自动切管机的软带式送料机构的设计选型★
2018-11-28徐锋,朱健
徐 锋, 朱 健
(南京工业职业技术学院, 江苏 南京 210023)
引言
各种形状和规格的管材是许多企业常用的原材料,而不同的产品零件需要的管材型号、尺寸都不相同。切管机作为半成品加工工具,使用频率非常高,他的效率会直接影响成品的加工效率。一般的厂家需要很多种不同大小、形状、长短、材料等的管材,往往都是人工去操控切管机加工不同的管材。现有切管机没有自动送料部分,需要人工将管料送入切管机并且校零,不仅需要人工全程值守,而且速度慢,劳动强度高。应企业要求对现有切管机进行自动化改造,升级部件分为3个部分,送料部分、定位部分和分拣部分。自动送料部分负责将管材送到切管机并且具备储料功能,上料方式为叉车上料。
1 送料部分技术要求
送料部分机构不仅可以兼容直径22 mm以下的管材,还可兼容最高55 mm管径的管材,管材截面形状不限。送料速率和切管机匹配,最高速度可达每分钟输送10根管材。如表1所示,列出了该公司需要在管切机上加工的管料种类及大小参数。

表1 各类管材基本参数
2 软带式送料料仓方案
管料不同于普通物料,由于管料长、质量大,且形状各异,在料仓中很难通过自身重力依次从出料口出料。如果设计成堆叠形式的料仓,就不可能通过间歇机构将管料分离,管料想要一根根分离,最好让其排成一排,没有堆叠,这样管料既能依次下落,又不至于互相摩擦影响外观质量。在这里采用软袋提升料仓的底部,使管料“满”出料仓,管子就会一根根滚进进料口,送到切管工位[1]。如图1所示,软带一端固定在支撑点上,另一端由电机减速器牵引,软带中间有支撑辊轮支撑成V形料仓。

图1 整体方案图
3 总承重估算及底座结构选择
根据设计要求,以料仓放置一次最多30根圆管为例,按照最大管径50 mm、厚度1.2 mm、长度6 m、钢材密度7.85 g/cm3计算。
根据无缝钢管质量m计算公式:

得:

式中:d为钢管厚度;L为管长;R为外径;r为内径。
带入数据得:m≈8.664 kg。
所以单根圆管的质量约8.664 kg,则30根大约260 kg,其他机构预计合约100 kg。合计约360 kg,安全系数1.5,则设计称重为540 kg。同理可得其他种类的管料单根重量和最大根数,如下页表2所示。
根据计算,圆管管径不大于25 mm的和方管、矩形管长宽和不大于40 mm的可以放置60根;圆管管径大于25 mm和方管、矩形管长宽和大于40 mm且不大于76 mm的可以放置30根;方管、矩形管长宽和大于76 mm的可以放置20根。

表2 各型号管料质量及最大放置根数
由于负重不足1 t,属于轻量级,所以采用普通机架机构。为了便于焊接和安装,采用矩形管作为主体材料。管长6 m,至少4个支撑点才能保证管材不变形,考虑到有方管和矩形管,不能使用完整面形式料仓,采用4组相似的支撑架作为料仓[2]。
4 料仓上料软带部分设计计算
上料部分采用软带拖动式,软带近似受力如图2所示。由于负重不足1 t,属于轻量级,所以采用普通机架机构。为了便于焊接和安装,采用矩形管作为主体材料。管长6 m,至少4个支撑点才能保证管材不变形,考虑到有方管和矩形管,不能使用完整面形式料仓,采用4组相似的支撑架作为料仓[3]。
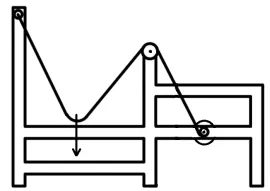
图2 软带近似受力示意图
软带受管材重力,两端分别连接机架和电机,受力点两端力的合力等于管料总重力,当管料被抬升,所需的力越大,直到管料被送入斜面料仓,30根直径50 mm圆管自然堆叠大约高250 mm,简化模型后即管材下端上升到距离斜面250 mm时力最大。此时需要计算软带与水平面的夹角[4],简化后的数学模型如图3所示。
左端机架高度为1 500 mm,右端斜面高度约1 130 mm,所以提升后右边高度为1 500-1 130+250=620 mm。
根据三角函数得:

图3 软带受力数学模型

计算得 x=712.6。则有:tanα≈0.87,sinα≈0.65。
又有

带入数据得F=3 000 N。
两根软吊带受主要力,每根主软带承受力约为1.5 kN。为确保安全,选择2 t的尼龙软带。
根据图2,计算软带长度,直接让软带沿着机架,约为3 760 mm。所以选择4 m长软带,宽度为50 mm,厚度为12 mm的尼龙软吊带。
5 电机减速器选型
上料电机是用来牵引软带,使管料提升,所以电机所需要提供的力等于所有软带受到的力,每根1.5 kN,所以电机需提供最大6 kN的力[5]。
设计上料速度为10 s每次,10 s内电机绞完约2 m的软带,所以电机需要绞动软带以约0.2 m/s速度运行。那么所需功率P=6×0.2=1.2 kW,滚筒直径设计为100 mm,周长100×3.141 5=314.2 mm,按照200 mm/s,转速应为38.1 r/min。选择普通三相异步交流电机,4极电机,额定转速为1 440 r/min,则减速比为1 440/38.1≈38。
变速箱效率约85%,所以电机额定功率至少应为1.5 kW。
下面计算扭矩,滚筒直径100 mm,软带全部绞上的直径约R,则得

式中:R1为滚筒受最大扭矩时的半径;r1为滚筒半径;x为软带长度,为图3中两个斜边长度的和,即:
将数据代入式(4)得R1≈87 mm。
力3 kN,则单轴扭矩为261 N·m。因此减速电机要提供522 N·m扭矩,那么按照上文减速比倒推电机扭矩,为13.8 N·m。
依据扭矩需求,从中选择2.2 kW电机,由于工业三相电频率是50 Hz,所以该电机转速1 420 r/min,转矩 15.6 N·m,可选择电机型号东力GL40-2200-40S3-M-G1-LB。滚筒直径100 mm,电机转速1 420 r/min,减速机同样选择减速比为40的减速机,该减速机在380 V三相电机带动下输出转速为37.5 r/min,在2.2 kW电机驱动下可以提供最高530 N·m的转矩,符合要求。
5 结论
该自动切管机的软带式送料机构适合多种型材的自动上料,同时最大限度地保证了管料到表面质量,实用性强。软带式送料机构上四根软带的一端被固定在支撑点上,另一端由电机减速器牵引,软带中间有支撑辊轮支撑成V形料仓。该软带式送料机构能自动将各类型的管材送至切管机并且运行平稳,满足设计要求。
