LNG罐车夹层真空度影响因素及处理方法
2018-12-11高小琦李昳心
高小琦,赵 波,李昳心
(西安特种设备检验检测院,陕西西安 710065)
1 在用LNG罐车夹层真空度影响因素分析
夹层真空度变化的主要原因是外筒体漏气和夹层材料放气。LNG(liquefied natural gas,液化天然气)罐车在实际使用过程中,由于其使用的不确定性,及出厂制造时遗留问题,外筒体漏气在真空度超标的车辆中比较常见。部分罐车在设计时将加强筋置于外筒体外部(图1a),这种设置由加强筋与外壳角焊缝开裂引起外筒体漏气的情况时常会发生,加强筋置于外侧时,其与外筒体的连接方式是角焊缝间断焊接,由于此种焊接导致加强筋与外筒体的密封性比较差,所以会导致外界雨水进入加强筋内部,加强筋内部的水分在环境温度降至零度以下时会结冰膨胀,导致加强筋变形,从而引起外加强筋和外筒体角焊缝处撕裂现象,致使外筒体漏气,引起夹层真空度超标。另一种是将加强筋置于外筒体内部(图1b),该种设置整体密封性比较好,雨水等其他介质不易进入,若非外部机械损伤,一般不易产生外筒体撕裂性损伤。
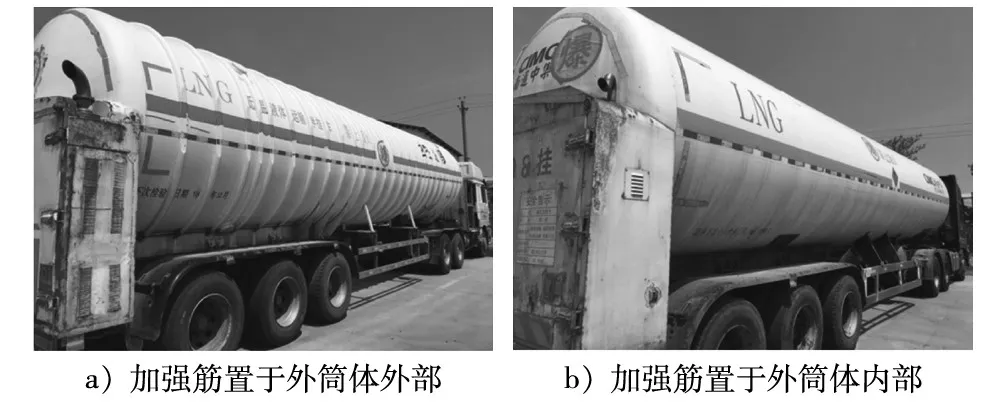
图1 罐车加强筋设计位置
LNG罐车在设计时会考虑到意外情况下,夹层瞬间失真空状态致使内筒压力短时急剧升高,基于该情况,厂家会在内外筒体前封头或后封头预留防爆口,防爆口在夹层真空状态形成之后,靠夹层真空牢牢吸住密封元件使得内外筒体得以实现密封。密封件在使用中随着罐车的振动及外界环境的影响,会出现老化及密封不严的情况,该现象也会使夹层真空出现超标现象。
在用LNG罐车真空隔离阀、真空规管(图2)出厂安装时会用密封胶密封,隔离阀、真空规管在进行真空度测量时会进行手动开关操作,操作力度的大小、密封胶的老化程度也直接影响到真空隔离阀、真空规管的密封性能。此外抽完真空度之后,若抽真空口密封不严(图3),也会造成夹层真空度快速升高。
接管与外筒体连接部位焊缝在出厂时进行渗透检测,已排除表面缺陷的存在,但焊缝内部质量不容易把控,接管与外筒体焊缝如果在制造时存在内部缺陷,罐车在使用过程中管路部分会经受-162℃(液化天然气温度)与环境温度的交替温度变化,在大范围温度变化之下,焊缝处会产生比较大的交变应力,加之罐车在运行过程中的振动,内部原始缺陷可能会扩展,从而形成贯穿整个焊缝厚度的裂纹。裂纹的存在会导致失真空现象(图4),此外还有事故撞击造成外筒体破损等。以上几种情况主要是夹层快速失真空的情况。
另外一种就是夹层材料放气。罐车在制造过程中会经过严格的过程控制,内筒体在和外筒体套和之前会经过加温处理,目的是将奥氏体不锈钢(S30408)在出厂时聚集在内部的氢气通过加温使其扩散出来。同样夹层中放置的铝箔和绝热纸也要进行加温烘干处理,便于铝箔和绝热纸中残留的水分、氢气及其他气体扩散。夹层中添加的吸附剂在置入夹层之前也会经过活化处理,但是LNG罐车在使用过程中由材料制造烘干、吸附剂活化不到位的情况都会导致夹层材料放气量大于吸附剂吸附量,所以会导致夹层真空度超标。
LNG罐车夹层中在出厂时会放置一定量的吸附剂主要是PdO(氧化钯)和分子筛,在高真空及低温环境下(-162℃),分子筛能有效的吸附空气中的水分,以及氮气、氧气和氩气,但是对氢气、氦气和氖气,不能有效吸附。在用LNG罐车夹层材料放气的主要成分是氢气,并且在用低温罐车夹层内材料的放气量远远大于外筒体实际的漏气量,可见氢气是影响夹层真空度的主要原因。而一氧化钯是一种稳定的化合物,对于氢气的吸附量大、性质稳定目前广泛应用于大多数高真空多层绝热低温液体储罐中。

图2 在用LNG罐车真空隔离阀、真空规管

图3 抽真空口密封不严

图4 失真空
分之筛在低温低压下对氢气的吸附效果并不明显,并且受到条件的限制。因为,分子筛主要对非极性分子中的一部分和沸点低的物质,其很难吸附,但对于极性分子和不饱和分子具有较高的亲和力;尤其对于水分,其具有很大吸附量。
2 夹层真空度超标罐车处理方法
在用LNG罐车使用过程夹层中的两种吸附剂会存在吸附饱和的情况,一旦吸附剂达到饱和状态,在空载或是外筒体温度升高时,其分子筛会释放出已吸附的水分,这将致使夹层真空度继续升高。在实际检验过程中一般选择在每天温度最高时对夹层真空度进行测量。对于LNG罐车真空度偏高原因确实是因为吸附剂饱和的情况,可通过对外筒体加温+抽真空处理,但此种方法具有一定的局限性,并且该方法真空度维持时间比较短。现在部分厂家的做法是在外筒体后封头或前封头上开孔并加装常温吸附室(图5),通过该方法可以有效地解决因吸附剂饱和而引起的真空度超标问题。
LNG罐车的安全运行受到多种因素影响,夹层真空度是罐车安全性能、低温性能的一种直观体现,分析确定出夹层真空度影响因素及处理方法对于使用单位及检验单位意义重大。

图5 加装常温吸附室
