浅谈图谱分析法在凸轮插针机的应用
2018-11-14许勇坚
许勇坚
(广东省粤东高级技工学校,广东 汕头 515041)
凸轮插针机是一个复杂的精密仪器,主要由塑料送胶机构、塑料遮光SENSRO组成机构、塑料流道机构、空错位塑胶机构、塑料送胶丝杆机构、凸轮机构等等组成。采用插针机可以大大的降低人工成本并且能提高产品的质量。在深圳,许多电子生产厂家使用插针机来提高产品的竞争力,并且加工成本大大降低。2005年,胡达年对插针机的整体结构进行了动力学分析,并且着重研究了整个机构的同轴度以及其整体强度。因此采用图谱对凸轮的运动进行分析具有非常重要的意义。
1 图谱对应凸轮机构运动方法
凸轮曲线主要包括三个部分,分别是基圆、上升段和下降段组成,当凸轮曲线处在上升段时表示凸轮正在缓冲阶段,当凸轮处在下降段时表示其已经回归正常的工作。每个工作段都对应了凸轮的工作情况,而且每段都分别对应了其相应的速度和工作状况。不同的凸轮机构对应的工作状况也各不相同,因此对应的凸轮曲线也不一致,凸轮图谱对凸轮的设计和凸轮的性能都有最直观的反映,反映了凸轮在不同阶段的运转情况。因此在设计凸轮时,根据实际需要对凸轮结构进行旋转,比如当凸轮机构在顶端时需要停顿几秒或者要延长其下降缓冲段。本次采用的凸轮插针机,转速为650r/min,以FPC 80pin产品为例,完成1个产品所需的时间约为7.4s。对凸轮部分的维护为每周1次,每次所需时间4小时。因此节省其维护时间和提高工作效率就是改善凸轮的设计,从而对凸轮图谱进行分析找出其原因,进行最优化设计是重中之重。因此我们在对FPC凸轮插针机进行设计时,根据图谱分析主要有以下原则:(1)应该尽量减少在顶端时间。(2)减少缓冲阶段。高速FPC凸轮插针机的产品建模是典型的复杂工程领域信息技术应用问题。高速FPC凸轮插针机结构复杂、精度要求高,产品研发涉及多个学科,其设计关注的核心技术是凸轮运动副拓扑结构及其精度性能。而高速FPC凸轮插针机的产品信息建模技术必须具有模型描述和软件架构的一致性,才能适应此类复杂装备的多维信息及其精度链等专业技术问题的一致性表示和处理要求。在凸轮设计时,可以对其曲线的各个工作状态根据规律列相应的函数关系式,根据缓冲阶段建立其方程式如下。

从上述中可以知道,P0——上升的整个过程;α0——其夹角;。
这段缓冲段的速度,加速度曲线为:
此处,ω为凸轮旋转角速度。
通常来讲,h0和包角α0在一开始就是已知的,这是一个重要的参数,在这种情况下P0=h0,就可以得到。而在最顶端的速度就可以知道:

通过上式可以得到v0r,但是其得出的结果不一定是正确的,因此只能通过对P0和q的参数进行重新设定,才能得到其结果。通过上式可以得到在其缓冲阶段,基本相当于一条直线。因此为了保持曲线的连续性,还需对凸轮曲线应该保持其二阶函数的一致性,因此对其二阶函数可进行求导。在凸轮曲线中其升程hr0、速度Vr0和加速度Ar0可以通过如下方法得到。
等加速段 (0≤ φ≤φ1):
等速段 (φ1≤ φ≤ φ0):


式中,hro1——凸轮曲线上升hro关于凸轮所运转的角度的一阶函数(mm/rad);
hro11——凸轮曲线hro关于凸轮所运转的角度的二阶函数(mm/rad);
hR——凸轮曲线缓冲末端(mm);
B1——比例系数, B1=φ1/φ0;
φ0——缓冲段张角(rad)。
在凸轮机构的整个图谱中,其函数关系表达式一般是对应的多阶函数。因为整个凸轮机构在运转时并不是一段光滑的曲线,其是一种分段式运动,每一段对应了不同的高阶方程。函数式一般可取3.26项。高次多项式凸轮型线可以表示为:

或y=C+Cx2+Cxp+Cxq+Cxr+Cxs02pqrs
式 中 幂 指 数 p、q、r、s均 为 整 偶 数, 且4<p< q < r <s 。
对五项式:
高次多项式凸轮的挺柱工作升程图丰满系数b和挺柱最大负加速度ymaxΘ为:
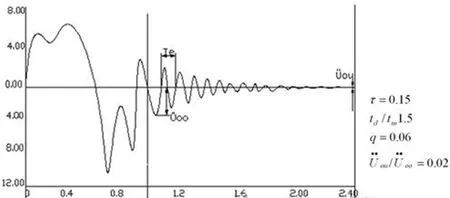
图1 凸轮运动图谱
2 凸轮插针机在图谱中对应的运动方式
凸轮插针机结构复杂,有几百个零部件,本次设计着重考虑凸轮机构的性能和其结构组成,凸轮机构是整个设备最核心的部件。凸轮机构首先通过夹持机构运动将端子料带固定,然后由裁切机构进行裁切,然后通过预插机构将端子预插入塑胶中,最后通过压入机构将端子压入到塑胶中的最终位置。整个凸轮插针机构由电机、皮带、皮带轮、激光传感器、遮光片、凸轮轴、预插凸轮、夹持凸轮、裁切凸轮、压入凸轮、预插机构、夹持机构、裁切机构、压入机构等组成。凸轮机构的各个机构工作方式主要在凸轮的时序图中得到反映,在凸轮轴25°时夹持凸轮开始带动夹持机构运动,到70°时达到位移终点。此时夹持刀顶住端子料带。
裁切凸轮在凸轮轴75°时开始带动裁切机构运动,在凸轮轴130°时达到位移终点;夹持凸轮在凸轮轴97°时带动夹持机构往回运动,与裁切机构一起完成裁切动作,在凸轮轴125°时停止。此时裁切刀将端子从料带上裁下,并与夹持刀一起将端子夹住。预插凸轮在凸轮轴150°时开始带动预插机构运动,在凸轮轴210°时达到位移终点,此时预插凸轮带动预插机构将端子预插到塑胶中。压入凸轮在凸轮轴165°时开始带动压入机构运动,在凸轮轴285°时达到位移终点。此时将端子压入到塑胶中的最终位置,完成插入动作。裁切凸轮在凸轮轴235°时带动裁切刀往回运动,在凸轮轴250°时停止,防止裁切刀与压入刀撞刀。在凸轮轴250°~360°时,所有凸轮复位,此时一个动作循环完成。
3 结语
针对目前插针机存在的难题,对插针机凸轮机构运动图谱进行分析,通过其图谱可以了解各个机构的运动状态。
