钢箱梁风嘴安装施工方法
2018-11-27甘强
甘 强
(广西乐百高速公路有限公司,广西 南宁 530028)
0 引言
随着城市经济的快速发展,桥梁建设可以带动城市建设发展,给市民出行交通带来方便。钢箱梁桥在城市交通中得到越来越广泛的应用,而在其建设中,往往需要进行钢箱梁风嘴的安装。设计桥梁风嘴是为了减少强风对桥面结构引起的谐振,是桥梁结构组成的一部分。特别在设计特大型桥梁时,桥梁风嘴是设计中不可缺少的辅助结构的重要组成部分。本文对钢箱梁风嘴的安装过程进行简要分析,以期对类似安装施工有借鉴作用。
1 工程概况
广西贵港市罗泊湾大桥主跨钢箱梁全长518 m,钢箱梁桥面宽为39 m,全桥共61个钢箱梁节段,主梁两翼风嘴共有122个。由于钢箱梁总宽度大于主塔两立柱之间的宽度,故先顶推主箱梁,现场拼装箱梁时暂不安装两翼风嘴,待顶推过北桥塔/南桥塔后再安装风嘴,否则箱梁无法顶推通过主塔。
为满足风嘴安装施工要求,风嘴在吊装至桥面后,先在桥面利用20 t平板车将风嘴转运至待吊装部位,然后用一台70 t汽车起重机吊将风嘴吊装就位。
2 风嘴吊装
2.1 风嘴外形尺寸及重量
与钢箱梁相同,风嘴也分为ABCDE五种类型段(见表1)。

表1 风嘴外形尺寸及重量表
2.2 风嘴安装吊索具及吊车的选择
根据ABCDE各类型风嘴外形尺寸及重量汇总数据,在进行对比后,吊索具及吊车的选取以满足A型风嘴吊装即可,其他类型风嘴吊装则调整下钢丝绳长度。
2.2.1 吊索具的选取
根据各类型风嘴特点,保证风嘴重心与中心吊点位置在同一竖直线上,选用4根钢丝绳进行风嘴吊装,单根钢丝绳受力及长度如表2所示。
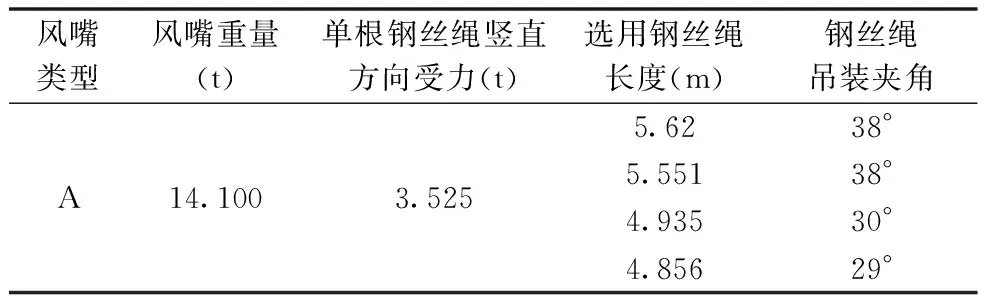
表2 单根钢丝绳受力及长度表
风嘴吊装钢丝绳选用φ22 mm、6×19W+FC钢芯钢丝绳,公称抗拉强度1 770 MPa,查表可知钢丝绳最小破断拉力为304 kN。A型风嘴重约14.100 t,吊装最大夹角38°,单根钢丝绳受力为3.525÷cos38°=4.473 t,安全系数n=30.4/4.473=6.796>6,满足使用要求。
单个吊点最大受力为4.473 t,选用20 t的卸扣,卸扣安全系数n=20/4.473=4.471>4,满足使用要求。
2.2.2 汽车吊的选用
A型风嘴外形尺寸为(长×宽×高):3.4 m×9 m×3.2 m,重量为14.100 t。风嘴吊装时,汽车吊布置在桥面上,横桥向布置示意图如图1所示。

图1 横桥向布置示意图(mm)
根据吊装部件重量及汽车悬架的性能,选用70 t汽车起重机,汽车起重机型号:ZLJ5459JQZ70V。
3 风嘴安装
3.1 施工准备
在风嘴安装前,先检查施工现场环境,查看是否有异物存在,若有异物则及时清理;准备好缆风绳及手拉葫芦等辅助工器具;检查汽车吊性能状况,汽车吊、司机及指挥持证情况,吊索具和吊耳是否完好等。
3.2 安装工艺流程
根据现场条件及风嘴的安装工艺要求,安装流程如图2所示。
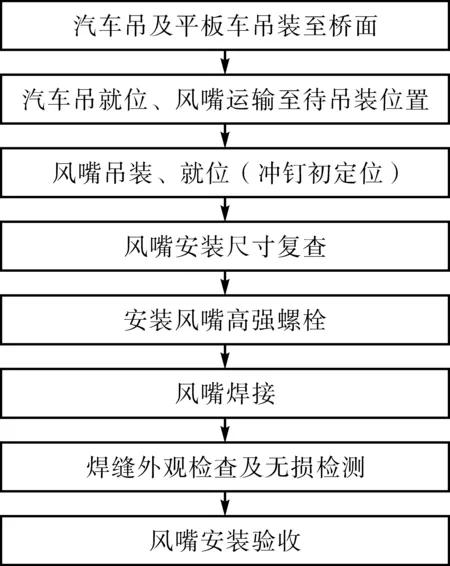
图2 风嘴安装流程图
3.3 风嘴的运输及吊装就位
为降低钢箱梁顶推通过85 m跨时的安全风险,将1#钢箱梁顶推至5#临时墩后,风嘴安装才能开始进行。先安装3#~4#主塔之间的25#~37#钢梁节段,再随顶推进度16#~27#和38#~45#钢梁节段,1#~15#钢梁节段顶推过3#主塔后从1#钢梁节段开始进行安装,47#~61#钢梁节段在顶推平台至4#主塔间安装。桥面风嘴运输的平板车和吊装用汽车吊采用(80+80)t龙门吊吊装至桥面。平板车在桥面将风嘴运至待安装钢箱梁节段上,汽车吊将风嘴如图3所示吊装到待安装部位,当左右两侧的风嘴安装完毕后,即可将汽车吊移动至下一节钢箱梁上,如此循环使用直至将所有风嘴拼装完毕。风嘴运输及吊装示意图如图3所示。

图3 风嘴运输及吊装示意图(mm)
风嘴安装就位时,必须按预拼装状态进行定位,定位完成后对风嘴与主梁间的半宽和风嘴间锚管间距进行复测。风嘴拼接板安装前,应检查摩擦面表面,且清除其表面飞边、毛刺等,按对应编号安装。风嘴就位时,在每个栓接面先栓接临时螺栓和安装冲钉,冲钉直径要求比螺栓孔小0.1~0.15 mm。
3.4 风嘴的栓接及焊接
3.4.1 风嘴的栓接
风嘴连接板的栓接采用高强度螺栓,拧紧方式为扭矩法。拧紧分为初拧、复拧和终拧,拧紧高强度螺栓连接需要拧紧螺母。初拧前,施工人员必须掌握由技术人员提供的不同批次高强度螺栓的施工方法及检查扭矩值,并要求初拧施工时扭矩达到终拧施工扭矩值的50%。在使用扭矩扳手之前,必须检查扭矩扳手的扭矩误差是否大于使用扭矩值的±5%。在每班操作前后,必须对施工用的扭矩扳手的扭矩进行校正,校正人员要把校正结果填入记录表中,并签字确认。电动扳手应配置控制箱,控制箱配置独立供电设备并且保证电源的稳定。
安装高强度螺栓时,应注意螺母及垫圈的安装方向。垫圈有倒角的一侧朝向螺母带圆台面和螺栓头为安装方向。高强度螺栓施拧时,从节点中刚度大的中间部分向不受约束的边缘进行拧紧。对初拧完的螺栓要用记号笔进行标记。当天未安装完的高强度螺栓连接副要重新放回包装箱内进行保管,摆放要整齐有序。在安装高强度螺栓时,不得损坏螺纹。
复拧扭矩同初拧扭矩,终拧扭矩为已计算出的施工扭矩值。高强度螺栓施拧时,只允许在螺母上施加扭矩,从连接板一端向另一端按顺序拧紧。对终拧完的螺栓要用记号笔(颜色与初拧记号颜色不同)作好标记。终拧完1 h以后、48 h之前,要完成对高强度螺栓扭矩的检查。在检查过程中,使用扭矩扳手必须满足其扭矩误差不得大于使用扭矩的±3%。检查方法采用松扣、回扣法进行检查,不合格率不得超过20%,如超过此值,继续进行累计抽查,直至累计合格率达到80%为止,然后对检查过程中出现欠拧的进行补拧、超拧的进行更换后重新拧紧。
3.4.2 风嘴的焊接
风嘴的焊接施工内容主要包括风嘴拼接板的焊接和风嘴与主梁间顶、底板对接焊缝及梁段间环缝的焊接以及顶、底板板条肋嵌补段焊接,其工艺流程为:风嘴拼接板的角接→风嘴与主梁间底板的角接→风嘴与主梁间顶板对接→斜底板环缝对接→顶板的对接→底板板条肋的嵌补角接→顶板板条肋嵌补角接。
风嘴焊接的原则性要求:
(1)焊接质量是风嘴安装的关键,安装精度是影响焊接质量的重要因素,安装公差调整必须在规范允许范围之内。
(2)根据风嘴结构和现场施工的特点,风嘴的焊接必须严格按照经业主、监理审批的焊接工艺进行施工,施工过程中如调整施工工艺,必须上报业主及监理审批同意后才能施工。
(3)风嘴焊接施工作业前,要把准备工作做好:搭建好临时工作平台;配置相关施工器材。在降雨的情况下,一般要求停止施工。若因进度要求,在满足施工和防护措施要求的情况下才能进行施工。
(4)进行焊接时,环境满足风力<5级(施焊部位)、温度≥5 ℃、湿度≤80%的条件下进行。
(5)进行焊接时,如遇到环境条件在温度<5 ℃、湿度>80%的情况,首先对焊缝母材实施预热,预热范围要求为焊缝中心两侧各100 mm以上。
(6)在接头焊缝两侧50 mm范围内,必须用钢丝砂轮除锈并清理表面,确保接头位置清洁。
(7)如果定位焊缝出现裂纹或其他严重缺陷,则应在焊接前除去缺陷。
(8)在风嘴安装过程中,要求全面检查相邻风嘴间顶板和底板的吻合程度和间隙尺寸及接头坡口尺寸,确保桥梁线型符合设计要求并且美观。
为满足风嘴斜底板的焊接施工作业条件,设计了风嘴焊接工作平台,如图4所示。

(a)平面

(b)立面
在风嘴顶部焊接一16#工字钢做轮槽使用,钢箱梁底部检修小车轨道可制作成风嘴操作平台移动系统,其高度为600 mm,宽度为1 200 mm,中间利用爬梯可安全进行上下,平台行走时利用人力进行推动。
当此风嘴焊接完毕后,可将前一组16#工字钢搭接至下一组风嘴处,循环利用。
4 结语
桥梁设计中,风嘴旨在减少强风对桥面结构引起的谐振,是桥梁结构的组成部分。本文的施工工艺主要用以指导广西贵港市同济大桥钢箱梁风嘴安装的施工与管理,完成质量好、效率高,确保了施工安全。