一种渐进式皮带秤控制方法
2018-12-20廖晓宁
廖晓宁
(四川中烟工业有限责任公司成都卷烟厂,成都 610000)
1 设备工艺流程
烟草制丝设备大量通过皮带秤来进行流量控制。皮带秤达到设定流量响应时间约为12s,而后续设备如加料润叶机、烘丝机、加香机由零控制到满量程稳定控制时间为60~150s。在此期间会造成润叶前期加料量不足、烘丝机物料干头、加香机前期加香量不足,最终造成加料加香总量不足,造成瞬时精度不达标及总体精度不合格,需要通过后期修正完成。秤称重结构原理分析:电子皮带秤:秤上物料重量M×秤皮带速度S×常数K=瞬时流量。具体的工艺流程如图1所示。

图1 设备工艺流程
2 原控制方式
通过生产线启动,皮带秤收到流量信号,秤上无重量,即在PID控制下皮带秤电机以最高频率50Hz高速运行,皮带秤会在12s后打到满设定量秤。期间限量管高速拉空,喂料机会根据皮带秤的频率自动按比例调整提升带速度,造成供给能力不足或供给补偿过量,造成喂料机拉空或者堵塞。同时,后续加香加料设备的需要60~150s才能达到稳定的满量程控制。最终,瞬时精度在响应空白期不达标,造成最后总体精度不合格,加香加料需要进行补偿修正。原始控制方式如图2所示,原始控制方式响应如图3所示。
3 渐进式皮带秤控制方式
现设计一种渐进式皮带秤,使皮带秤的响应时间渐进到加香加料响应时间,使加香加料机有足够的响应时间处理物料,以保证瞬时加香加料精度及总体加香、加料精度,其主要控制方法如图4所示。

图2 原始控制方式
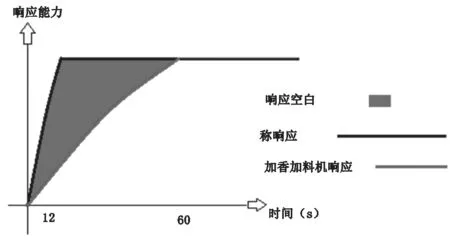
图3 原始控制方式响应
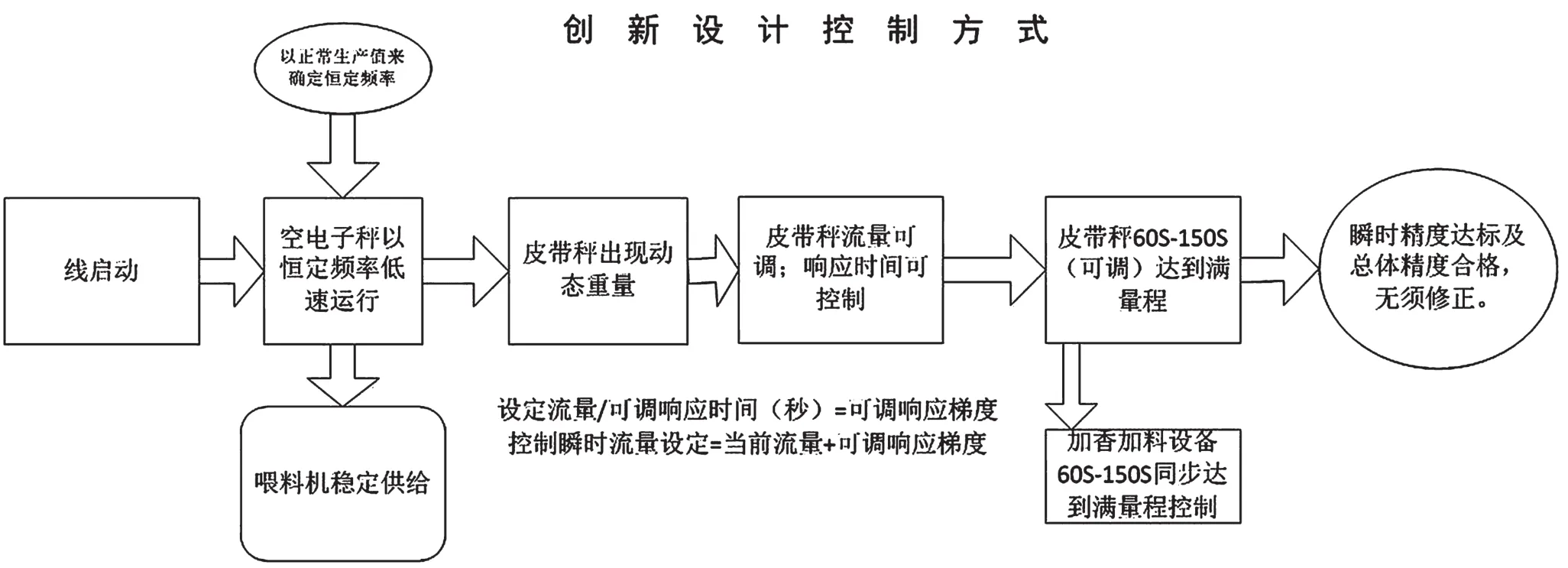
图4 渐进式皮带秤控制方法
(1)线启动,皮带秤收到设定流量后,通过自带的PLC控制,空电子皮带秤以生产时恒定频率20Hz低速运行,不受PID控制,保障后续物料的供给及时稳定。同时,为避免中途物料断料停车等异常情况,加入批次初次启动判定系统,既线系统第一次启动才启动低频恒速控制;非初次初次启动将按照原始模式启动皮带秤。以解决启动期间限量管高速拉空,喂料机供给能力不足,造成喂料机拉空或者喂料机供给能力加速补偿过量,造成落料器堵塞。
(2)在皮带秤出现动态重量后转入渐进控制方式。皮带秤由称重传感器接收重量信号=秤上物料重量M+秤皮重(零点信号),及接收重量信号>秤皮重(零点信号)判定秤上物料进入称重传感区。根据下游设备响应性能测试确定参数:响应精度参数可调0.2~1s;响应时间参数可调45~150s。例如:6000kg/h流量,后续加香设备响应时间经测试为60s,以0.5s脉冲(根据精度可以设置为0.2~1s)为单位,设定流量(kg)/可调响应时间(s)×响应精度参数=可调响应梯度(6000kg/60s×0.5s=50kg)通过自带的PLC控制,以加料设备可调响应时间60s为长度,将当前控制瞬时流量=为当前流量+可调响应梯度,以0.5s为单位脉冲累加。以渐进的方式实现皮带秤的斜坡运行,每500m/s设定流量增加50kg,并在60s后达到设定满量程6000kg控制,同时,加香设备同步响应梯度逐步调节变频器频率达到满量程加香。通过延长秤响应时间以适应后续工艺设备的响应。
(3)通过设计,以参数的方式加入程序设定流量可调,可调响应时间,可调响应精度,或者关闭该功能。当响应时间参数调整为0时,系统将自动关闭该功能,以满足工艺及对比测试等具体要求。
4 实际效果
实际运行效果检验,该精度指标CPK值由1.0提升至3.0,彻底避免了因为响应时间不同而造成的瞬时精度在响应空白期的不达标。经过试验,在相似批次的情况下,使用原控制方式不加修正,瞬时精度为85%,总体精度合格率为79%。创新设计控制方式不加修正,加香加料设备瞬时精度达标100%及总体精度合格100%。试验证明,该创新电子皮带秤斜坡功能可以有效避免响应时间及断料造成的精度超标,提升加香均匀性。
5 推广范围
在资金成本方面,该设计相比以往设计中投入巨大的资金成本对主机设备(提升加香加料机响应时间)进行技改,只进行电子秤单机改造,投入的成本大大降低。在设备原理方面,通过创新思维,降低高响应设备——皮带秤的响应时间等待低响应的主机设备(加香加料机等),最终达到响应时间基本同步的目的,基本清除响应空白时间。
