浅析汽车钣金中的划线工艺
2018-12-05江苏盛行汽车科技发展有限公司戴前玉
江苏盛行汽车科技发展有限公司 壮 强,戴前玉
汽车钣金中的划线工艺,是指根据图样或实物的尺寸,准确地在工件表面上划出加工界线,以确定工件的加工位置和加工余量。通过划线可以检查毛坯的形状和尺寸是否符合图样,在坯料有缺陷时可以通过划线“借料”补救。划线可以分为平面划线和立体划线。划线中的基准是工件上用来确定其他点、线、面的位置所依据点、线、面。
学习任务
掌握钣金基本线型的划法
掌握正确的划线工艺
熟练运用划线的基本设备进行钣金划线
掌握合理的配载工艺操作
学习内容
认识和使用划线的基本工具
如何进行划线操作
如何合理下料
1 常用的划线工具
(1)划针。划针是用来在板料上划线的基本工具,一般是由中碳钢或高碳钢制成(图1),弯头划针于直头划针划不到的地方。划针长度约为120 mm,直径为4 mm ~6 mm。为了能使其在板料上划出清晰的标记线,划针尖端必须非常尖锐,尖端角度一般在15°~20°,且具有耐磨性。在划线时,划针的尖端必须紧靠钢板尺或样板,划针应朝向划线方向倾斜50°~70°,同时向外倾斜10°~20°,划针直径不得超过0.5 mm(图2)。
(2)圆规用来在金属板上划圆或圆弧并可测量两点间的距离,或直接将钢板尺上的尺寸引到金属板上。圆规尖脚是硬质合金,并经淬火处理。

图1 划 针
(3)钢直尺和直角尺的使用方式如图3和图4所示。
(4)划线盘(图5)。划线盘主要用于平台上划线或矫正工件,它是由底座、立柱、夹紧螺母和划针组成。
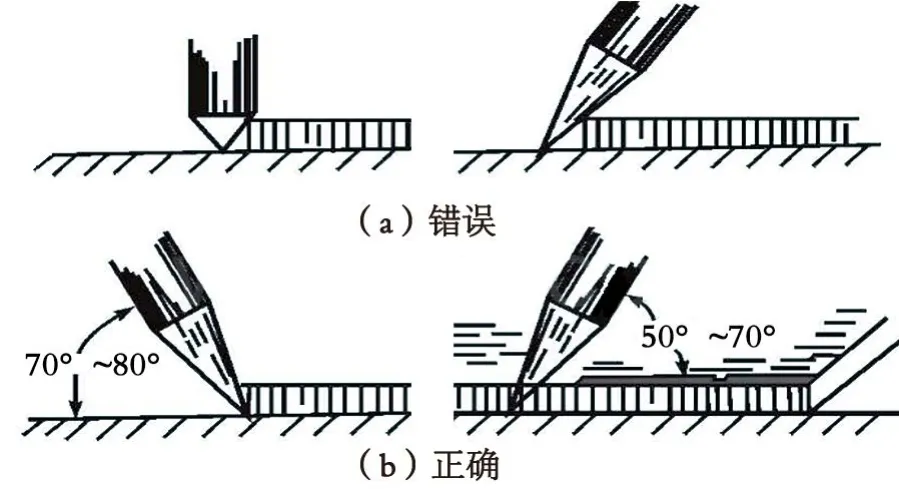
图2 划针的使用
(5)样冲。样冲也叫心冲,由高碳钢制成,长度为90 mm~150 mm,尖端磨成30°~40°或60°(图6),并经淬火处理,样冲主要用来冲圆心或钻孔时打中心眼,用样冲打中心眼时,先把样冲斜着放上去,样冲尖端对准中心点,在锤打时要把样冲放正,用手握牢样冲,用锤轻轻敲击(图7)。

图3 钢直尺的使用
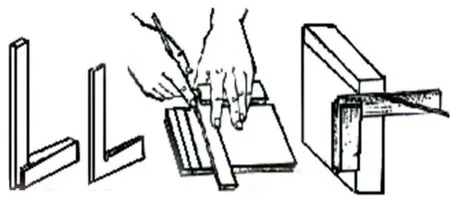
图4 直角尺的使用
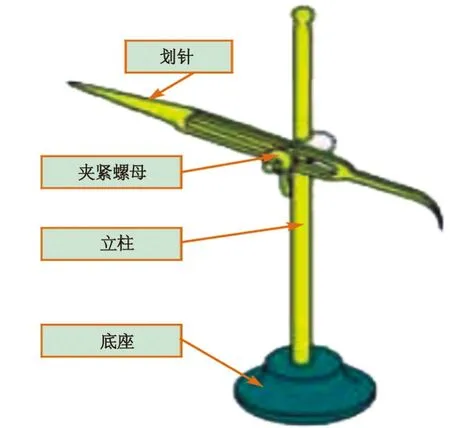
图5 划线盘
2 划线方法
(1)直线长度小于1 m,用钢直尺划线;直线长度小于5 m,用弹粉线法划线;直线长度大于5 m的,用拉钢丝的方法划线。
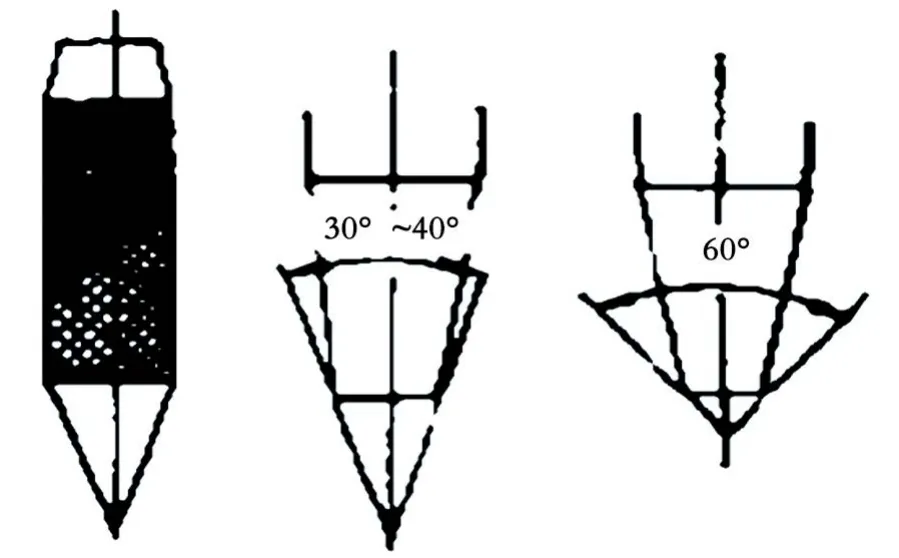
图6 样冲
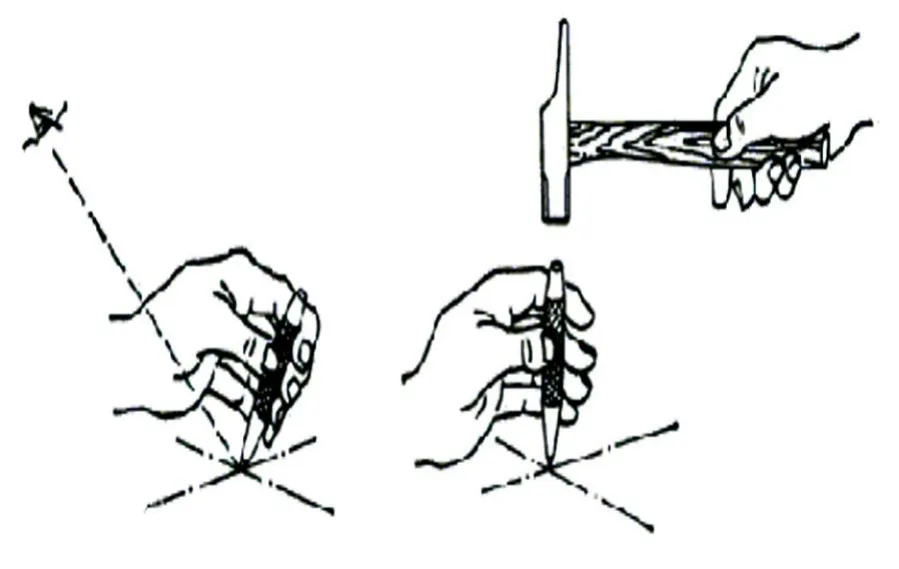
图7 样冲的使用
(2)垂线的画法一般有中垂线法和半圆法两种(图8、图9)。
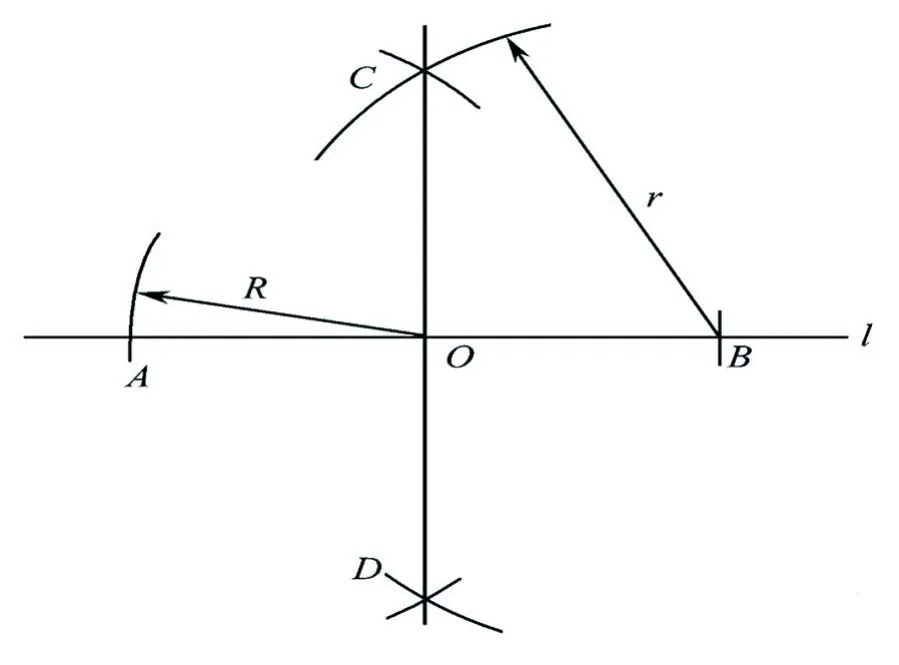
图8 中垂线法
(3)圆弧线的划法。为了使划规尖脚移取的尺寸准确,应在钢尺上重复移取几次,这样可以看出误差的大小。如10 mm,一次差0.1 mm,往往不容易看出来,若量5次后相差0.5 mm就能明显的看出来了。
划圆弧线时,圆弧的中心点在工件之外,可将一块打样冲孔的延长板夹在工件上进行划线(图10a);圆弧的中心点在工件的边缘上,可借助于辅助支座进行划线(图10b)。
(4)使用圆规划圆时,掌心压住圆规顶端,使圆规尖压紧金属表面或样冲孔中。划圆周线时,常常正反各划半个圆周线而成一个整圆(图11)。
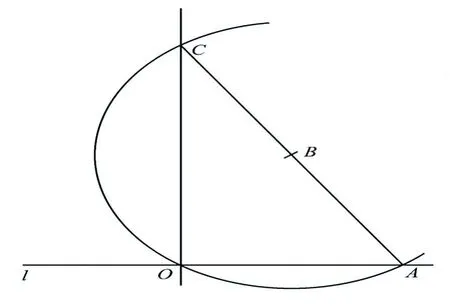
图9 半圆法
3 材料的合理配载
(1)集中下料法(图12)。由于工件的形状大小不一,为了合理使用材料,将使用同样牌号、同样厚度的工件集中一次性划线下料。
(2)长短搭配法。长短搭配法适用于条形板料的下料。下料时先将较长的料排出来,然后根据长度再排短料,这样长短搭配,使余料最小。
(3)零料拼整法。在钣金作业中,有时按整个工件划料,挖去的材料较多,浪费较大,常常有意将该工件裁成几部分,然后再拼起来使用,可以节省用料。
(4)排版套裁法(图13)。当工件的数量较多时,为使板料得到充分利用,必须对同一形状的工件或各种不同形状的工件进行排样套裁。排样的方式通常有直排、斜排、单行排列、对头直排、对头斜排等。

图10 圆弧线的画法
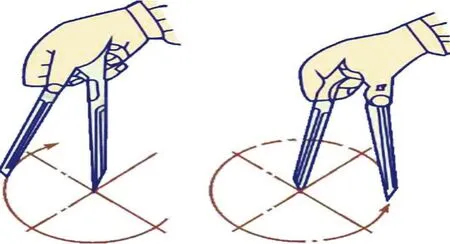
图11 使用圆规划圆的方法
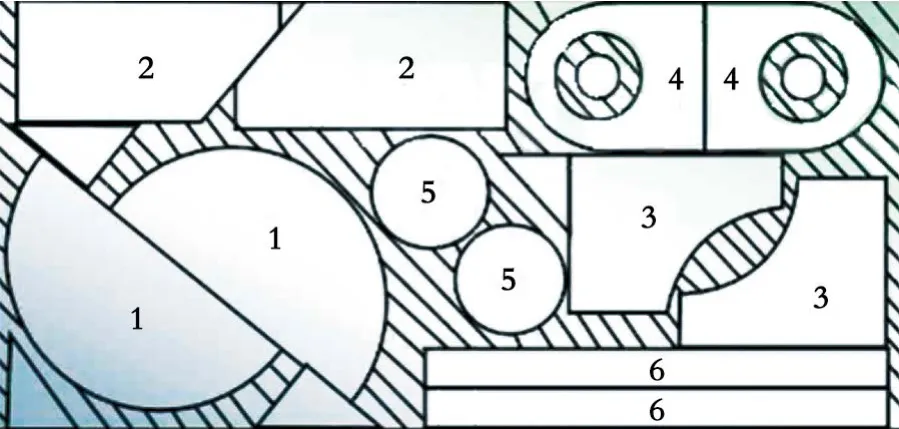
图12 集中下料法

图13 排版套裁法
