垃圾焚烧发电厂渗沥液“变身”
2018-11-12朱伟明贾延明赵伟滨赵树明张伟
■文 / 朱伟明 贾延明 赵伟滨 赵树明 张伟
中国渗沥液处理现状
近年来,中国垃圾焚烧发电产业取得快速发展,截至2017年底,中国投入运行的生活垃圾焚烧发电项目共339个,总处理能力超过65万吨/日,累积并网装机约为7253兆瓦。《“十三五”生态环境保护规划》(国发[2016]65号)提出:到2020年垃圾焚烧处理率达到40%。未来垃圾焚烧发电厂大规模建设仍将持续。与此同时,政府及社会公众也开始聚焦垃圾焚烧发电厂的“三废”治理。“打铁还需自身硬”,垃圾焚烧发电产业要实现健康、稳步发展,必须不断提升工艺、装备、运行水平,节能减排,实现“蓝色焚烧”。与烟气、二恶英等热门话题相比,公众对渗沥液的关注度还较低,但就环境风险而言丝毫不亚于前者,甚至有过之而无不及。
渗沥液指垃圾在堆放和填埋过程中由于压实、发酵等物理、生物及化学作用,同时在降水和其他外部来水的渗流作用下产生的废水。中国生活垃圾具有含水率高,厨余垃圾含量高的特点,直接焚烧易造成焚烧炉炉况不稳定,因此新鲜的生活垃圾在焚烧之前需在垃圾池内进行5-7天的发酵,以沥除水分、提高垃圾热值,在此过程中会产生一部分呈黄褐色或灰褐色并带有强烈恶臭气味的渗沥液。渗沥液的产量随季节波动较大,夏季丰水期可达30%-40%,冬季为10%左右,全年平均在20%左右。渗沥液成分复杂,CODcr、BOD5、NH3-N浓度极高,处理难度大,表1为垃圾焚烧发电厂渗沥液典型水质。渗沥液可使地面水体缺氧、水质恶化、富营养化,威胁饮用水和工农业用水水源,使地下水丧失利用价值,有机污染物进入食物链将直接威胁人类健康,因此垃圾焚烧发电厂的渗沥液必须经过净化处理,实现“变身”,由污水变成可用的好水。

表1 垃圾焚烧发电厂渗沥液典型水质
渗沥液处理技术路线可分为两大类,合并处理和单独处理。合并处理就是将渗沥液直接引入城市污水处理厂进行处理或在垃圾焚烧发电厂内进行必要的预处理后再引至城市污水处理厂处理。合并处理投资较低,可利用城市污水对渗沥液进行稀释,处理过程中还可补充渗沥液中磷等营养物质的不足。合并处理的缺点在于需要严格控制渗沥液与城市污水的体积比,一般认为合并处理的安全范围是渗沥液的体积不超过城市污水体积的0.5%,污泥负荷不超过接受渗沥液前的10%,否则会出现污泥膨胀等问题,影响污水处理正常运行。单独处理就是在垃圾焚烧发电厂内建设专门的渗沥液处理系统。《生活垃圾填埋场污染控制标准》(GB 16889-2008)规定,自2011年7月1日起全部生活垃圾填埋场应自行处理生活垃圾渗沥液并执行表2或表3规定的水污染排放质量浓度限值。《生活垃圾焚烧污染控制标准》(GB 18485-2014)中指出,渗沥液应在生活垃圾焚烧厂内处理或送至填埋场处理设施处理,满足GB 16889的要求后排放,只有满足若干严格条件:例如,重金属含量达到GB 16889中要求,污水处理厂应设置渗滤液专用调节池,才能转移到生活污水处理厂合并处理。尽管单独处理投资较高,但随着对中国国情和渗沥液特点、性质的深入了解,中国国内大部分垃圾焚烧发电厂采用单独处理的方式对渗沥液进行处理,达到排放标准后,排入市政污水管网,至末端有二级生化处理的污水处理厂进一步处理。
由于渗沥液成分复杂,污染物浓度高,采用单一工艺处理很难使出水达到排放标准,往往需要将多种工艺组合应用。通过行业内多年的实践,中国的渗沥液处理工艺越来越完善,逐步形成了“生化处理+膜深度处理”的技术路线。渗沥液可生化性良好,主体工艺采用生化处理不仅运行稳定,而且能够显著降低运行成本,生化处理可实现绝大部分有机污染物的降解,当前主流的生化处理工艺组合是厌氧+膜生物反应器(MBR)。厌氧技术是在没有氧气的情况下,厌氧微生物把废水中的有机物降解成简单、稳定的物质,同时释放出大量的沼气。厌氧处理工艺包括上流式厌氧污泥床、厌氧生物滤池和消化池等技术。MBR的主要特点是能有效地降解污染物中的CODcr、BOD5和NH3-N,微生物菌体100%分离,出水中无菌体和悬浮物,剩余污泥量少,占地面积小,运行费用省。但仅通过MBR处理并不能使产水满足排放标准,还需采用纳滤、反渗透等膜技术进一步处理。一般来说,纳滤膜可以将CODcr进一步降至300mg/L以下,反渗透可以确保出水CODcr在30mg/L以下,满足GB16889-2008对于相关污染控制指标的要求。
近年来中国各地的垃圾焚烧发电厂都面临选址难的问题,越建离市区越远,有的垃圾焚烧发电厂甚至面临周围没有市政污水处理管网的窘境,在这种情况下渗沥液处理零排放成为了唯一的出路。
鲁家山如何实现渗沥液“零排放”?
首钢环境产业有限公司下辖的鲁家山生活垃圾焚烧发电厂是国内第一家实现渗沥液处理“零排放”的工厂,渗沥液处理系统处理规模为900吨/日,产水全部回用于生产系统,水质达到《工业循环冷却水处理设计规范》(GB50050-2017)、《城市污水再生利用 城市杂用水水质》(GB/T18920-2002)中车辆冲洗以及《生活垃圾填埋场污染控制标准》(GB16889-2008)中相应的最高标准,见表2。

表2 鲁家山垃圾焚烧发电厂渗沥液处理系统进出水水质
渗沥液经调节池均质均量后首先进入厌氧罐,在厌氧微生物的作用下,水体中大部分的CODcr得到降解,转化为沼气。厌氧罐出水进入MBR系统,反硝化细菌将水体中的NO3-转化为N2,硝化细菌将水体中的NH3-N转化为NO3-,通过以上两种微生物的新陈代谢,水体中绝大部分的NH3-N得到去除,同时CODcr又作为反硝化细菌的碳源,得到进一步的降解。MBR系统出水CODcr和NH3-N一般在500mg/L和10mg/L以下,剩余有机污染物以腐殖酸类物质为主,通过生化方法已难以进一步去除。
渗沥液经超滤膜实现泥水分离后进入膜深度处理系统,通过纳滤和反渗透的组合工艺,产生达标产水。纳滤膜孔径在1nm以上,能有效截留有机物等大分子物质,同时允许一价盐通过,而反渗透膜孔径为0.1nm左右,理论上只有水分子能够通过。
纳滤和反渗透会产生一部分的浓缩液,相较于渗沥液,浓缩液因富集大量难降解有机物、无机盐类以及微量重金属而更难处理、危害更大,浓缩液的处理是实现“零排放”的关键,甚至有学者认为如果浓缩液得不到有效处理,渗沥液的处理就是不彻底的,所谓的“达标排放”也是没有意义的。经过近几年的实践,鲁家山垃圾焚烧发电厂积累了浓缩液处理的“鲁家山经验”:一是实现了国内第一套也是唯一一套用于渗沥液浓缩液处理的MVR装置的连续稳定运行,二是引进浸没燃烧工艺,将沼气作为燃料产生热能从而蒸干浓缩液,实现“以废治废”,为这一行业难题提供了新的解决方案。
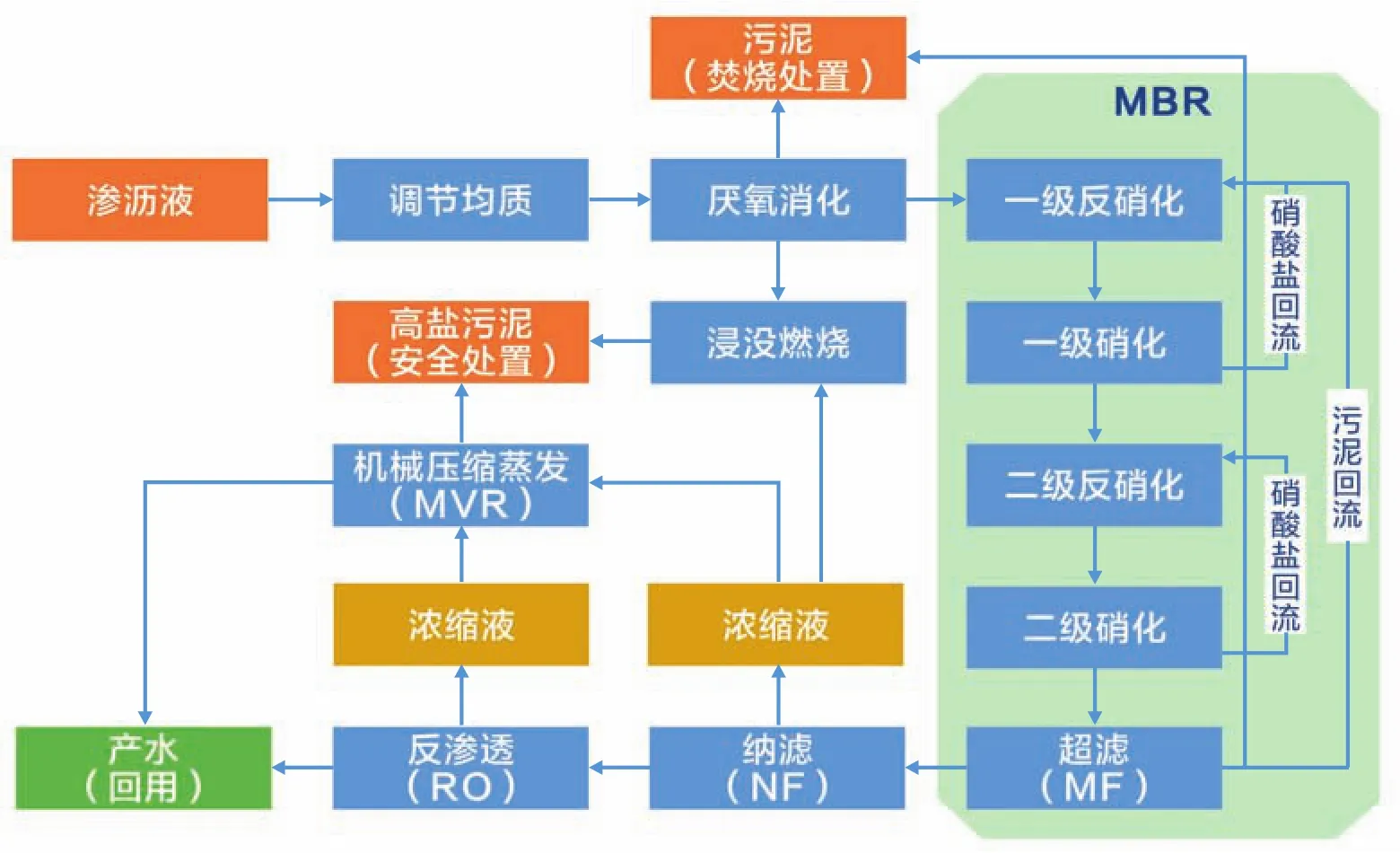
图1 鲁家山垃圾焚烧发电厂渗沥液处理系统工艺流程图
MVR是利用“降膜蒸发+闪蒸”的工艺,降膜蒸发是以汽轮机一抽蒸汽作为启动热源,浓缩液受热后产生的蒸汽经机械压缩机压缩,在降膜蒸发器内不断循环加热浓缩液以达到进一步浓缩的目的。降膜蒸发器出水进入闪蒸罐后,由于闪蒸罐是负压状态,浓缩液快速汽化,当浓度达到一定程度后,输送至离心脱水机进行固液分离,产生盐泥。降膜蒸发器和闪蒸罐产生的蒸汽经冷凝后回收,作为生产用水使用。
浸没燃烧工艺以厌氧罐产生的沼气作为燃料,在蒸发器内沼气与空气按一定比例被送至紧靠浓缩液液面或浸没在液面之下的燃烧室进行完全燃烧,然后将产生的高温烟气直接送入浓缩液中以加热浓缩液,高温烟气进入液体后以大量小气泡形式上升。由于是直接接触式换热,不存在换热面结垢的问题,浓缩液被加热至一定浓度后以残渣或结晶形式排出,挥发性污染物在蒸发时借助局部高温氧化同步去除,蒸汽经喷淋式冷凝塔冷凝后直接作为循环冷却水回收使用。
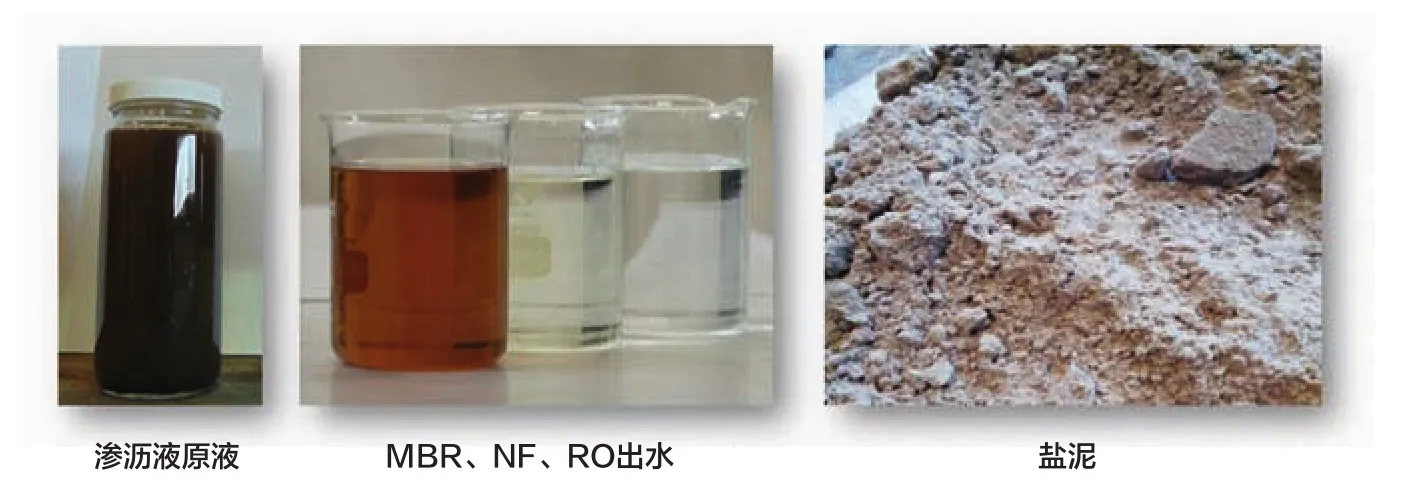
图2 鲁家山垃圾焚烧发电厂渗沥液处理效果图
渗沥液经过层层处理,最终转化为清澈的产水,不但实现了无害化处理,而且产水大量地补充到生产水系统当中,这一点对地处山区、水资源匮乏的鲁家山垃圾焚烧发电厂尤为重要,在夏季渗沥液系统产水可占到全厂总用水量的1/3左右。
垃圾焚烧发电工艺经过百余年的发展,早已不是“一烧了之”,相反对“三废”治理的相关投入可能远远高于焚烧过程本身,渗沥液处理就是一个典型的例子。随着科技、装备水平的提高,当前渗沥液处理工艺流程与组合已经基本规范化,在满足国家环境标准要求的前提下,渗沥液处理工艺的选择已经可以做到因地制宜。要真正将环保工作落到实处,在实际生产过程中还需要监管部门与企业群策群力、各司其职,保证环保设施有效发挥作用。