板料折弯工艺标准的规范
2018-11-16王晓东
王晓东
摘 要: 板料折弯机是金属板料冷加工成形机。在冷态下它可利用所配备的通用模具(或专用模具),将金属板材折弯成各种几何截面形状的工件。使用折弯机对金属板材进行弯曲成形加工是钣金加工的主要方法之一。
关键词: 折弯工艺;展开计算方法;工艺标准
1. 选择折弯机的步骤
1)根据所要加工的零件特征选择适合的折弯模具;
2)查看所选模具所在的设备,确定折弯机;
3)计算零件所需折弯压力,检查零件所需折弯压力是否在所选模具和所选折弯机的工作压力范围以内;
4)根据所选折弯机的折弯系数,计算零件的展开图形,绘制折弯图。
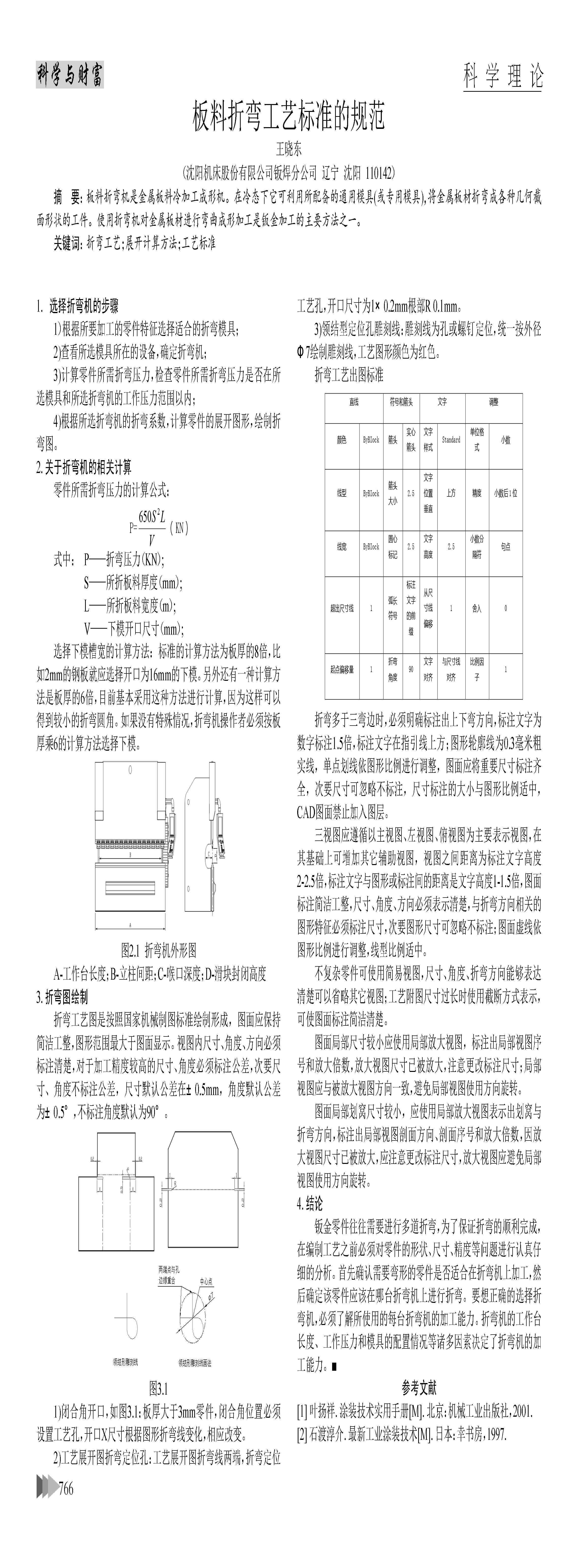
2.关于折弯机的相关计算
零件所需折弯压力的计算公式:
式中: P——折弯压力(KN);
S——所折板料厚度(mm);
L——所折板料宽度(m);
V——下模开口尺寸(mm);
选择下模槽宽的计算方法:标准的计算方法为板厚的8倍,比如2mm的钢板就应选择开口为16mm的下模。另外还有一种计算方法是板厚的6倍,目前基本采用这种方法进行计算,因为这样可以得到较小的折弯圆角。如果没有特殊情况,折弯机操作者必须按板厚乘6的计算方法选择下模。
A-工作台长度;B-立柱间距;C-喉口深度;D-滑块封闭高度
3.折弯图绘制
折弯工艺图是按照国家机械制图标准绘制形成,图面应保持简洁工整,图形范围最大于图面显示。视图内尺寸、角度、方向必须标注清楚,对于加工精度较高的尺寸、角度必须标注公差,次要尺寸、角度不标注公差,尺寸默认公差在±0.5mm,角度默认公差为±0.5°,不标注角度默认为90°。
1)闭合角开口,如图3.1:板厚大于3mm零件,闭合角位置必须设置工艺孔,开口X尺寸根据图形折弯线变化,相应改变。
2)工艺展开图折弯定位孔:工艺展开图折弯线两端,折弯定位工艺孔,开口尺寸为1×0.2mm根部R 0.1mm。
3)领结型定位孔雕刻线:雕刻线为孔或螺钉定位,统一按外径Φ7绘制雕刻线,工艺图形颜色为红色。
折弯多于三弯边时,必须明确标注出上下弯方向,标注文字为数字标注1.5倍,标注文字在指引线上方;图形轮廓线为0.3毫米粗实线,单点划线依图形比例进行调整,图面应将重要尺寸标注齐全,次要尺寸可忽略不标注,尺寸标注的大小与图形比例适中,CAD图面禁止加入图层。
三视图应遵循以主视图、左视图、俯视图为主要表示视图,在其基础上可增加其它辅助视图,视图之间距离为标注文字高度2-2.5倍,标注文字与图形或标注间的距离是文字高度1-1.5倍,图面标注简洁工整,尺寸、角度、方向必须表示清楚,与折弯方向相关的图形特征必须标注尺寸,次要图形尺寸可忽略不标注;图面虚线依图形比例进行调整,线型比例适中。
不复杂零件可使用简易视图,尺寸、角度、折弯方向能够表达清楚可以省略其它视图;工艺附图尺寸过长时使用截断方式表示,可使图面标注简洁清楚。
图面局部尺寸较小应使用局部放大视图,标注出局部视图序号和放大倍数,放大视图尺寸已被放大,注意更改标注尺寸;局部视图应与被放大视图方向一致,避免局部视图使用方向旋转。
图面局部划窝尺寸较小,应使用局部放大视图表示出划窝与折弯方向,标注出局部视图剖面方向、剖面序号和放大倍数,因放大视图尺寸已被放大,应注意更改标注尺寸,放大视图应避免局部视图使用方向旋转。
4.结论
钣金零件往往需要进行多道折弯,为了保证折弯的顺利完成,在编制工艺之前必须對零件的形状、尺寸、精度等问题进行认真仔细的分析。首先确认需要弯形的零件是否适合在折弯机上加工,然后确定该零件应该在哪台折弯机上进行折弯。要想正确的选择折弯机,必须了解所使用的每台折弯机的加工能力。折弯机的工作台长度、工作压力和模具的配置情况等诸多因素决定了折弯机的加工能力。
参考文献
[1] 叶扬祥. 涂装技术实用手册[M]. 北京:机械工业出版社,2001.
[2] 石渡淳介. 最新工业涂装技术[M]. 日本:幸书房,1997.
