汽轮机高压段螺栓拆卸工艺的优化
2018-12-27杨启帆卢志勇
杨启帆,朱 杰,郑 鹤,卢志勇
(中海石油化学股份有限公司 海南东方 572600)
1 设备简介
中海石油化学股份有限公司450 kt/a合成氨装置中的合成气压缩机汽轮机103JT为单缸、抽汽冷凝式,型号为5EH- 6BD,缸体为水平剖分式,高压段上下缸体由20颗帽形螺母螺栓紧固在一起。103JT主要性能参数如表1所示。
2 103JT汽缸螺栓拆卸程序
103JT由高压段(进汽段)、中压段(抽汽段)和低压段(排汽段)组成,缸体中分面螺栓规格型号分别为高压段12颗M80X3X406(图1中1~6和11~16)、中压段8颗M64X3X341(图1中7~10和17~20),均采用帽形螺母螺栓。
汽轮机大修都需拆卸水平结合面的螺栓以吊离上汽缸大盖,是汽轮机检修不可缺少的工序。汽缸螺栓在检修时的拆卸或回装均在加热状态下进行,其基本原理是通过加热螺杆,使其发生线性膨胀而到达预期效果。103JT高压段M80X3X406螺栓的安装和拆卸采用220 V/1.25 kW的电加热器加热螺杆,而中压段M64X3X341的螺栓采用气焊将螺杆加热至400~450 ℃后加扳手套管多人配合拆卸螺母,具体操作步骤如下。
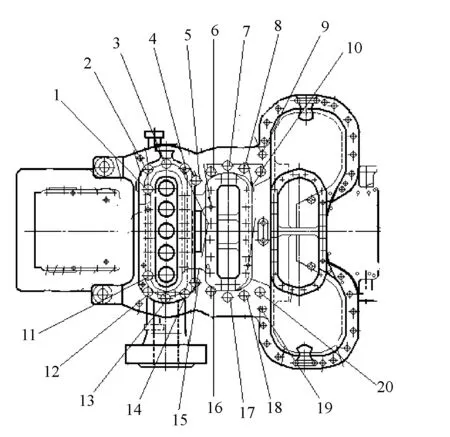
图1 103JT螺栓分布
表1 103JT主要性能参数
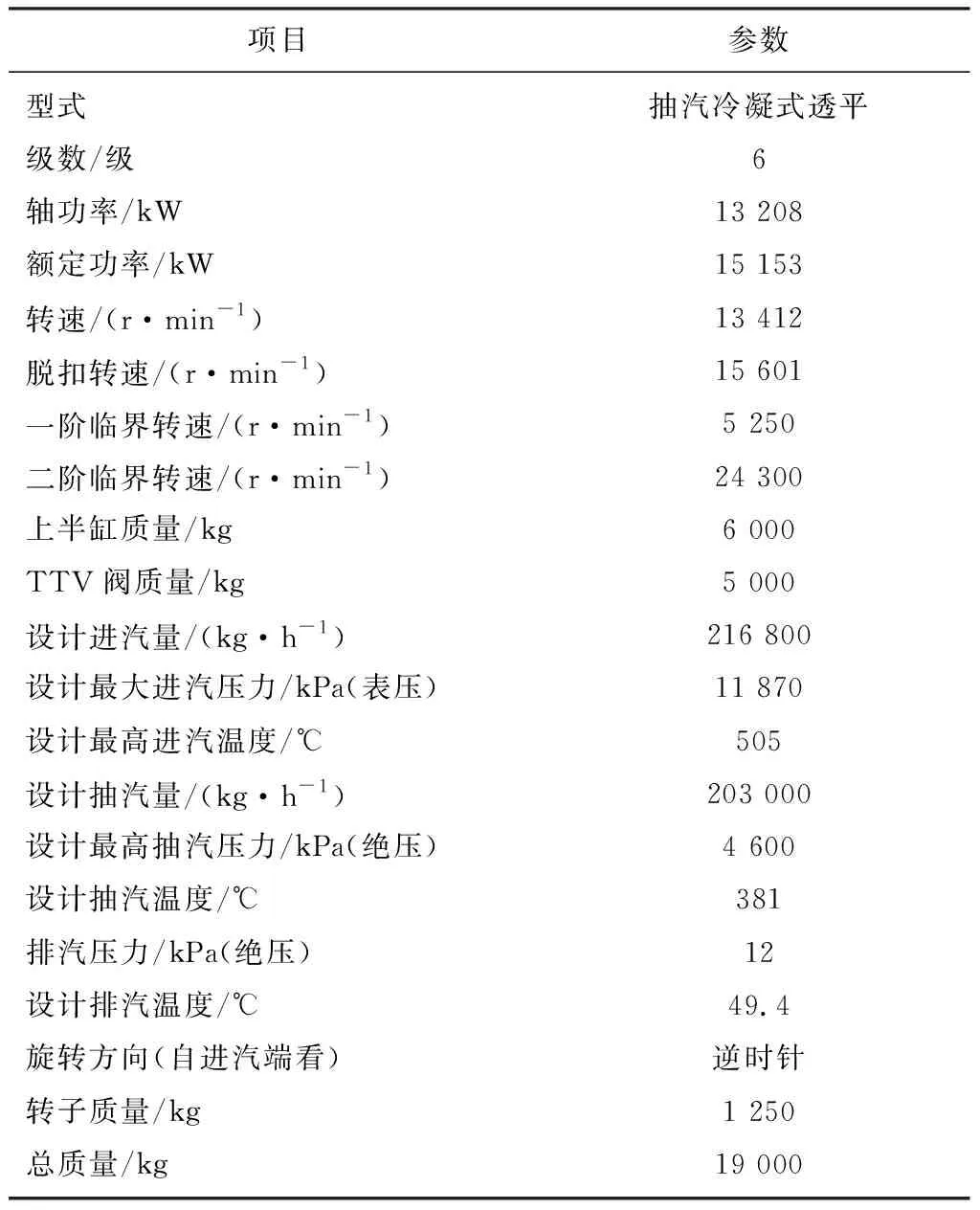
项目参数型式抽汽冷凝式透平级数/级6轴功率/kW13 208额定功率/kW15 153转速/(r·min-1)13 412脱扣转速/(r·min-1)15 601一阶临界转速/(r·min-1)5 250二阶临界转速/(r·min-1)24 300上半缸质量/kg6 000TTV阀质量/kg5 000设计进汽量/(kg·h-1)216 800设计最大进汽压力/kPa(表压)11 870设计最高进汽温度/℃505设计抽汽量/(kg·h-1)203 000设计最高抽汽压力/kPa(绝压)4 600设计抽汽温度/℃381排汽压力/kPa(绝压)12设计排汽温度/℃49.4旋转方向(自进汽端看)逆时针转子质量/kg1 250总质量/kg19 000
(1) 在拆卸螺栓前应了解缸体温度,缸体温度降至80 ℃以下才允许拆卸螺栓。
(2) 对缸体所有紧固螺栓螺母进行编号并做好复位标记,同时在缸体法兰上注明,以简化回装程序,避免装配出错。
(3) 在螺母顶部注油孔中加入适量防锈润滑剂,使其浸透螺纹,便于拆卸。
(4) 清理螺帽四周并吹通加热孔,按从汽缸两侧中间螺栓开始、对称向两端顺序进行的原则拆卸螺栓。
(5) 在加热松卸螺帽时,中压段M64X3X341螺栓未设置中心加热孔,可用氧-乙炔火焰对螺帽进行加热,为保证螺栓受热均匀,应采用2把割炬在螺帽两侧同时进行加热。M80X3X406螺栓设有中心加热孔,采用特制的钢直流电加热器配以加热棒进行加热,加热棒的有效发热长度应大部分在螺孔内,露出的发热长度不应超过25 mm。
(6) 加热时,采用红外线测温枪监测加热温度。M64X3X341螺栓加热至其螺母外壁温度至400~450 ℃,M80X3X406螺栓加热至其螺母外壁温度在145 ℃左右为宜。
(7) 当加热温度达到规定指标后,用手锤轻轻敲击螺帽而发出沉闷的“嘶哑”声时,表明螺纹已出现间隙,此时即可根据螺栓规格及安装位置空间选择合适的扳手拆卸螺母。
3 螺纹“咬死”事故案例及原因分析
该合成氨装置投运至今共经历了6次大修,其中在2006年5月、2007年4月和2009年3月连续3次大修过程中,在对汽轮机缸体的M80X3X406螺栓拆卸时,部分螺栓加热温度已超过控制指标,且用塞尺检查螺帽端面已离开法兰,但仍无法拧动螺帽;有部分螺帽已松动,但拧转了1扣以上后无法再继续拧转,此刻可以判定螺纹发生卡涩或者“咬死”。当螺纹“咬死”时,均采用气焊切割螺帽的方法破坏螺母,再将汽轮机上盖送机械加工厂取出螺杆,增大了检修工作量。
通过对检修安装过程的分析,103JT出现螺纹“咬死”的可能原因如下[1]。
(1) 拆卸螺栓时汽缸温度偏高,缸体因受热膨胀而使得螺栓加热后达不到规定的伸长量;此外,停机后螺栓的温度下降得比汽缸快,螺栓温度低于汽缸温度,由此产生的螺栓冷缩使其紧固力比正常运行时反而增大;再加上温度高时材料硬度低,此时拆卸螺栓就可能造成螺纹“咬死”。
(2) 螺纹表面粗糙或存在毛刺,回装时未清理干净就盲目旋上,导致出现螺纹“咬死”。
(3) 装配时没有涂润滑剂及高温防咬合剂,螺栓长时间在高温和高压环境下工作,使得螺纹之间因受挤压而产生咬合现象。
(4) 没有严格按照规程进行拆卸,或者加热时间过长致使螺纹因温度太高而“咬死”,或是加热时间不足而使得螺栓未能有效伸长。
(5) 螺栓加热时受热不均匀,因局部过热而破坏材料的机械性能,同时因温差应力过大导致螺纹产生裂纹。
(6) 螺栓长期在高温下工作,表面高温氧化严重,形成坚硬的氧化膜。在拆卸螺帽时,由于氧化膜被拉破并在螺纹表面产生毛刺,造成螺纹“咬死”。
(7) 由于加工质量不良,螺纹的光洁度太差,造成螺纹间的配合间隙较小而引起螺栓旋转卡涩或者“咬死”。
4 螺栓热紧时的理论伸长量
如图2所示,103JT高压段螺栓热紧方法是先将螺栓冷扳到位,再加热后旋转一定的弧长K,K按式(1)进行计算[2]:
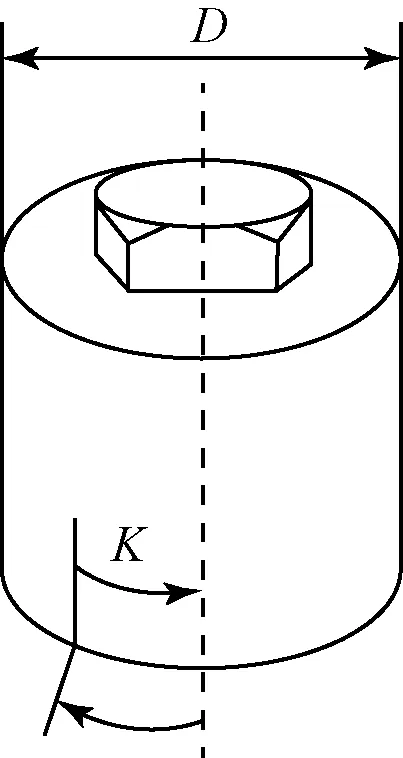
图2 103JT高压段螺栓热紧旋转弧长示意
K=DΔL/S
(1)
式中:D——螺母的外径;
ΔL——螺栓理论伸长量;
S——螺距。
考虑到结合面处汽缸和螺栓的收缩变形、密封涂料减薄等影响因素,螺母拧紧的转动弧长K应乘以一个系数,其数值一般取1.3,即:
K′=1.3K=1.3DΔL/S
(2)
根据103JT的说明书,M80X3X406螺栓最终热紧弧长K为103 mm,D为125 mm,S为3 mm,按式(2)可计算得到热紧时螺栓理论伸长量ΔL为0.606 mm。
由此可知,103JT高压段螺栓拆卸时,理论上必须保证其伸长量达到0.606 mm以上才能实现拆卸螺母的目的。
5 螺栓拆卸工艺的改进
连续拆卸汽轮机高压段螺栓需要电加热器不停加热,这必定会造成汽缸温度不断上升,无法达到螺栓热膨胀伸长量所需的相对温度;若继续升高螺栓温度,螺栓将会出现较大的变形,造成应力太大。为了防止汽缸温度上升,可在电加热器加热螺栓的同时,将空气管塞入周围螺栓的加热孔中以帮助汽缸散热,防止汽缸温度快速上升。为了比较电加热器加热螺栓过程中汽缸的温升情况,在2015年4月103JT大修时,在103JT两侧对称的3号和11号螺栓加热的过程中,分别测量汽缸温升情况,结果如表2所示。
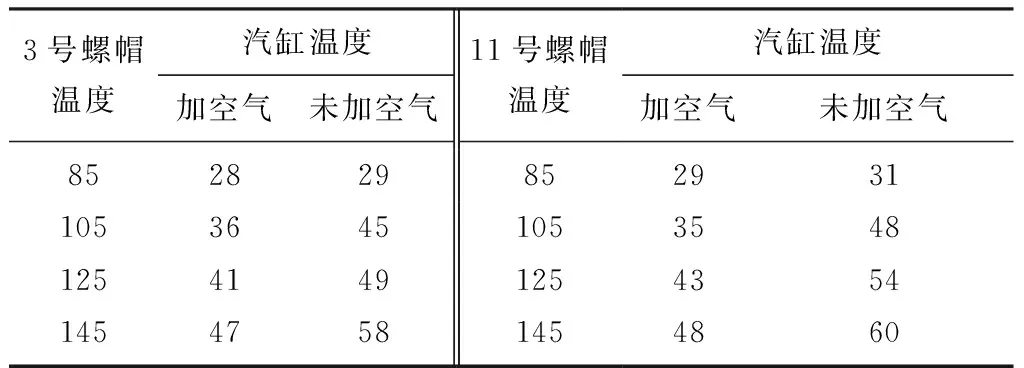
表2 103JT汽缸温升情况 ℃
从表2数据可看出,与不用空气冷却汽缸相比,用空气冷却汽缸后,汽缸温度最大可下降12 ℃。
在一定温度范围内,物体受热后的伸长量ΔL与温度的增量ΔT近似成比例,与原长L亦成正比,即:
ΔL=αLΔT
(3)
ΔT=t1-t0
(4)
式中:t1——螺栓温度;
t0——汽缸温度;
L——螺栓长度;
α——材料线膨胀系数。
103JT汽缸螺栓螺杆材质为20Cr1Mo1VTi,螺母材质为25Cr2Mo1V,查询有关设计手册可知螺杆的线膨胀系数α=17×10-6。根据式(3)和式(4),计算得到11号螺栓不加空气管时螺杆的伸长量ΔL1和加空气管时螺杆的伸长量ΔL2分别为0.587 mm和0.669 mm。由此可知,加空气管后,螺帽温度达到145 ℃时,缸体温度保持在50 ℃以下,螺杆热膨胀伸长量大于螺杆的理论伸长量(0.606 mm),达到拆卸螺母的目的。特别是在连续拆卸螺栓时,汽缸温升更大,加空气冷却可降低汽缸温度,保证螺栓的伸长量符合要求。
6 改进后的效果
103JT继2009年大修后, 分别在2013年和2015年经历了2次开盖大修,在改进螺栓拆卸工艺后,均未出现汽缸高压段螺栓损坏问题。此外,2013年1月在中海石油建滔股份有限公司600 kt/a甲醇装置合成气机组高压汽轮机大修、2016年3月在中海石油化学股份有限公司海南基地300 kt/a合成氨装置合成气压缩机汽轮机和氨压缩机汽轮机大修过程中,通过采用改进后的螺栓拆卸工艺,实现了汽缸高压段螺栓的顺畅、安全拆卸,说明改进后的螺栓拆卸工艺是行之有效的。
