火花发射光谱分析焊丝钢线材试样
2018-12-06李勇
李 勇
(宝山钢铁股份有限公司制造管理部检化验中心,上海 200941)
引 言
近年来,中国焊接技术不断进步,激光、气体等焊接新工艺、新技术不断涌现,对焊接材料要求越来越高。焊丝钢已成为宝山钢铁股份有限公司(以下简称“宝钢”)的又一“双高”新品,宝钢不仅成为国内多家焊丝生产企业的战略供应商,而且在同类产品市场中已占半壁江山。焊丝钢试样直径在Φ5~6 mm左右,通常取样钻取屑样后,采用化学湿法分析其化学成分[1],此方法分析速度慢、周期长,更不适用于大批量样品分析。本文使用岛津PDA5500火花发射光谱仪以及配套的小样品夹具,严格规范制样工序,优化仪器分析条件,并采用类型标准化消除线材样品与绘制工作曲线块状样品因形状不同而产生的系统误差,提高分析结果的准确度。通过与化学分析方法的比对,分析结果一致性较好,基本达到了国家标准GB/T 4336-2002 (《碳素钢和中低合金钢火花源原子发射光谱分析方法》)重复性精度要求,满足了对焊丝钢线材试样快速准确分析的需要[2]。
1 实验部分
1.1 主要仪器及工作参数
日本岛津公司PDA5500型火花源原子发射光谱仪主要工作参数如下:帕型龙格型光栅,半径0.6 m;波长范围120.0~589.0 nm;色散率0.69 nm/mm;分光室恒温控制(40.0±0.1)℃;氩气纯度大于99.999%,工作压力0.25 MPa;分析流量10 L/min,待机流量0.5 L/min;顶角30°,钨电极φ2 mm,分析间隙与辅助间隙为4 mm;激发态试样板孔径为φ12 mm。
1.2 样品制备
由于光谱仪激发台的孔径为Φ12 mm,因此对于直径小于Φ12 mmm的线材试样,通常采用以下三种制样方法进行光谱分析(如图1所示):(a)镶嵌法;(b)压扁法;(c)小样品夹具法;其中,镶嵌法操作繁琐、分析成本较高,不利于大批量样品的分析,压扁法最为快速有效,但由于焊丝钢线材试样的直径通常为Φ5~6 mm,一般无法压至分析所需尺寸(宽度大于12 mm),因此只能采用小样品夹具法进行分析。
焊丝钢线材试样取自线材盘条上,长度约8~9 cm,并经过矫直以便于试样的加工分析。由于试样截面较小,分析时截面周边也将被激发到,因此必须对截面周边进行研磨以去除表面氧化层,确保分析数据的准确性;同时由于截面较小,研磨试样时不容易把握角度,通常会使研磨后的试样表面倾斜,影响分析结果准确性。为保证样品的加工质量,研磨时采用专用工具以确保研磨表面不倾斜(如图2所示)。
此外,在进行光谱分析时,试样与电极的定位必须准确:①试样研磨面与激发台面平行贴切;②试样研磨面与电极对中良好。为此,采用V型定位器使其两边与专用夹具相切,确保试样与电极对中准确(如图3所示)。
1.3 仪器参数设定
1.3.1 分析谱线选择
分析谱线的选择如表1所示。
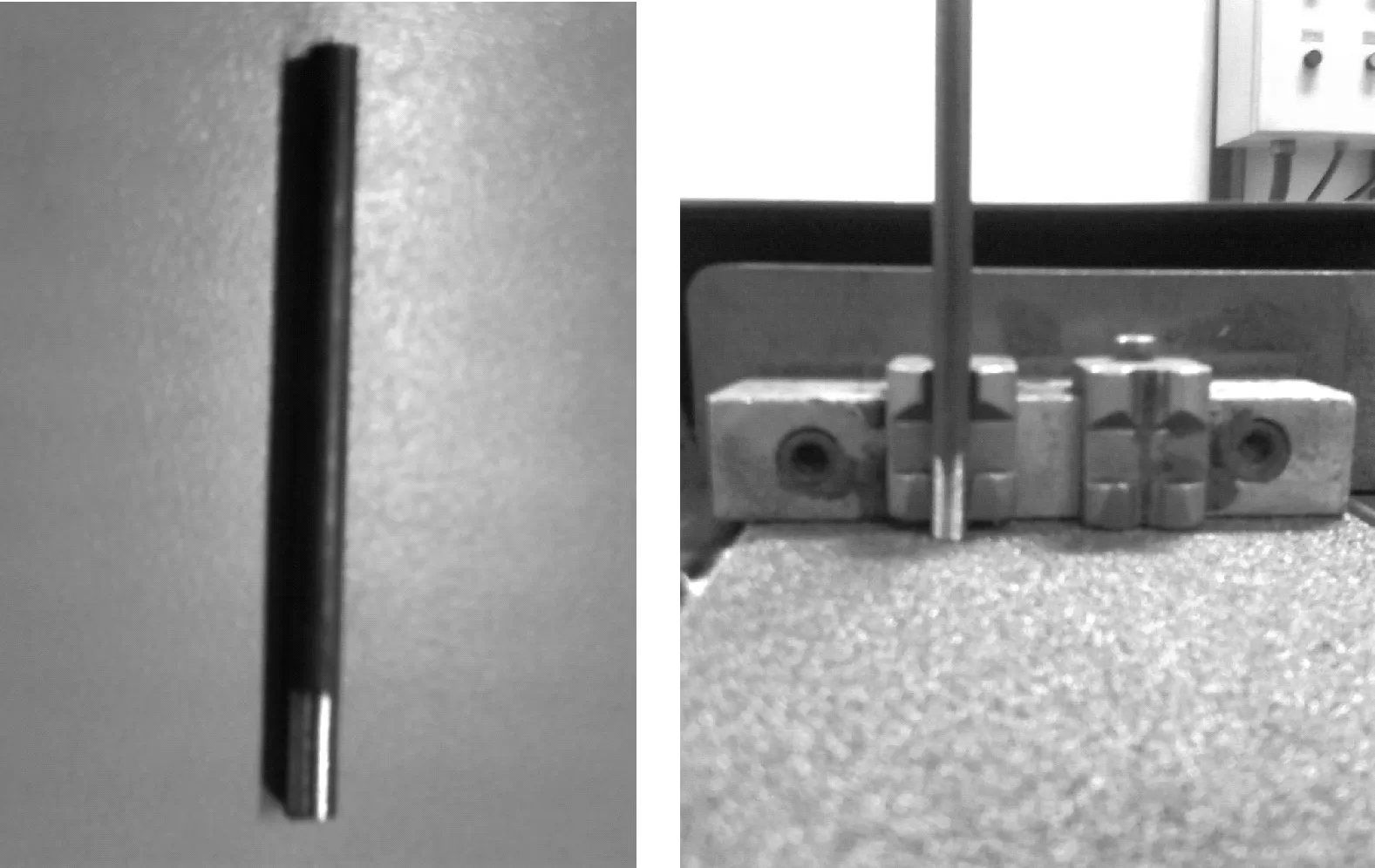
图2 试样研磨

图3 试样定位
表1不同元素分析谱线选择

项目CSiMnPSNbMoBTiTAl波长/nm165.8212.4293.3178.3180.7319.5202.0182.6337.2396.1时序1221112111
1.3.2 分析条件设定
为获得合适的分析条件,分别对时序1、时序2中的充氩时间、预燃时间、积分时间按正交试验法进行组合,开展一系列试验[3]:
(1) 对于时序为1的元素,选取L9(33)正交表,按三因素、三水平安排试验,如表2所示。每一试验条件下,对同一样品测5次,然后对各元素强度值的SD进行求和,作为试验的结果,如表3所示。

表2 时序1试验因子水平设定
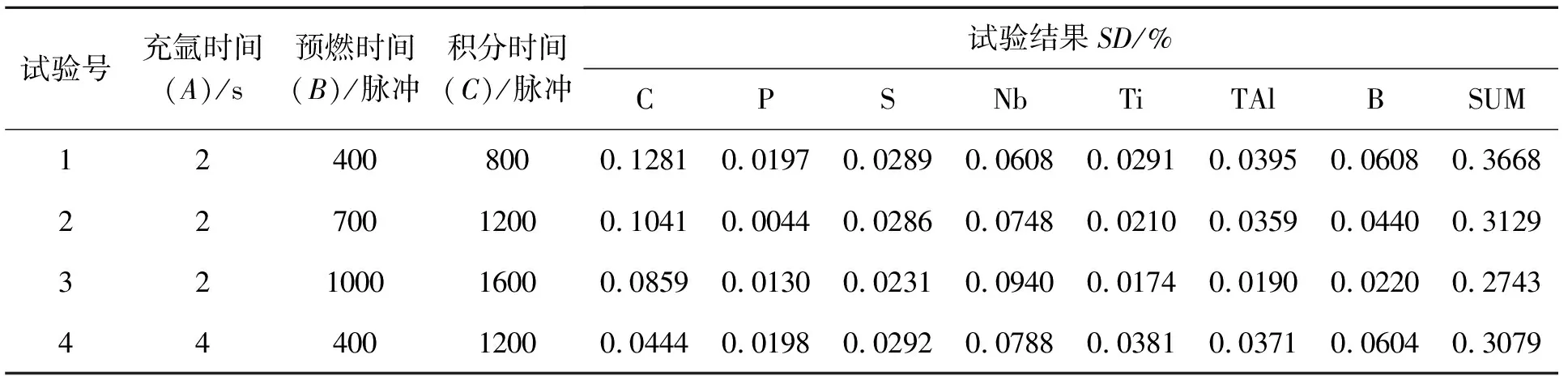
表3 时序1元素正交试验结果

(续表)
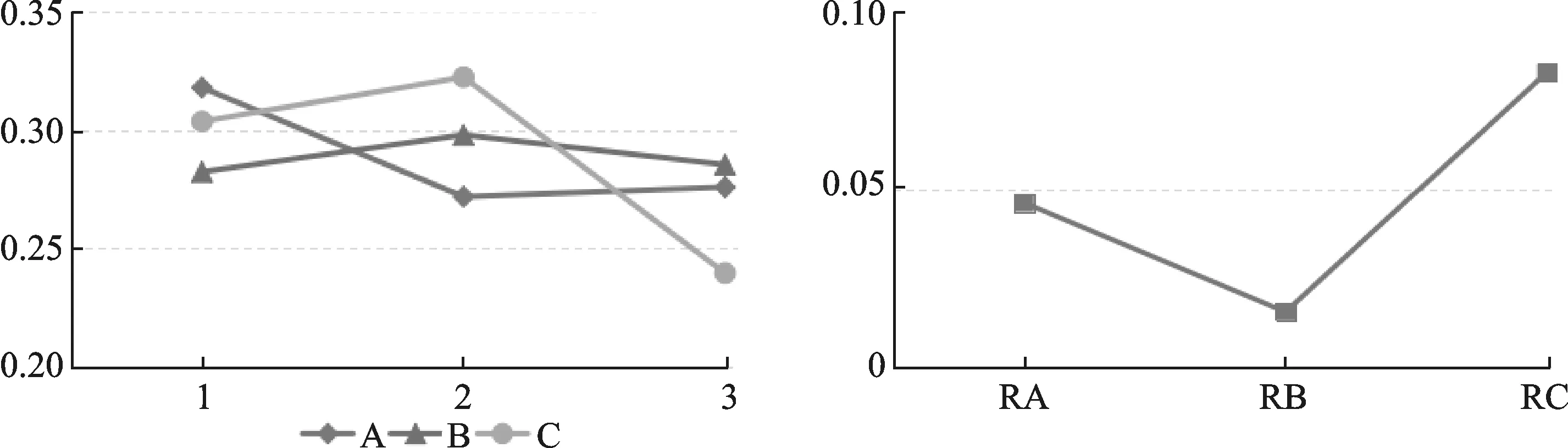
图4 时序1元素正交试验结果

表4 时序1参数设定
因此将时序1的条件设为如表4所示。(2) 在时序1的基础上,对时序为2的元素进一步优化。选取L9(33)正交表,按二因素、三水平安排试验,如表5所示。每一试验条件下,对同一样品测5次,然后对各元素强度值的SD进行求和,作为试验的结果,如表6所示。

表5 时序2试验因子水平设定
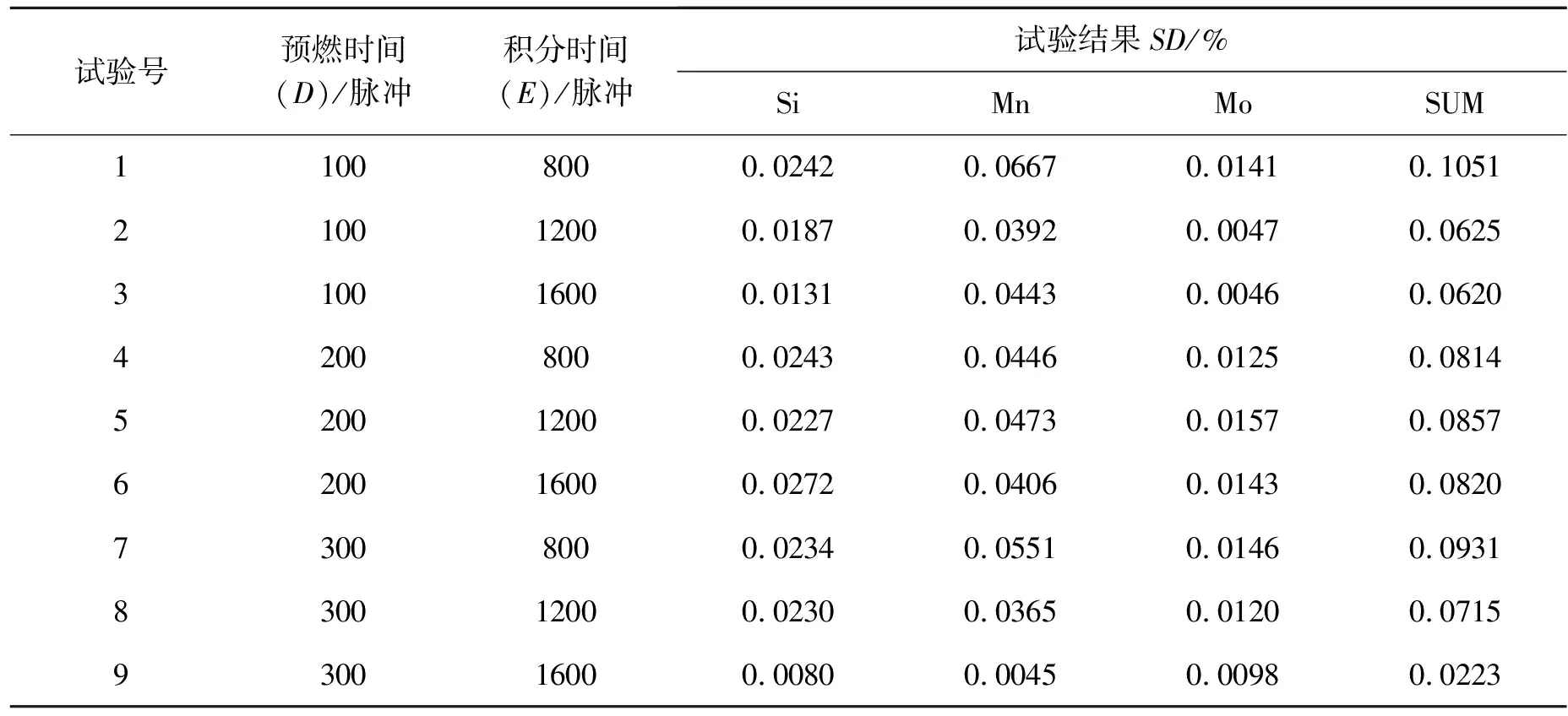
表6 时序2元素正交试验结果
如表6,图5所示,E因子的极差RE最大,表明该因子对试验结果的影响是最主要的。其次,是D因子。因而,因子的主次关系是:E(积分时间)→D(预燃时间)。E因子取水平③,D因子取水平③较好,因此得到一个较优水平组合E3D3,即适当延长积分时间可提高分析数据的稳定性。
(3)因此,通过两次优化将仪器的最终分析条件确定为如表7所示。
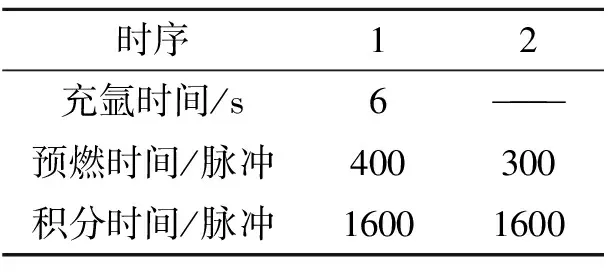
表7 仪器参数设定
2 结果与讨论
火花发射光谱分析通常采用持久曲线法和类型控样法。持久曲线法指预先采用大量标样制作工作曲线,被测试样的含量在此工作曲线测量范围内且与标样状态基本一致,便可进行测量。由于线材试样的状态与光谱标样的相差较远,故选取与分析试样的冶炼过程和物理状态基本一致、成分相近样品,对仪器进行类型标准化,然后对被测样品进行检测[5]。本文所使用的类型控样由本单位选取采用相同规格的焊丝钢进行化学定值研制而成,控样成分中C,S元素采用红外碳硫仪分析,其余元素采用湿法化学分析[6]。类型标准化采用平移和旋转两种方式对原有工作曲线进行校正,公式如下[7]:
如果C0≥Ct,则采用平移校正公式
C=C0+AC
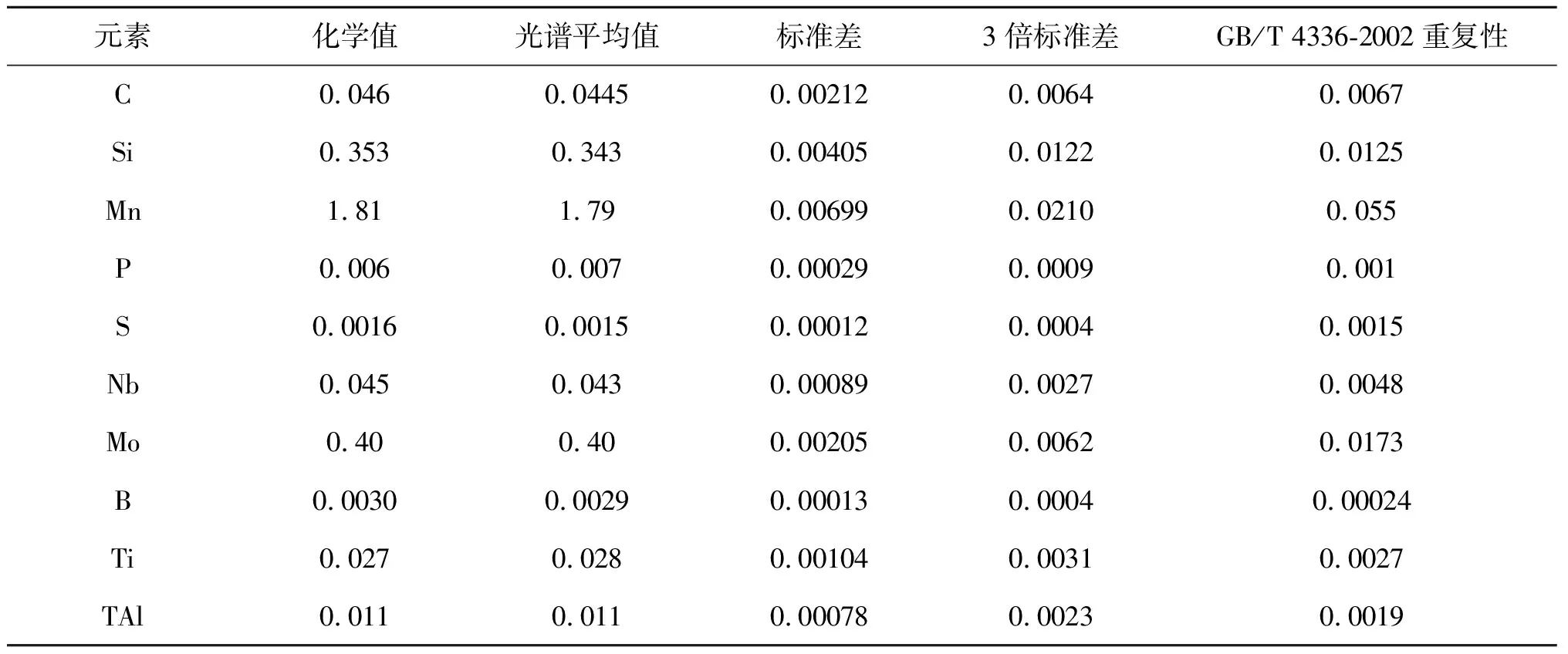
如果C0 C=C0×MC 式中C为修正后的成分值,C0为修正前的成分值,Ct为目标值(控制样品化学定值),AC为加值系数,MC为乘积系数。 本试验用类型标准化法分析了直径Φ5.5 mm,牌号为H80GX-III新式焊丝钢盘条试样,其类型标准化校正后的分析数据如表8所示,相对应的统计结果如表9所示。 如按3σ控制原则,确保99.73%数据可靠,与GB/T 4336-2002标准的重复性指标比较,该方法B、Ti、TAl三元素重复性未能达到国标要求,但与H80GX-III焊丝钢产品规格限比较(如表10所示),均小于产品公差的1/5,能满足生产需要。 表8 H80GX-III焊丝钢分析数据/% 表9 统计结果分析/% 表10H80GX-III焊丝钢产品规格限/% CSiMnPSTAlNbTiMoB上限0.080.451.950.020.0150.0200.080.0300.600.008下限0.020.251.750000.020.0150.300.002产品公差0.060.200.200.020.0150.0200.060.0150.300.006 (1)由此方法的准确性及重复性结果来看,分析结果准确可靠,能满足产品检验的需要。 (2)相对于传统湿法化学分析,该方法分析速度快、劳动强度低、成本低、效率高。 (3)分析结果的准确度与试样状态密切相关,在分析时应尽量避免试样表面存在缩孔、裂纹等现象。 (4)试样制备及试样定位好坏将直接影响到分析结果的准确性,试样表面及侧面打磨不干净,试样定位偏离或激发间距的变动都将对分析结果产生较大影响。 (5)适当延长充氩时间与积分时间,有利于提高分析精度。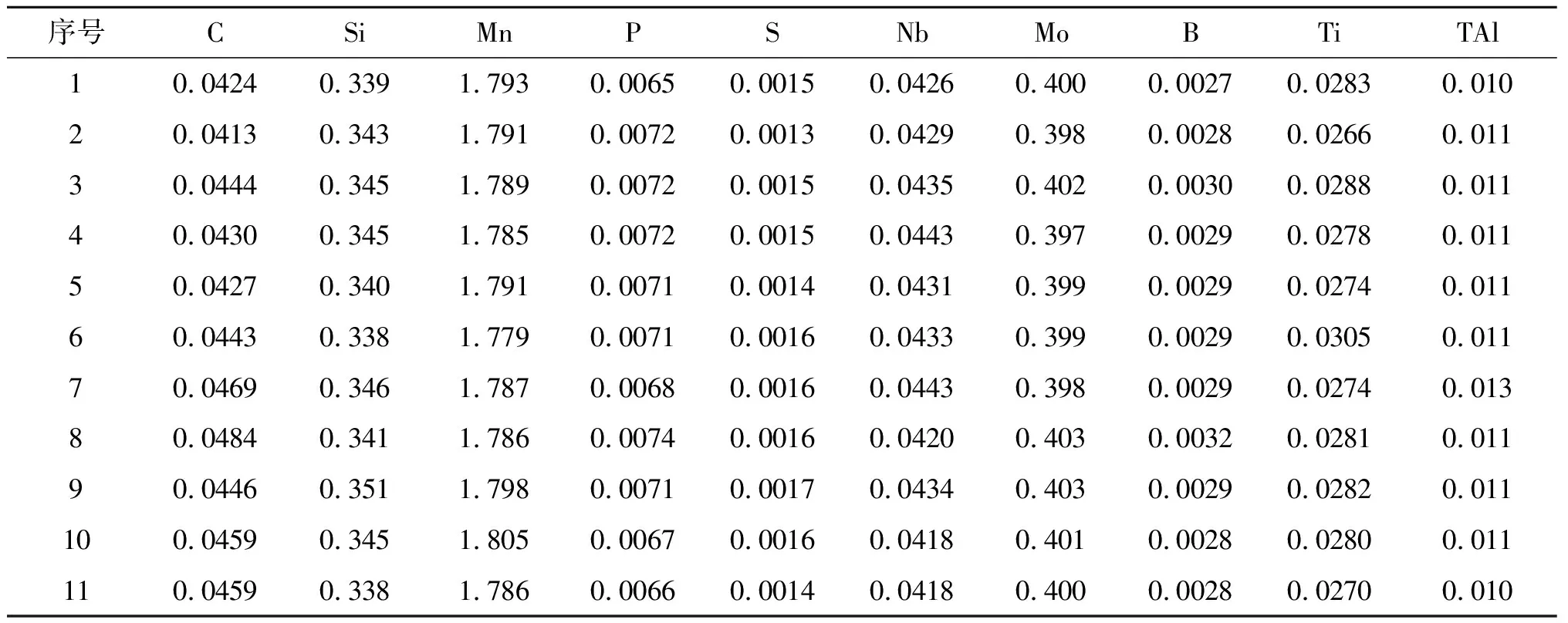

3 结束语
