一种圆孔中心找正仪的设计
2018-12-03张伟峰
张伟峰
(常州刘国钧高等职业技术学校,江苏常州 213035)
在生产中,经常需要找正孔的中心后再次加工,如图1所示,该工件为一套筒零件,需要在数控铣床上加工4个φ5 mm的孔,采用三爪卡盘装夹;将三爪卡盘朝上,用压板固定在数控铣床工作台上,三爪卡盘夹住φ29 mm圆柱,此时需要找到φ18 mm孔的中心才能设定工件坐标系的原点,一般的做法是用百分表找正孔的中心来确定工件坐标系原点,该方法找正时间长而且操作不方便。为解决这一问题,本文作者设计了一款圆孔中心找正仪,如图2所示。
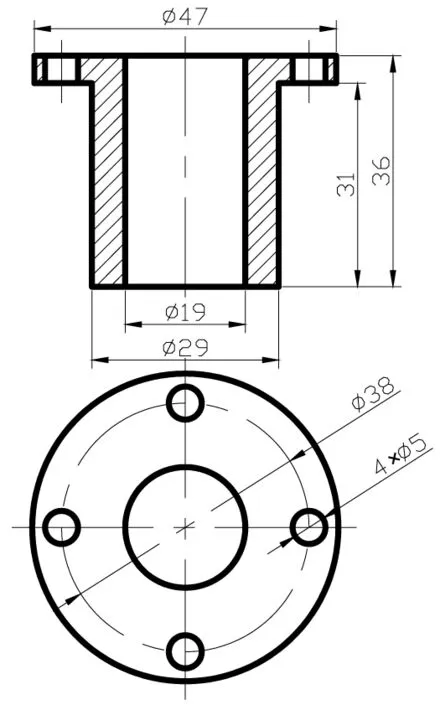
图1 套筒
1 找正仪的结构
如图2所示,找正杆7上部为一球头,球径为S φ18 mm,装入导柱3下部的球形孔中,装上铰链盖6,用销10定位,用螺钉5紧固,此时找正杆7与导柱3形成球形铰链[1],两者能形成多角度摆动。导柱3装入导套1下部的孔中,配合尺寸为Φ8H7/h6,为间隙配合,使导柱3可沿导套孔上下滑动。导柱3下部装有弹簧4,弹簧4下端抵住导柱3台阶,上端顶住导套1端面,可使导柱3和导套1上下压缩。导柱3上部开有圆孔,其内装有销2,配合尺寸为Φ4K7/h6,为过渡配合;导套1下部开有通透的长槽,尺寸为4H7,与销2形成Φ4H7/h6的间隙配合,使得导套1和导柱3能上下滑动,但不能分离。找正球头利用螺纹M8紧固在找正杆7下方。托杆8通过M4螺纹垂直安装紧固在找正杆7上,托板12通过螺钉11水平安装在托杆8上,圆盘水平仪13用胶水水平粘在托板12上。
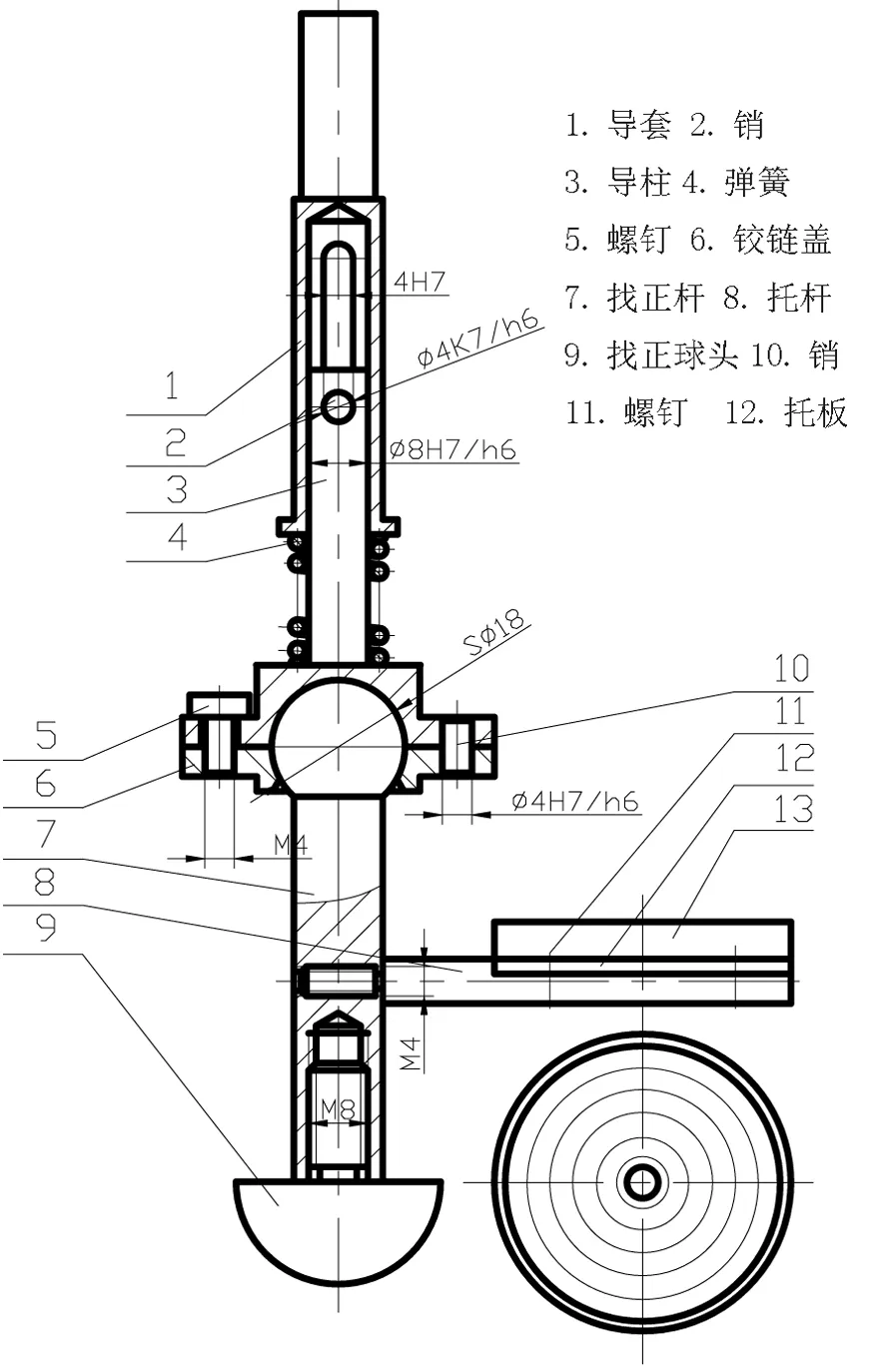
图2 圆孔中心找正仪
2 找正原理
将导柱3铅垂放置,找正球头9压住孔口,移动工件,使找正杆7绕球形铰链摆动,托杆8上的圆盘水平仪13也随之摆动,水平仪气泡同时移动;当找正杆7摆动至与导柱3同轴,此时找正杆7处于铅垂位置,因托杆8与找正杆7垂直,则托杆8处于水平位置,此时水平仪13也处于水平位置,气泡处于中间位置,此时导柱3的位置即为孔的中心位置。
3 找正方法
将工件装夹在数控铣床的三爪卡盘上,将找正仪导套1上部圆柱装入钻夹头刀柄上,装入主轴锥孔中,调整工作台,使找正仪球头9大致处于工件孔的上方,调整主轴向下,使找正球头压住工件孔口,同时使弹簧4压缩约1/3,以便更好地调整;接下来慢慢调整横向和纵向工作台,使圆盘水平仪13上的气泡处于中间位置,找正工作即可完成,此时数控铣床主轴中心即在孔中心上,可以设定工件坐标系的原点。
4 注意事项
因找正仪为多个零件组装而成,装配精度将影响找正精度[2],所以找正仪各零件需制造精良,装配要精度要高;其次被找正零件的加工精度也将影响找正精度,所以零件孔口部位需制作良好,无毛刺;另外受找正球头尺寸的影响,对找正孔的尺寸范围也有限制,必须更换不同球径的找正球头。
5 小结
圆孔中心找正仪大大提高找正速度,提高工作效率;实践表明,该找正仪制造容易,操作简单,具有较高的实际应用价值。
关于《机电工程技术》调价的通知
由于受到纸张、印刷、人工费用上涨等因素的影响,杂志的制作和出版成本也加大。为了达到支出与收入平衡的目的,经编辑部研究决定,从2018年9月1日起,将《机电工程技术》每一期的国内定价由原人民币12元调整为人民币20元整。已订阅的订户按原价12元/册,新订阅的订户20元/册。
感谢广大读者一直以来的支持,我们将继续努力提高办刊质量,为广大读者传播科技知识、解读市场走向。
特此通知
《机电工程技术》编辑部
