PLC控制系统在镇城底矿选煤厂的应用
2018-11-28闫勇杰
闫勇杰
(西山煤电集团有限责任公司镇城底矿选煤厂, 山西 古交 030203)
引言
镇城底矿选煤厂是西山煤电集团镇城底矿的配套选煤厂,设计入洗原煤能力为150万t/年。通过技术改造后洗选工艺升级为重介—浮选联合工艺流程,系统由原煤准备、重介分选、脱介脱水、介质净化回收、浮选、煤泥分级浓缩回收、运输装仓等生产工艺环节组成[1]。采用PLC集中控制系统可实现对选煤厂整套生产设备的连锁启停控制,达到对生产过程的实时动态监测与记录,能够科学准确地完成对生产过程的控制操作,并对洗选过程中各类突发事件进行预警和响应,通过对生产过程的动态监测和对生产工艺参数科学准确的调节,可提高洗选煤炭的精度。为此,镇城底矿选煤厂采用PLC集中控制系统技术对原有的生产控制系统进行技术改造。
1 镇城底矿选煤厂PLC控制系统
1.1 系统架构
镇城底矿选煤厂PLC集中控制系统采用分布式监控系统,系统整体架构分为三层,自下到上依次为:低层为现场设备层,中间层为信号及逻辑层,最高层为管理和监控层。
PLC集中控制系统网络架构的低层为现场设备层,由电机和气动阀等电气控制执行机构构成;中间层信号及逻辑层是全厂整体集中控制系统的核心,主要由CPU主站及远程I/O分站组成。采用Profibus总线网络方式将原煤仓远程分站和矿井的主井皮带控制系统进行衔接,使用ControNet总线网络方式实现产品仓远程分站与选煤厂的装车系统进行衔接。最高层信息与监控层是由3台彼此独立运行的工作站机组构成,分别将高压后台系统、视频监控系统、调度电话系统和瓦斯监控系统进行有机融合[2]。
1.2 工作原理
镇城底矿选煤厂将现场设备层的硬件安装于各车间生产设备的监测和执行部位,可用于对各车间生产设备的信号采集和执行信号及逻辑层下发的指令。现场的各种信号以硬接线的方式通过远程分站上传信号到PLC控制系统主站的CPU处理中心,中心主站CPU结合采集到的数据和信号进行逻辑分析与计算,同时将分析结果传输到现场设备并执行。执行时,控制中心主站CPU将信息监控层上位机所显示的设备运行情况通过以太网传输到上位机。同时,上位机将各种指令信息通过以太网下传至主站CPU,主站CPU结合用户程序进行逻辑分析与计算,并将计算结果传输到现场设备层进行执行,达到生产指挥中心对生产设备的远程集中控制[3]。
1.3 系统的编程软件
PLC控制系统程序采用的是基于Windows系统的Concept编程软件的高性能组态工具,使用LL984逻辑编程语言,其集中控制系统程序逻辑如图1所示。
1.4 集中控制系统功能
1.4.1 设备组态
基于PLC的集中控制系统可实现对选煤厂各车间生产设备的远控连锁、闭和解锁状态控制。正常运行状态下,系统采用远控闭锁,由选煤厂集中控制中心进行生产调度,实现闭锁运行。就地闭锁运行方式可提高集中控制系统的灵活性与安全性,洗选设备可按闭锁关系就地启停,就地闭锁常应用于应急状态下对洗选设备的控制。就地解锁是设备检修时的运行方式,可实现设备的单独启停。
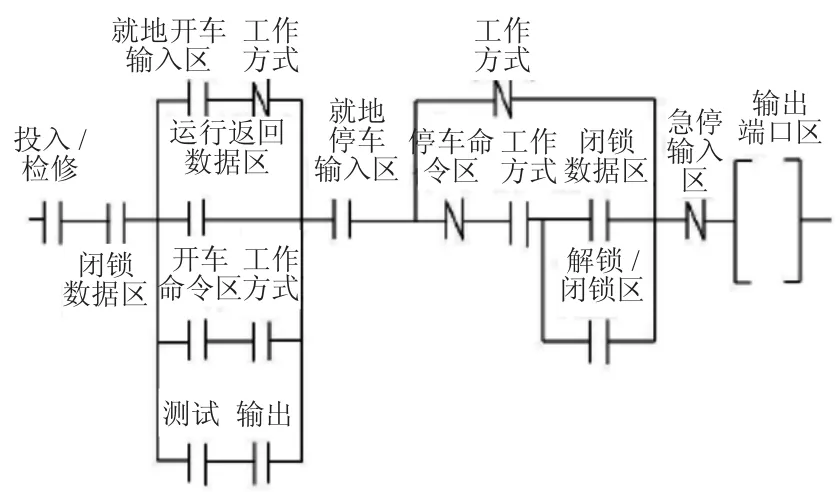
图1 镇城底矿选煤厂PLC集中控制系统程序逻辑图
1.4.2 流程的启停
通过对设备运行信号的采集和对生产工艺数据的处理实现PLC集中控制系统对整个原煤洗选工艺流程的启停控制[4]。镇城底选煤厂在现有的生产设备上安装了信号采集装置,并将原煤洗选工艺中液位、流量、密度和精度值纳入了集中控制系统。同时,把重点生产区域的数据收集纳入集中控制系统中。镇城底矿选煤厂集控中心通过对采集数据进行模拟分析比较,并将数据分析结果转换为系统报警输出信号。
1.4.3 闭环控制
镇城底矿选煤厂PLC集中控制系统的闭环控制通道可实现对重介旋流器入料的压力、流量、液位等控制,具有优化温度控制算法及PID算法的功能。系统对工艺参数变化进行跟踪,对其科学、精准控制,保证了设备良好的运行状态,提高了洗选煤炭的精度和灰分。同时PID闭环控制功能可实现手动和自动双切换,保证了洗选质量和效率。
1.4.4 预告及故障报警功能
PLC集中控制系统的预告及故障报警功能是在生产设备上安装电机综合保护器,实现对生产设备的电流及温度的实时动态监测,避免因电机超负荷运行导致的生产事故发生,同时在设备上安装应急启停按钮和瓦斯监测仪等保护装置,实现了硬件与软件的双重保护功能。
将保护装置信号纳入集中控制系统中,如有信号传输到上位机,PLC集中控制系统发出报警并停机处理,保证安全生产。
1.4.5 数据采集、处理及显示功能
PLC集中控制系统通过对生产设备的实时动态监测,能够科学准确显示设备运行状态、电流、密度、料位和液位等数值,并对数值进行汇总,统计出各种数据报表。
2 应用效果
镇城底矿选煤厂采用PLC集中控制系统技术对原生产管理系统进行技术改造后,大幅提高了原煤入选量及洗选能力和效率,原煤入选量由改造前的150 Mt/年提升到190 Mt/年,使镇城底矿选煤厂的精煤产率达到68.53%,灰分9.23%,洗混煤产率达10.23%,灰分达36.35%,全员效率可达102.6 t/人。通过PLC集中控制系统实现了对生产工艺参数的科学准确调节。同时PLC集中控制系统安全可靠、故障率低,后期的维修和保养成本较小。
3 结论
镇城底矿选煤厂采用PLC集中控制系统对现有的生产系统进行技术改造,有效提高了镇城底矿选煤厂生产系统的自动化生产能力和数字化管理水平,大幅降低了工人的劳动强度,同时实现了对选煤厂各生产流程站点煤炭运输、洗选设备的集中控制,并对整个生产系统的原煤洗选过程、设备运行状况、报警信息、产能等进行综合评估,实现了镇城底矿选煤厂对原煤洗选过程的集中管理、分散控制的管控一体化目标,提高了镇城底矿选煤厂原煤洗选精度、灰分和洗选效率,便于后期的检修与维护,为镇城底矿选煤厂创造了显著的经济效益。
