燃气用埋地聚乙烯管道变形分析及对电熔鞍型焊接影响
2018-11-14上海亚大塑料制品有限公司刘旭东
上海亚大塑料制品有限公司 刘旭东
燃气用埋地聚乙烯管道变形分析及对电熔鞍型焊接影响
上海亚大塑料制品有限公司 刘旭东
燃气用埋地聚乙烯管道在实际运行环境中会发生变形,这种变形会对管道的电熔鞍型修补、开支路等操作产生极大的影响,甚至引起焊接失败。针对聚乙烯管道的变形进行分析,从而提出降低变形影响和避免电熔鞍型焊接失败的措施。
聚乙烯管道 变形 鞍型焊接
0 前言
作为典型的柔性管道,聚乙烯管道机械强度远远小于金属管道,受外力易发生变形,由于这种变形对于管道运行不造成影响,往往被忽视。但在管道维护抢修中,使用电熔鞍型管件进行带气修补、开支路操作时,管道变形影响则暴露出来。笔者也多次遇到鞍型焊接正常规程操作,却焊接失败的情况,甚至让使用者对鞍型焊接的安全性产生质疑。究其原因,往往忽视了管道运行中发生变形对焊接的影响。
1 管道变形分析
埋地运行时,引起聚乙烯管道变形的因素主要有三方面:
(1)土壤压力。
(2)地面交通载荷。
(3)管内气压。
1.1 受土壤压力引起的变形
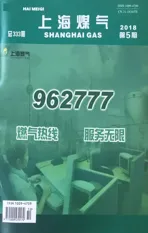
聚乙烯燃气管道按照工程技术规定可以埋设在车行道下、人行道、水田下,埋设深度通常大于0.5 m。土壤在管道上方形成土壤柱,作用在管道上,给管道施加了一个竖直方向的作用力。在管道不发生局部屈曲现象的前提下,管道直径竖直方向将受力造成管径变小,水平方向直径则相对增大。当管道受力力值和变形量过大时,则会引起管道失效,受力情况如下图1。
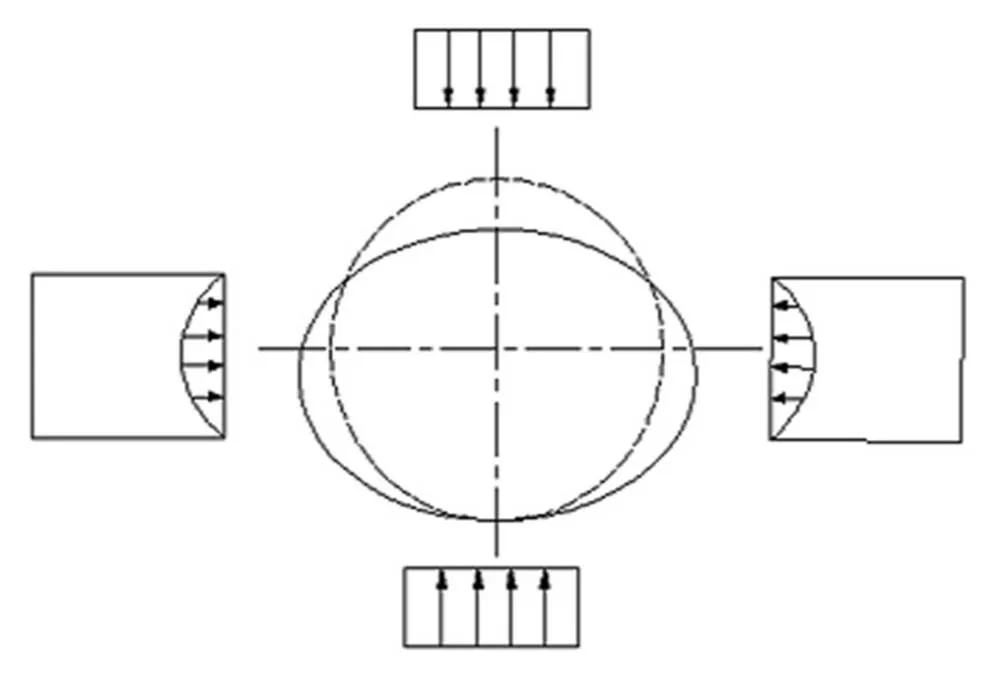
图1 埋地管道受力变形情况
1.2 受交通载荷引起的变形
当管道埋设在交通道路下,道路上车辆或重型设备引起动载荷,《聚乙烯燃气管道工程技术规程》(CJJ 63—2008)规定埋设深度不小于0.9 m,通常管路埋设深度超过3 m时,将不会受到动载荷的明显影响,但实际施工往往无法达到,所以车辆载荷是引起管道变形的主要因素。
据华南理工大学李明阳等应用ANSYS软件对交通载荷作用下埋地聚乙烯燃气管道进行的有限元分析,DN400 SDR17.6的HDPE管道,在软土地基、覆土厚度1 m、管道内压0.25 MPa、车辆动载荷0.015 MPa情况下,结果显示,管道直径变形量从-0.512 mm增加至-0.054mm,水平方向直径变形量从2.321 mm增加至3.39 mm,且变化趋势逐渐平缓,见图2。
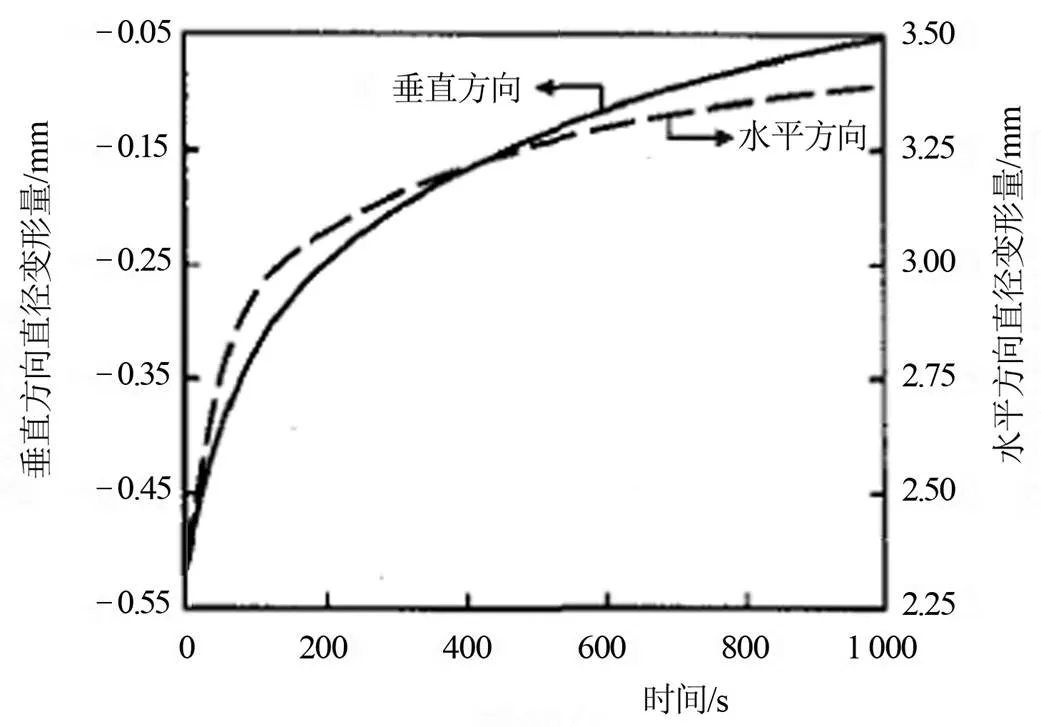
图2 交通载荷下管道变形变化
1.3 管道内压对变形影响
运行过程中,聚乙烯燃气管道内气压通常为0.7MPa,在管道内沿环向出现拉伸应力,使得管道发生变形,引起外径增加,并随着时间推移,变形量逐渐增加,下图3即对DN160 SDR17.6管道进行的测试,管道在1 MPa下,经过88 h的外径变化。外径在内压作用下,外径增大,经过一定时间后,增加量逐渐趋缓。管道运行压力相对较小,远远低于管道屈服应力,所以其变形随时间、温度的变化,既遵守胡克定律,同时受聚乙烯材料粘弹性影响,产生蠕变和应力松弛的影响,形成变形。
图3 DN160管道外径受内压影响的变形
1.4 土壤对管道的支撑作用
聚乙烯(PE)管道上方土壤在给管道施加压力的同时,管道周围的土壤也可为管道提供支撑和保护,主要来自侧面土壤支撑及管土共同作用,并受埋深影响。回填土与管道水平中心线以上的上半圆形成拱形结构,将上部载荷分散到两侧的土壤,即管土共同作用。管土共同作用对柔性管道,尤其是非承压管道防止管道变形起着决定性作用。
土壤的有效支撑,管道回填时的密实度,尤其是管道水平线以下的管腋区尤为重要。根据中国城市燃气协会所编著《城镇燃气聚乙烯(PE)输配系统》一书中的数据,当密实度由0.85提高到0.9,可使竖向变形减少52%;若提高到0.95,则可减少62%;若回填细砂且密实度不足0.85,则相似于没有回填土,管道会发生严重的竖向变形。
1.5 变形量的计算
在考虑外界因素对管道变形影响的同时,管道自身的性能也是决定性的因素,如管道外径、环刚度等。变形量的计算方法,在CJJ 63—2008中并未给出,借鉴《埋地塑料给水管道工程技术规程》(CJJ 101—2016)的公式进行计算,即公式(1)所示:
式中:d,max——管道在土压力和地面载荷作用下产生的最大长期竖向变形,m;
L——变形滞后效应系数,可取1.2~1.5;
q——管顶单位面积竖向土压力标准值,kN/m2;
ψ——地面作用传递至管顶压力准永久值系数;
vk——地面作用传递至管顶压力标准值,kN/m2;
1——管材的外径,m;
Kd——竖向压力作用下的管道的坚向变形系数;
ƞ——管材弹性模量的长期性能调整系数;
SN——管道的刚度级别;
d——管侧土的综合变形,MPa。
2 管道变形对电熔鞍型焊接的影响
聚乙烯管道作为典型柔性管道,其变形量最大可以达到外径的20%,变形可以使得管道周围形成稳定的压力分布,可以有效分解外界载荷对管道的破坏作用,但对管道流量影响可以忽略,并且通过施工设计,可以大大降低变形,对于给水管道输送,最大允许竖向变形d,max为不超过管道计算外径0(管道外径减壁厚)的5%,即:d,max≤0.050。以DN315 SDR11口径管道为例,其最大竖向变形量允许值约为14 mm,通过实际施工获得的数据,变形量达到2~12 mm左右。变形后,管道竖向直径减小和水平方向直径增加,会使得鞍型管件与管道配合间隙增大,无法与管道完全贴合,如图4鞍型管件安装示意图。
图4 鞍型管件安装示意
电熔鞍型焊接与电熔承插不同,其焊接区域为半开放形式,焊接中压力保持相对困难,且焊接区域也相对较小。当变形导致的鞍型管件与管道配合间隙达到一定量时,会导致焊接有效区域减少,从而降低管件焊接强度,引起焊接失败,甚至需要进行停气和抢修升级。
针对管道的竖向变形,在鞍型管件焊接操作时,可以通过制定细致的操作程序,降低变形影响,结合国外焊接经验,提出以下建议:
(1)焊接DN250 SDR11规格以上管道鞍型焊接不建议使用鞍型底托形式管件,应使用专用固定夹具进行固定。
(2)在安装鞍型管件前,使用椭圆规(如图4)进行安装位置的椭圆度测量,竖向变形间隙超过5 mm以上时,建议使用复原工具(如图5)进行复原或者更换安装位置;

图4 椭圆规

图5 复原工具
(3)鞍型管件固定到管材上后,使用间隙尺对鞍型主体与管材间隙进行测量,焊接间隙约0.3 mm,无间隙尺可以使用软磁卡代替。可先将磁卡插入鞍型主体与管道间,插入深度应保证磁卡不与焊接区域接触,缓慢拧紧直到磁卡被夹紧,然后缓慢的紧固螺丝直到磁卡刚好可以取出为宜。
3 结语
聚乙烯管道运行中,受土壤、交通载荷、内压影响,发生变形往往是无法完全避免的,并且这种变形对于软土地基、停气负压等情况时,更加严重,对管道维护抢修造成一定困难。针对于管道变形的影响,在使用鞍型电熔管件进行带气抢修、开支路操作时,必须有严格、细致的操作程序,规范操作步骤,以可提高焊接的成功率,充分发挥电熔鞍型焊接快捷、方便、经济的特点,同时,降低抢修维护带来的社会影响。
Analysis of PE Pipe Deformation on Electrofusion Saddle Welding
Shanghai Chinaust Plastic Co., Ltd. Liu Xudong
The buried polyethylene pipe for gas will deform in the actual operation environment. This deformation will cause welding failure for the electric pipeline saddle repair and branch operation. In this paper, the deformation of PE pipe is analyzed, and the measures to reduce the influence of the deformation are put forward.
polyethylene (PE) pipe, deformation, saddle welding