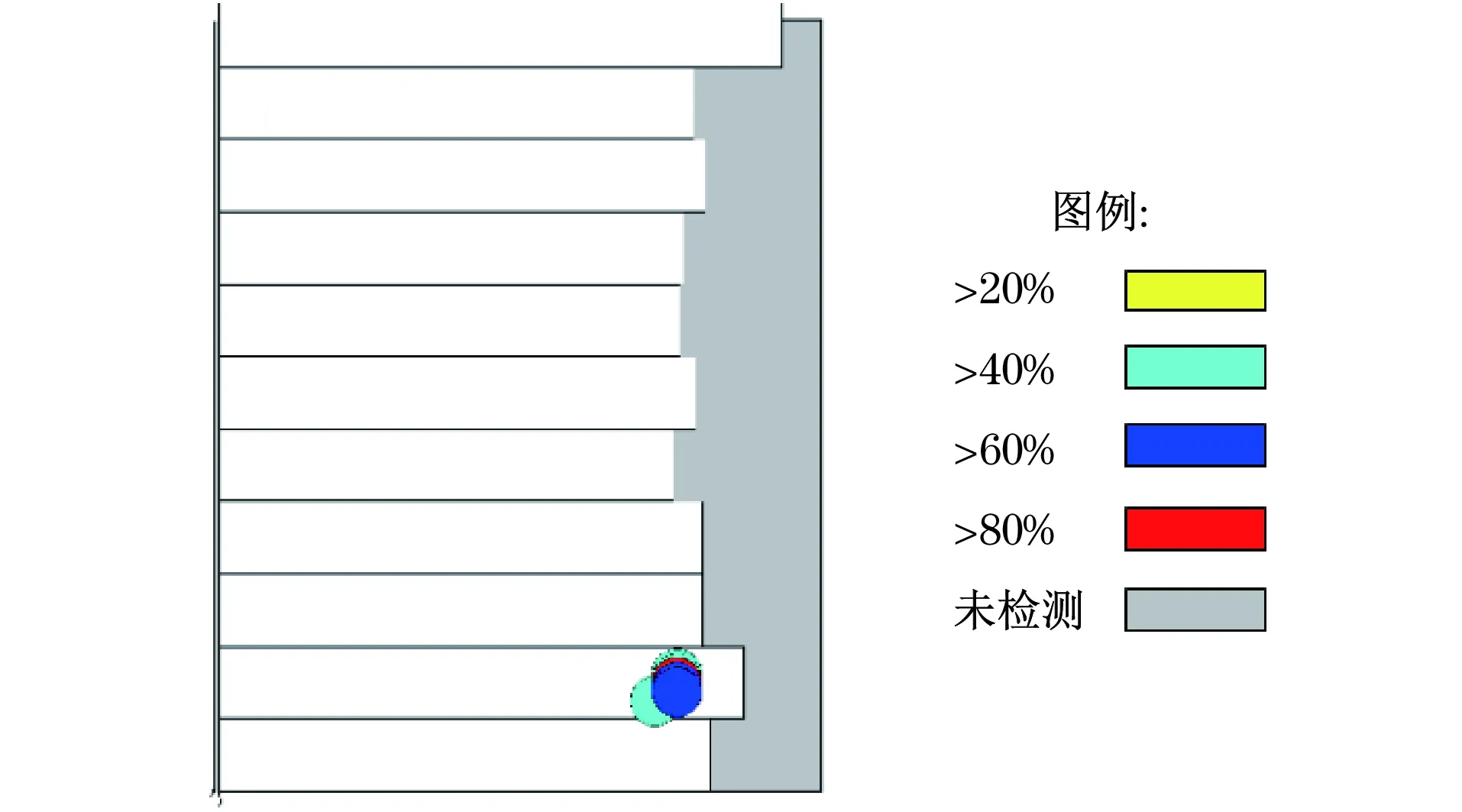
图8 某化工码头113#管线漏磁检测结果
根据扫查结果可以看出:沿管道圆周方向共进行了11次扫查,并确保每次扫查覆盖前一次的20%宽度,图中灰色部位为管端法兰位置,漏磁仪器无法进行检测,为盲区部位。对图中缺陷位置进行实际测量并进行腐蚀深度判断,结果显示该位置存在40%~80%的腐蚀缺陷,但现场进行宏观检查后,未发现外表面存在明显腐蚀减薄,随后采用27MG型超声波测厚仪进行密集测厚,也未发现明显内表面腐蚀减薄,但管道表面存在防腐漆颗粒凸起,因此综合判断该信号为仪器通过该油漆凸起后产生的伪缺陷信号,可以予以排除。
其他现场典型检测结果如图9所示。

图9 管线漏磁检测典型检测结果
管道漏磁检测与缺陷判断要点总结如下:①检测前应采用相同板厚的试板进行标定,确定检测灵敏度;②检测时要匀速推动,尽量避免产生振动;③随着提离值的增大,检测仪的灵敏度会随之下降,因此要合理设计传感器的提离值以保证检测灵敏度;④现场注意管道周向的定位设置;⑤采用宏观检查和超声密集型测厚排除伪缺陷;⑥采用其他无损检测方法进行复验;⑦缺陷的图谱一般存在腐蚀当量代表色单一出现,并出现多次重叠的特点。
3 结论
超声导波和管道外壁漏磁两项技术结合使用,可以在码头压力管道在线检验检测过程中发挥出独特的优势,可以快速大面积检测管道母材缺陷,能为企业解决两大难题,一是不停车、不清管检测;二是不用大面积拆除保温层进行检测,为企业减少了相关辅助工作经济花费的开支。该两项技术在运用过程中,主要还存在以下几方面的难题:低频导波波形复杂、转换波形的有效分析,缺陷波的准确识别,螺旋焊缝的波形分析,漏磁伪缺陷的判别等。解决的主要方法有:一是采用有限元软件进行仿真分析,为现场检验提供一定的支持;二是积累现场检验经验和数据分析经验。
