浅谈海底管线阴极保护设计
2018-12-14易桂虎赵增元曼得拉查汗罗威威孙璇
易桂虎 ,赵增元 ,曼得拉·查汗 ,罗威威 ,孙璇
(1.海洋石油工程(青岛)有限公司,山东青岛266520;2.中交天津港湾工程设计院有限公司青岛分公司,山东青岛266000)
金属在电解质中的腐蚀过程是电化学过程,称之为金属的电化学腐蚀。海底管线在海水、海泥中的腐蚀就属于金属的电化学腐蚀。一般情况下,金属腐蚀是不可避免的,而金属电化学保护则是一种控制金属腐蚀的好方法。
在海洋工程中,通常采用涂层和牺牲阳极阴极保护法联合进行防腐保护。本文对海底管线阴极保护的设计原理、流程、计算方法等进行介绍分析,提出对海底管线阴极保护设计的一些见解和看法。
1 牺牲阳极阴极保护方法
1.1 牺牲阳极阴极保护的基本原理
阴极保护原理可用腐蚀电池的极化图进行解释,如图1所示。
由图1看出,金属表面阳极和阴极的初始电位分别为Ea和Ec。金属腐蚀时,由于极化作用,阳极和阴极的电位都接近于交点S所对应的腐蚀电位Ecorr,与此相对应的腐蚀电流为Icorr。在腐蚀电流作用下,金属上的阳极区不断发生溶解,导致腐蚀。当对该金属进行阴极保护时,在阴极电流作用下金属的电位从Ecorr向更负的方向变动,阴极极化曲线EcS从S点向C点方向延长。
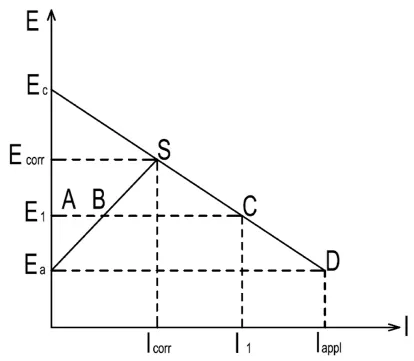
图1 腐蚀电池极化图
当金属电位极化到E1,这时所需的极化电流为I1,相当于AC线段。AC线段由两个部分组成,其中BC线段这部分是外加的,而AB线段这部分电流是阳极溶解所提供的,表明金属腐蚀速度有所减缓。当外加阴极电流继续增大时,金属的电位将变得更负。当金属的极化电位达到阳极的初始电位Ea时,金属表面各个部分的电位都等于Ea,腐蚀电流为零,金属达到了完全的保护。此时,金属表面上只发生阴极还原反应。外加的电流Iappl即为达到完全保护所需的电流。
在作用着的腐蚀电池体系中,接入另一电位较负的电极,这时这一电极将与原来的腐蚀电池构成一个新的宏观电池。这一较负的电极将是新电池的阳极,原来的腐蚀电池则为阴极,依靠外加阳极不断溶解所产生的阴极电流实现阴极保护。该电位较负的电极称之为牺牲阳极。
1.2 牺牲阳极种类
牺牲阳极法的保护效果与阳极材料本身的性能有着直接的关系。目前常用的牺牲阳极材料有铝基合金、锌基合金和镁基合金三大类。牺牲阳极的性能主要由材料的化学成分和组织结构决定。铝基阳极比重小、电流效率高、发生电量大、对钢铁驱动电位适中、来源丰富,是一种迅速发展起来的新型牺牲阳极材料。锌基阳极比重大、发生电量小、对钢铁的驱动电位不高、且在高温条件下易于极化,一般用于电阻率较低的环境。镁基阳极电流效率低、对钢铁驱动电位大(易于过保护),常用于电阻率较高的土壤环境[1]。
2 海底管线的阴极保护
2.1 海底管线防腐采用的方法
海底管线防腐采用的主要方法为防腐层和牺牲阳极阴极保护联合进行。牺牲阳极通常采用的材料主要为铝-锌-铟,成分如表1。
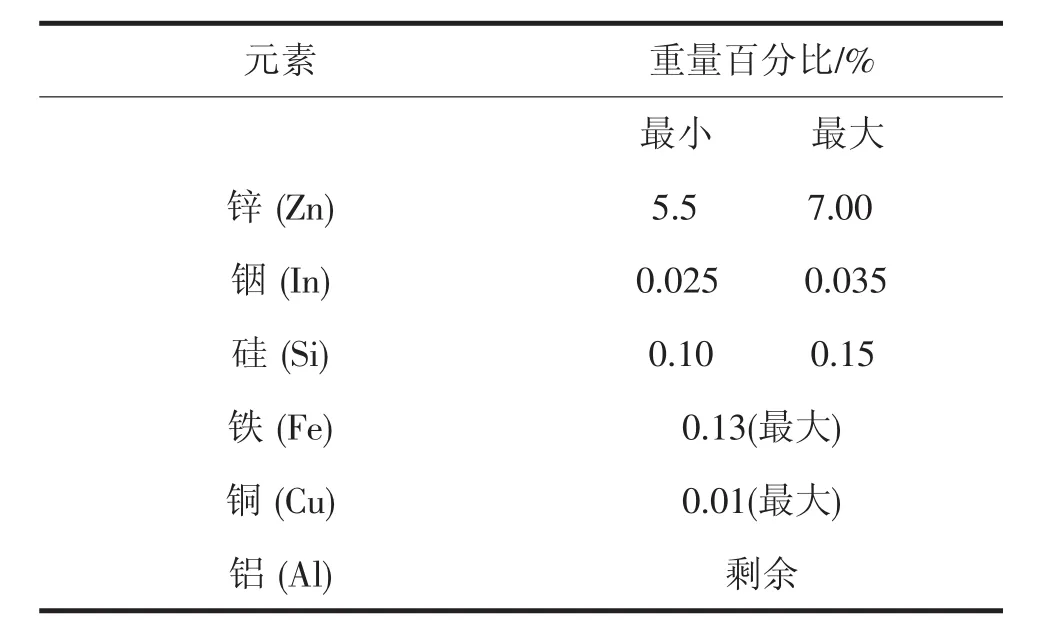
表1 阳极成分
2.2 阳极结构
海底管线阴极保护采用的阳极形式通常为手镯式,阳极基本结构如图2。
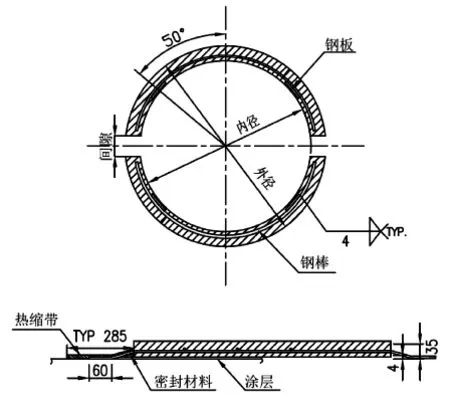
图2 手镯式阳极结构图
阳极一般采用焊接形式安装在海底管线外防腐层表面,焊接处的涂层破损多采用热缩带包覆的方法进行修补,以防止海底管线金属与外界介质直接接触。
2.3 阴极保护计算
以某海底管线为例进行阴极保护计算。
2.3.1 设计参数
海底某管线设计参数:海底管线长度7.0 km;设计使用寿命10a;输送管外径273.1 mm;套管外径355.6 mm;防腐层材料3L-PE。
阴极保护设计参数:海水电阻率30 ohm·cm;利用系数0.8;防腐层破损率3%(初期)、3.5%(平均 )、4%(末 期 ); 阳 极 密 度 2750 kg/m3; 电 容 量2000Ah/kg;阳极闭合电位(Ag/AgCl)-1.05 V;开路电位(Ag/AgCl)-1.10 V。
2.3.2 电位
相对于银/氯化银(Ag/AgCl)参比电极,管线的阴极保护电位应为-0.8V。
2.3.3 保护电流密度
依据DNV RP F103-2010[2]标准,选取管线的平均设计电流密度为0.05A/m2。
2.3.4 阳极参数
阳极外径419mm;阳极内径359mm;阳极长度300mm;缝隙宽度50mm;净重23.19kg。
2.3.5 阴极保护计算
依据DNV-RP-B401-2005进行计算[3],如下:
①满足平均电流需求量的阳极数量

Icm=总平均电流需求量(A)
Icm=平均电流需求量(A)
Ac=管线表面积(m2)
tf=管线设计寿命(a)
D=管线外径(m)
u=阳极利用系数
icm=平均电流密度(A/m2)
ε=阳极电化学容量(Ah/kg)
fcm=平均涂层破损率
Nmean=满足平均电流需求量的阳极数量
M=总理论阳极净重(kg)
Wanode=阳极净重(kg)
②满足末期电流需求量的阳极数量
Af=末期阳极表面积(m2)
Ac=管段的表面积(m2)
Di,a=阳极内径(m)
icm=平均电流密度(A/m2)
ta=阳极厚度(m)
fcf=末期涂层破损率
g=T位置的间隙(m)
Icf=末期电流需求量(A)
La=阳极长度(m)
Iaf=末期阳极电流输出量(A)
u=阳极利用系数
Nfinal=满足末期电流需求量的阳极数量
EOc=管线设计的保护电位(V)
EOa=设计的阳极闭合电位(V)
③满足阳极末期保护距离的阳极数量
L=单个阳极在末期能够保护的管线长度
ρme=管线材质电阻
d=管线壁厚(m)
Ltotal=管段的长度(m)
N=满足阳极末期保护距离的阳极数量
④推荐的阳极数量确定及校核
Sanode=实际阳极间距(m)
Sjoints=阳极间距内的管线根数
SR=阳极间距内推荐的管线根数(小数去一取整)
SLL=单根管线标准长度(m)
NR=推荐的阳极数量(小数进一取整)
最终阳极应满足电流校核:
NR×Iaf≥Iaf
2.3.6 计算结果
管线的阴极保护计算结果:Icm13.69A、M749.26kg、Nmean33、Icf15.64A、Iaf1.563A、Nfinal11、L 346.68m、Ltot7000m、N21、Sanode212.12m、Sjoint17.4、SR17、NR34。
2.4 设计结果
管线阴极保护的设计结果:阳极净重23.19kg;阳极间距207.264m;管线上的阳极数34set;阳极总净重 2483.32kg。
3 海底管线阴极保护设计关键点分析
3.1 保护电位
保护电位是指阴极保护时金属停止腐蚀(或腐蚀可以忽略)时所需要的电位值。为了使腐蚀完全停止,必须使保护金属极化到它的电位等于表面上最活泼的阳极点的初始电位。实际上,对于钢构筑物来说,这一电位就是铁给定电解质溶液中的平衡电位。所以,只要能确定铁的平衡电位,就可以知道它的保护电位。
根据Nernst方程式计算出铁的平衡电位与溶液的pH值的关系式如下:
E=-(0.05+0.0592pH)V(vs SHE)
因此,铁的保护电位取决于电解质溶液的pH值。必须指出,上式中的pH是指紧靠电极的电解液液层的pH。在中性介质中,由于阴极反应释放出来的OH-离子的影响,此pH值在8.3~9.6之间。由此计算得到铁的保护电位为-0.541~-0.618V(vs SHE)。若将氢参比电极改为铜/硫酸铜电极,则铁的保护电位为-0.861~-0.938V(vs Cu/CuS04)。
上述理论保护电位等于铁在电解质溶液中Fe2+离子浓度为10-6mol/L的平衡电位。但是,在介质流动的情况下,紧靠被保护金属表面液层的Fe2+离子浓度是低于l0-6mol/L的。因此,铁的实际保护电位要比理论电位更负。
在实际设计中,以安装在相邻金属结构上的阳极为基础的阴极保护系统设计必须保证这个系统有足够的冗余,因此,在接近于阴极保护系统设计寿命时,整体电位会降低的比以上假设的电位稍负一点。对于新的结构,在设计阴极保护系统时应当有额外的保守性(延长使用寿命)。对于现有结构的阴极保护能力达到临界值时,有必要对整体保护电位和阳极最终的表观特征进行监测。
3.2 阳极间距
合理布置阳极的目的是为了使保护电位分布均匀,整体得到一致的良好保护。
一旦阳极数量计算出来,阳极间距就应该被确定。阳极间距应该有足够的距离以在由于机械的或电的作用下损失一个阳极的情况下维持适当的保护。阳极间距若超过300m,将采用递减计算或者其他的数学建模来验证阳极是否可以维持适当的保护。
对于短管线,如果能够通过精确的计算和建模来验证阴极保护阳极能否正常进行,那么阳极可以被安装在每根管线的终端。递减计算应该被用来说明阳极安装在终端的安装方式是否能够保护到管线中间点。
如果是由手镯式阳极提供阴极保护,不能够采用ISO15589-2中管线阴极保护推荐阳极最大间距300m的假设,两个相邻阳极之间的最大距离应为单个阳极在最终阶段能够保护的管线长度的二倍。
电流分布效率通过利用大数量的单独的低效率的阳极平坦的分布在管线上的方法来进行改善。管线上的电流分布能够通过适用防腐层来得到改善。牺牲阳极系统由为数众多的小电流源(主要为0.5A~3A)的分布来完成大的电流分布效率。
3.3 涂层破损率
因阴极保护计算参数选取原则,像阳极成分、管线直径、长度等基本参数在计算开始之前就已经确定,只有涂层破损率是依据施工经验估算。也只有涂层破损率是可以通过在施工过程中的精细管理,提高海底管线节点施工质量以及对海底管线涂层进行完善的保护等方式来降低的。涂层破损率降低,将减少海底管线阴极保护设计计算时所要满足的电流密度值,进一步减少海底管线阴极保护所需的阳极数量,减少施工量及施工成本。因此涂层破损率是影响海底管线阴极保护设计的最敏感因素之一,将破损率控制到最小值是减小阴极保护系统投入的关键因素。
在实际海底管线施工过程中,影响涂层破损率的主要因素为以下两点:
①管线在铺设过程中对涂层的机械损伤
可以通过定期检查维修铺管设备,加强施工管理以及提高作业人员职业素养等方式,降低不必要的涂层破损。
②管线现场节点补口的防腐处理
通常海底管线现场节点补口采用两层或三层结构的热缩带进行修补。目前大多铺管船上加热设备及表面处理设备不够完善,现场节点防腐施工质量并不乐观。主要表现为采用火把替代中频加热设备而导致预热温度不够、热缩带受热不均,以及采用动力工具替代真空喷砂设备除锈导致表面处理等级过低等现象。这些都会严重影响热缩带的施工质量,导致管线服役中后期涂层破损率显著增高。
4 总结
海底输油、输气管线是耗资巨大、施工复杂的永久性工程,一般要求在不加维修的条件下能正常使用20a以上。为了确保这些海底管线在腐蚀严重的海洋环境中长期安全使用,必须采用外防护防腐层与阴极保护联合的防腐措施。
实践中,若充分利用现有的防腐蚀技术广泛开展腐蚀知识的普及,并通过严格的科学管理,因腐蚀造成的经济损失是可以部分避免的。
作为海底管线防腐设计重要组成部分之一,阴极保护的设计任重道远。阴极保护不仅可以防止一般腐蚀,还可以防止金属的小孔腐蚀、晶间腐蚀、腐蚀裂开、冲击腐蚀和黄铜脱锌等,可以为国家节约大量资金和节省日益匮乏的金属资源,延长钢质管线的使用寿命。因此在阳极的设计、铸造、安装等过程中需要更精益求精、合理设计,完善施工方法。