桩腿齿条板切割工艺研究
2018-11-16金小成
金小成
摘 要:桩腿是自升式钻井平台重要组成部分,而齿条板又是桩腿中的重中之重,承载着平台的全部重量和载荷,本主要针对目前上海外高桥制造自升式钻井平台CJ50系列的齿条板切割工艺进行研究。具体阐述了齿条板切割的各项要点;如切割前的准备工作,切割过程中需要注意的事项,切割后如何保护防止变形等。
关键词:钻井平台;桩腿;齿条板;切割;
1.概述
本文采用的德国DILLINGER生产的177.8mm厚的ASTM A517 Gr.Q MOD钢板作为研究对象,这是目前国际上已经在服役或在制造的平台中使用最厚的齿条板,钢板宽度为2.2米,长度从4.3米至10米。
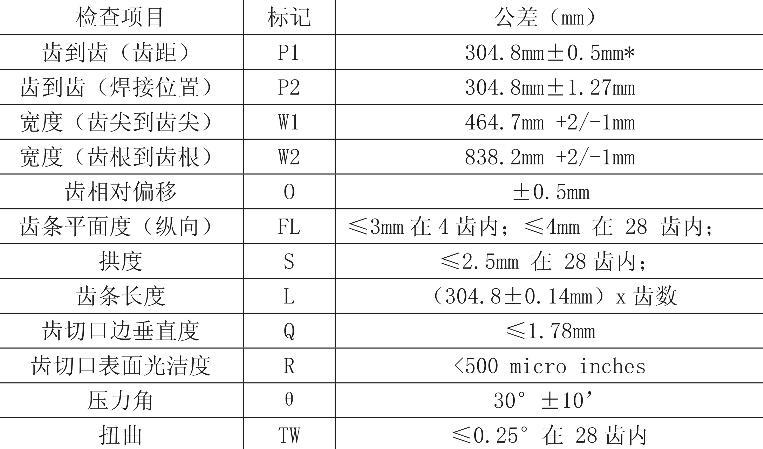
2.齿条切割技术要求
3.切割前准备
3.1材料质量证书的规格、型号、材质及其它标识应与实物和采办合同相符合。
3.2对水平度及光洁度不符合要求的,切割前应做好处理,去除割缝位置的车间底漆。
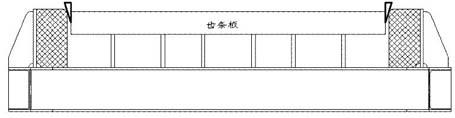
3.3将齿条板放置在如下图的切割胎架上,宽度两侧用楔子固定保证在切割过程中齿条板不会因加热而左右移动影响切割精度。胎架支撑的水平度,确保9米小于1mm。
3.4设备采用液态氧助燃,丙烷作为燃烧气体,保证气体纯度在99%以上,氧气气压0.7~1.2Mpa,丙烷≧0.1Mpa,并保证切割单次的足够用量,必免中途换气情况的发生。
3.5检查设备行走误差,确保纵向7米小于1mm,横向2米小于0.5mm。
3.6根据齿条尺寸及加热温度用CAD画出齿条精确图纸,充分考虑齿条受热变形量。
3.7用软火焰对齿条圴匀加温至100°C至300°C能够保证切割光洁度。
4.齿条板切割
4.1将齿条板加热至300℃后自然放置,使之温度均匀下降导200℃左右。
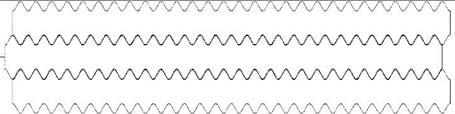
4.2切割采用四个切割枪同时切割,中间两个齿条板为共边切割,切割图如下所示。
4.3正式切割前需要对每个切割枪进行试验,需要验证的有切割枪的双向垂直度、两个枪之间的距离、单个齿形形状、切割面的光洁度。
4.3.1 表面光洁度实验数据和结果照片
4.3.2切割枪距离验证过程照片
4.3.3 切割过程照片,切割前检查不安全因素并做好防护,不允许任何其它人员接近设备,所有切割均需保证一次完成,以防造成切割缺陷。切割完成后,用保温棉包裹好,控制降温速度。温度降至100°C以后,方可吊出切割成品,放至指定平台,自然冷却至常温。
5.总结
依照現场各项实验数据比较,总结出切割效果完美的解决方案,并应用在实际生产当中,为齿条板切割国产化起到关键性作用。
