北京地铁八通线车轮更换工艺浅析
2018-11-15赵志
赵 志
(天津中车四方轨道车辆有限公司,天津 300499)
1 研究背景
由北京地铁公司委托中车四方股份公司实施了北京地铁八通线批量车轮的更换业务。由于该工作是中车四方股份公司城轨车辆轮对的首次批量检修,因此,在实施过程中探索出了一些新工艺、新方法。本文针对此简单做了一些介绍,希望能给类似工作提供一些参考。
2 工艺流程
新车轮加工流程如下:轴箱分解—轴身脱漆—退轮—车轴轮座镟修—车轴超声波、磁粉探伤—轮对压装— 轴承清洗、探伤、检修—轮对超探—大齿轮检查—齿轮箱跑合—轮对涂装—轴箱组装—轴箱跑合—交检轴箱体脱漆、探伤、喷漆。
3 工艺准备及工艺要点
3.1 轴箱分解检修
推卸车轮首先要分解并退卸轴箱组成。然后,对轴箱组成各部件进行清洁,除锈、轴箱体表面按《铸钢件磁粉探伤及质量评级方法》(GB/T9444-2007)进行磁粉探伤,其余部位外观状态检查,目视无磕碰变形,轴箱盖、轴承压盖、轴箱后盖、防尘圈等部件做目视外观状态检查,表面不得有变形、裂纹现象,再重新喷底、面漆。
3.2 轴箱轴承退卸及检修
北京地铁八通线轴箱轴承使用的是日本NSK公司的分体式轴承,其中,车轮侧使用的是42724T型轴承,轴端侧使用的是152724T型轴承。
轴承内圈及防尘圈退卸用感应加热器进行加热推卸,此步骤要注意感应圈加热的温度不宜过快、过高,以免因温度过高导致轴承表面过热变黑而报废。分解后对轴承各零部件进行清洗、利用客车轴承探伤设备轴箱轴承按要求执行探伤。其中,轴承内外圈、轴承滚子表面进行磁粉探伤,不允许有裂纹,对滚子互换性进行检查。
更换轴承润滑脂(铁道IV型脂),需新编轴承清洗、检修工艺文件。分解时防尘圈与轴箱体需做好标记,以便组装时原位配对组装。NSK轴承的内圈、外圈、滚子、保持架和活挡圈之间可互换使用,但要注意满足以下尺寸,如表1所示。
需要注意的是NSK轴承零件与NSK以外的轴承零件不得混用。在对公司实施的16条八通线轮对轴箱轴承进行检测后发现,由于滚子直径相互差超差,NSK厂家判定该批次轴承全部报废。
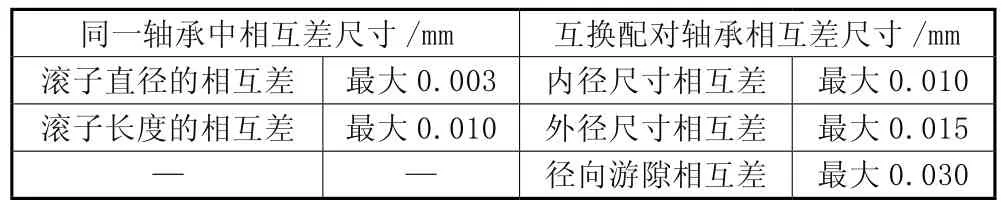
表1 轴承检测相互差范围
3.3 轮轴检修
北京地铁八通线轮对由于车轮上没有注油槽,故车轮退卸时只能在压力机上冷退。拖车车轮退卸在捷克压力机上进行,动车车轮由于带齿轮箱结构受限,且压力又较大,较难推卸。经过技术及工艺人员的共同商议,决定通过车削轮毂,减小其与车轴的紧固力,进而降低退卸压力,以满足现有设备(捷克压力机或BBM)的结构能力范围,从而完成动车车轮的退卸。
车轮压装的压力曲线要符合要求,压装后需进行轮对的跳动检测,要求如表2所示。

表2 轮轴检修关键检测项
车轴在退卸车轮后有可能会产生表面划伤,因此,要检查车轴表面的划痕,当轴身的击打伤、磕碰伤、划伤深度<0.5mm时,允许手工打磨去除,并打磨光滑,消除棱角,圆滑过渡后允许使用。针对轴颈处的划伤、磕碰伤,用200#金相砂纸蘸油打磨,打磨后允许存在轻微痕迹。
车轴施行穿透超声波探伤检查及磁粉探伤检查,车轴穿透探伤按照《机车车辆车轴超声波探伤》执行(TB/T1618-2001),磁粉探伤按照《机车车辆车轴磁粉探伤》(TB/T1619-2010)执行。退轮后的车轴轮座部位需进行镟修,镟修量不得超过0.3mm。轮座镟修后需对引导倒角按图纸进行加工修理。轮对压装后对轮座镶入部位施行超声波探伤检查,压装新轮后,对轮座镶入部施行超声波探伤检查。参照《关于印发<铁路客车轮轴探伤工艺规程(试行)>的通知》执行,车轴上不允许有超过1mm深的当量裂纹缺陷。
3.4 轮对轴箱组装
防尘圈、轴承内圈组装时通过感应加热器进行热装,防尘圈与轴箱体需配对组装。轴箱组装后需加注齿轮箱油,并轴箱跑合试验台进行轴箱跑合试验。
4 结语
城轨车辆车轮是一个高负荷、高运转、频繁启动、制动的部件,是保证车辆安全运行的关键部件。当前,中国城市轨道交通处在集中建设期,未来车辆检修市场潜力巨大,因此,建立健全合理完善的轮对检修体系十分必要。本文通过对北京地铁八通线车轮更换工艺的简单分析,希望与大家共同探讨,共同研究城轨车辆轮对的检修工艺。
