红茶菌生产细菌纤维素及其结构表征
2018-12-18张沙沙卢蔚波沙如意毛建卫
张沙沙,卢蔚波,张 婷,沙如意,2,3,毛建卫,2,3
(1.浙江科技学院 生物与化学工程学院,杭州 310023;2.浙江省农产品化学与生物加工技术重点实验室, 杭州 310023;3.浙江省农业生物资源生化制造协同创新中心,杭州 310023)
红茶菌是一种中国民间传统酸性饮料,由醋酸菌、酵母菌、乳酸菌等多混合菌群发酵制得[1]。红茶菌在发酵期间会在其表面产生一层白色透明质地坚硬的膜——细菌纤维素(bacterial cellulose,BC)[2]。它本质上是一种高结晶体的纤维素,是由一些特殊种类的细菌将D-葡萄糖以β-1,4糖苷键连接而成的链状高分子聚合物[3]。
细菌纤维素是一种具有三维网状结构的纳米级多孔生物高分子聚合物[4],它在物理性质、化学组成、生物学特性、分子结构上等都与天然植物纤维素非常相似,但一般很难得到高纯度的天然纤维素,而细菌纤维素只含有纤维素成分,不含有木质素、半纤维素等成分,从而为得到高纯度纤维素提供了良好的途径。又因细菌纤维素具有较好的生物可降解性、极强的亲水力、环境友好性和生物相容性等诸多优良特性,近些年来引起国内外科研工作者的广泛关注。细菌纤维素作为一种新型的生物材料,已经在医药、环保、造纸、精纺和化工等领域得到应用[5]。它作为生物基材料的基体有很重要的作用,一般是通过匀浆混合得到所制备产物[6]。纳米细菌纤维素在食品中也有着重要的作用,除了用作食品添加剂之外,也可用作直接食用的膳食纤维,这是一种降低各类疾病的天然物质[7];在发酵液中添加透明质酸等物质,采用静态发酵可得到具有特殊性能的细菌纤维素面膜[8];细菌纤维素膜作为可循环、纯天然的生物基材料可直接运用在服饰设计中[9]。目前工业化生产细菌纤维素面临的主要问题,是生产成本过高而产量过低[10]。本文以红茶菌为发酵菌种辅以葡萄糖为碳源生产细菌纤维素,分析细菌纤维素的生产动力学,例如,发酵过程中酸度与还原糖的变化、细菌纤维素膜的复性、细菌纤维素表征。通过研究分析细菌纤维素的微观结构、宏观性能及在发酵过程中的理化指标,为细菌纤维素的发酵生产提供参考。
1 材料与仪器
1.1 试验材料
红茶菌原液(我爱发酵养身菌);氢氧化钠(上海阿拉丁生化科技股份有限公司);酵母浸粉(北京奥博星生物技术有限责任公司);冰醋酸(上海阿拉丁生化科技股份有限公司);葡萄糖(江苏强盛功能化学股份有限公司);硫酸镁(国药集团化学试剂有限公司);磷酸氢二钾(国药集团化学试剂有限公司);无水乙醇(上海凌峰化学试剂有限公司),以上试剂均为分析纯。
1.2 仪 器
电热鼓风干燥箱GZX-9140MBE(上海博迅实业有限公司);数显恒温水浴锅HH-2(国华电器有限公司);恒温培养箱SPX-250B-Z(上海博迅实业有限公司);JEM-1011型透射电镜(日本电子株式会社);pH计PHS-3C(杭州齐威仪器有限公司);电子天平FA2004(上海舜宇横平科学仪器有限公司);傅立叶变换红外光谱仪(德国布鲁克仪器公司);超声波清洗器KQ-500E(昆山市超声仪器有限公司);热重分析仪Q500-V20.6(德国耐驰仪器制造公司);X射线衍射仪D8 AD-VANCE型(德国国布鲁克公司);元素分析仪VARIO MICRO(瑞士大昌华嘉集团公司)。
2 试 验
2.1 试验过程
2.1.1 红茶菌菌种活化
取一片红茶菌菌液中的细菌纤维素膜放入种子培养基中,培养至48 h,此时在种子培养基培养液的表面会有新的细菌纤维素膜生成。种子培养基的配方为2 g葡萄糖、1 g酵母粉、0.1 g磷酸氢二钾、1 g硫酸镁、3 mL无水乙醇,溶于100 mL水中,121 ℃高温高压灭菌20 min。
2.1.2 细菌纤维素的发酵培养
将红茶菌种子菌接种于细菌纤维素发酵培养基中,温度30 ℃,发酵数天得到细菌纤维素。发酵培养基的配方为葡萄糖5 g,酵母粉1 g,磷酸氢二钾0.1 g,硫酸镁1 g,无水乙醇3 mL,溶于100 mL水中,121 ℃高温高压灭菌20 min。
2.1.3 细菌纤维素纯化处理与检测
将细菌纤维素膜从发酵培养液中取出,置于质量分数为0.5% NaOH溶液中煮沸1 h后,取出细菌纤维素膜用去离子水浸泡冲洗,直至细菌纤维素膜呈现白色透明状态,且细菌纤维素表面洗涤液pH呈中性并在280 nm波长下无吸收为止[11];将细菌纤维素膜置于去离子水中,冰箱中4 ℃保存备用。
2.2 分析和检测
2.2.1 发酵液pH值
利用pH计测定发酵液的pH值。
2.2.2 培养基中的还原糖含量
利用DNS法测定还原糖含量,量取适量的样品于试管中,加入DNS试剂1.5 mL沸水浴5 min,置于冰水中冷却,用蒸馏水补足反应产物至10 mL,加试管塞后混合均匀,利用紫外分光光度计在波长540 nm下检测,用空白管调零点[12]。
2.2.3 细菌纤维素产量测定
取不同发酵时间点的细菌纤维素清洗后于烘箱中(65 ℃)烘干至恒重,称量。
2.2.4 扫描电镜观察
在利用隧道扫描电子显微镜对待测样品观察拍照前,将BC膜试样在干燥箱中进行再次干燥,然后将干燥好的样品剪取1 cm左右小片粘贴于导电胶上,并置于真空镀膜机中进行表面喷金1 min,喷金后的样品放入扫描电镜中观察[13]并拍照,观察电压为5 kV。
2.2.5 热重分析
将待测样品在鼓风干燥箱中充分干燥至恒重后,磨碎,称量10 mg左右的样品于Al2O3小坩埚中,放入热重分析仪中在空气气氛下检测。升温速度为10 ℃/min;温度范围为50~900 ℃;保护气(空气)为150 mL/min[14]。
2.2.6 红外光谱分析
取干燥后并粉碎的待测样品粉末,与KBr粉末混合均匀后进行红外光谱测定[15],采用傅立叶变换红外光谱仪及衰减全反射技术对样品进行结构分析表征,分辨率为4 cm-1,扫描范围为400~4 000 cm-1。
2.2.7 元素分析
取待测样品并研磨成粉末状,抽真空干燥后进行分析,计算提纯前后细菌纤维素基材中各元素的含量。
2.2.8 X射线衍射分析
将待测样品充分干燥后磨碎,取适量的粉末于样品板上。Cu靶,40 kV高压,管流为40 mA,2θ为0°~50°扫描,得到XRD光谱,采用jade软件计算结晶度[16]。结晶度(CI)的计算公式如下:
(1)
式(1)中:Iam为2θ等于18°时的强度值;I020为晶格衍射的最高强度值。
3 分析与讨论
3.1 细菌纤维素发酵过程中主要指标变化

图1 细菌纤维互发酵过程中主要检测指标的变化Fig.1 Change of main indicators during fermentation of BC
利用红茶菌为菌种发酵生产细菌纤维素,发酵过程中细菌纤维素产量与pH值、还原糖消耗量的变化关系如图1所示。随着发酵时间的增加,还原糖呈先急剧下降而后缓慢下降的趋势,从51.16 g/L降到10.55 g/L,这说明红茶菌在发酵前期将大量葡萄糖用于自身菌体的生长和合成代谢,在发酵后期将葡萄糖用于合成细菌纤维素。细菌纤维素先缓慢增加再急剧增加,在红茶菌大量增殖以后才快速地合成细菌纤维素,发酵7 d得到BC 4.39 g/L。发酵液的pH值与还原糖的变化趋势相一致,先急剧下降再缓慢降低,pH值从4.77降到3.08。其原因是以葡萄糖作为主要能源物质时,在溶氧充足的条件下,葡萄糖作为能量物质能够参与磷酸戊糖路径或经柠檬酸循环后被氧化分解生成乙酸、葡萄糖酸、5-酮基葡萄糖酸等酸性成分[17],从而导致发酵液pH值持续降低。发酵过程中pH值的降低对细菌纤维素的合成不利,一方面葡萄糖的代谢流更多地流向乙酸和葡萄糖酸的路径。另一方面pH值的下降不利于红茶菌的增殖,直到抑制红茶菌的生长从而降低细菌纤维素的合成速率,这点从细菌纤维素含量在发酵后期增加速度变缓和葡萄糖利用速度下降中可以得到验证。因此,在以后的发酵研究中,可以采用果糖或甘油等作为底物,以降低用葡萄糖作为碳源形成的葡萄糖酸。有研究报道以果糖为碳源合成细菌纤维素过程中,没有有机酸的形成故可以保持pH值的恒定[18];并且采用pH值恒定的发酵在一定程度上也可能促进细菌纤维素的合成量。
3.2 隧道扫描电子显微镜结果与分析
将细菌纤维素预处理、烘干后利用扫描电镜进行观察,由图2可知,红茶菌发酵产生的细菌纤维素具有超细的微孔结构,能很明显地发现细菌纤维素膜是由成条的纤维散乱地分布编织在一起,其直径在100~500 nm之间。因此,生产的细菌纤维素具有超细结构,其尺寸比天然纤维素小得多。

图2 细菌纤维素隧道扫描显微镜图片Fig.2 Scanning tunneling microscopy pictures of BC
3.3 热重结果与分析

图3 细菌纤维素的热重分析图谱Fig.3 Thermogravimetric analysis of BC
利用热重分析仪对得到的待测样品进行热稳定性能分析,主要对样品进行热重分析(thermogravimetric analysis,TG或TGA)和微熵热重分析(diffrential thermal gravity, DTG),DTG曲线是对TG曲线微分后得到的曲线,它本质上是TG曲线对温度或时间的一阶导数。试验所得样品的TG、DTG和示差扫描量热法(diffrential scanning calorimetry, DSC)试验结果如图3所示。根据TG曲线可以明显看出样品在240 ℃前质量损失较小,主要是失去物理吸附的自由水以及氢键结合水;在240~325 ℃有较大的失重,最快分解温度在296 ℃和307 ℃处,主要是由于样品的—OH脱水造成的,质量减少了46%;325~607 ℃也有较大的失重,主要原因是样品中碳链热分解,并且是在此过程中生成副产物挥发造成的,最快分解温度为505 ℃;在607 ℃后TG曲线进入平稳期,最后残余灰分约11%,有可能是预处理过程中清洗得不够彻底干净所致。本研究所得细菌纤维素的最大失重速率温度为296 ℃。
3.4 红外光谱结果与分析

图4 细菌纤维素的红外分析图谱Fig.4 Infrared spectrum analysis of BC
由图4可知,所得产物的红外光谱中含有几个非常明显的吸收峰,在3 400.4 cm-1附近处的强吸收峰为分子间氢键引起的O—H基的伸缩振动,这说明细菌纤维素中含有大量的羟基;在2 920.1 cm-1的吸收峰为C—H键的伸缩振动,在1 643 cm-1附近是因为纤维素末端半羧醛基所引起的伸缩振动,在1 064 cm-1附近为C—O—C键和C—O—H键的伸缩振动。综合上述光谱信息可知,所得产物具有O—H基、C—H键、C—O键,是纤维素的特征峰。
3.5 元素组成与分析
通过表1可知红茶菌发酵生产所得的产物在元素组成方面的信息,其产物主要是由C、H、O这3种元素构成。它们占总质量的97%以上,且C、H、O元素基本上符合分子式(C6H10O5)n,这表明合成产物中C、H、O元素的含量符合纤维素中各元素含量。

表1 细菌纤维素的元素分析结果Table 1 Elemental analysis results of BC
3.6 X射线晶体衍射结果与分析
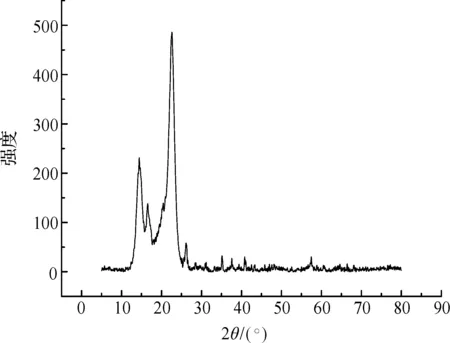
图5 细菌纤维素的XRD图谱分析Fig.5 XRD pattern analysis of BC

4 结 论
以红茶菌为菌种,利用葡萄糖为碳源发酵生产细菌纤维素,通过对发酵过程中的主要指标进行跟踪检测,发现在红茶菌发酵过程中,pH值由4.77降到3.08,还原糖含量从51.16 g/L降到10.55 g/L,发酵7 d后得到细菌纤维素的产量为4.39 g/L。结合红外光谱分析、XRD晶体衍射、电镜扫描、热重分析、元素分析等方法检测所制备的细菌纤维素结构和性能,可知:细菌纤维素的直径在100~500 nm之间,其含水量在96%~99%,复水率在55%~65%,细菌纤维素膜结合了一部分自由水在网状结构中,并且纤维素含有大量的—OH与水形成氢键,这两点是导致细菌纤维素膜含水量和复水率高的原因;在296 ℃处具有最大失重,失重率达46%;细菌纤维素主要由C、H、O 3种元素构成,符合纤维素中各元素含量;红外光谱揭示了细菌纤维素的特征吸收峰;XRD结果表明细菌纤维素的结晶度为80.21%。本研究为红茶菌发酵生产细菌纤维素提供了基础数据参考。
