对污水处理厂尾水的电化学脱氮技术研究
2018-11-12陈逸致北海市红坎污水处理有限责任公司
文_陈逸致 北海市红坎污水处理有限责任公司
1 试验材料与方法
1.1 试验用水与试验装置
试验选择了某地应用Unitank工艺的污水处理厂排放口出水,该污水处理厂出水水质执行国家二级标准、处理规模为4×104m3·d-1,表1为该污水处理厂尾水水质。试验采用了由PE材质制作的510mm×810mm×910mm尺寸装置,该装置采用电位在1.6~1.8V的自制多元金属氧化物涂层钛基质平板电极作为内部电极,阴阳极板间距为5cm,极板间装填由活性炭和含有银、铜、铁、锰等等金属固体颗粒组成的催化填料。

表 1 污水处理厂尾水水质
1.2 试验方法
试验过程处理水量为5~10m3·d-1,开展连续运行以满足试验需要,为保证试验结果受到吸附作用影响,试验装置在未通电前需先用原水浸泡催化颗粒填料(极板间),试验正式开始后需接通试验装置电源并通过调节使输出电压(稳压直流电源)达到预定值,在通过水泵和流量计后,试验用尾水将注入催化电氧化反应器,由此定时取样并开展TN去除效果分析,即可验证电化学脱氮技术应用效果。
1.3 水质指标分析及方法
试验采用2009年中国环境科学出版社出版的《水和废水监测分析方法》中记载的污水水质指标及测定分析方法,采用纳氏试剂光度法进行氨氮的测定、HACH COD快速测定仪(HACH DR-200型)用于COD测定、酚二磺酸光度法用于NO3--N测定、过硫酸钾分光光度法用于TN测定,YSI、HANA、WTW传感器负责DO、ORP、pH的在线连续监测,YSI-Pro2030DO型号的便携式多参数水质分析仪用于电导率检测,酸碱指示剂滴定法负责碱度测定、气相色谱-质谱联用仪负责有机污染物测定。
2 试验结果与探讨
2.1 电流密度影响
结合试验结果,笔者首先就电化学脱氮技术应用中电流密度带来的影响展开分析,分析以TN去除效果为依据,试验过程中pH值为6.0左右、尾水进水流量为6m3·d-1,尾水的TN含量则处于23.5~27.1mg·L-1区间,每12h取样一次、连续运行5d,图1为电流密度影响示意图。结合图1开展分析不难发现,在反应器极板电流密度为10.67mA·cm-2、16.00mA·cm-2、32.67mA·cm-2、63.33mA·cm-2时,TN去除效果存在明显差异,其中16.00mA·cm-2时TN去除率为33.0%,63.33mA·cm-2时去除率则为53.2%,TN去除效果总体上呈现出随阳极电流密度增加而增加的趋势,这是由于催化氧化还原性能(电极板和固体催化填料)随着电流密度的提高而提升,考虑到电力浪费,为提升电流的有效利用率,本文将32.67mA·cm-2定为最佳电流密度。
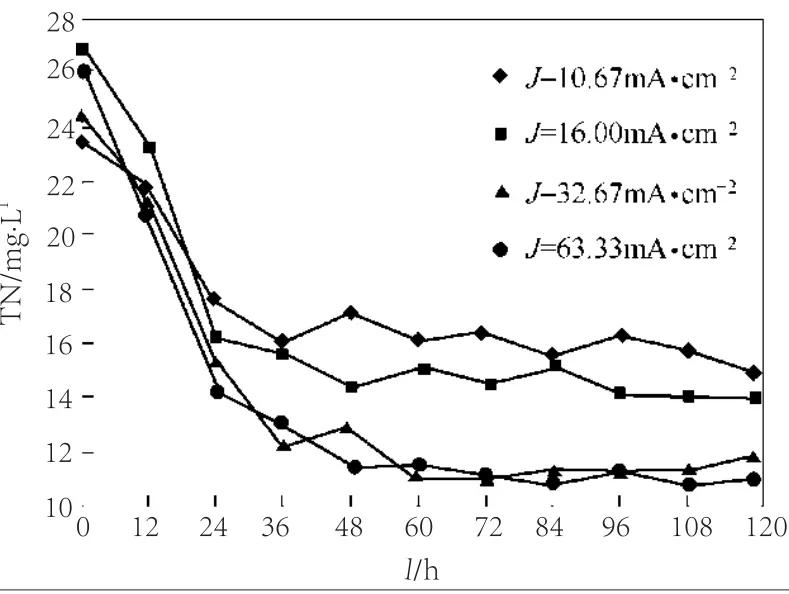
图1 电流密度影响示意图
2.2 进水pH值变化影响
在尾水进水流量为6m3·/d-1、进水TN平均值为26.40mg·L-1、电流密度为32.67mA·cm-2时开展试验,可得出图2所示的进水pH值影响示意图,结合该图可直观发现进水pH值与电化学脱氮技术TN去除效果存在的一定联系,但该值对电化学脱氮技术TN去除效果的影响较小。深入分析不难发现,经电化学脱氮技术处理后的污水处理厂尾水出水pH值均处于6.18~7.10之间,而当尾水进水的pH值小于5时,电化学脱氮技术处理后尾水的TN去除率出现小幅度提高,而当尾水进水的pH值大于5时,电化学脱氮技术处理后尾水的TN去除率则出现了一定程度下降,但进水pH值变化带来的TN去除率上升与下降并不明显,且催化电氧化反应器具备调节出水pH值的能力,这正是试验得到的出水pH值均处于6.18~7.10之间的原因,而考虑到电化学脱氮技术尾水处理成本,试验过程不对该pH值进行调节。

图2 进水pH值影响示意图
2.3 水力停留时间影响
在进水pH值处于6.25~7.02区间、进水TN平均值为26.40mg·L-1、电流密度为32.67mA·cm-2时开展试验,试验主要围绕15、30、60、90min的水力停留时间展开,随着水力停留时间的增大,电化学脱氮技术TN去除效果提升明显,这种情况的出现是由于电化学脱氮技术去除尾水中TN并非是一个瞬间过程,TN的去除需要一定时间,而随着水力停留时间的延长,固体催化颗粒填料与尾水中污染物质的接触更为充分,电场中的停留时间也因此大幅延长,这些便使得水力停留时间的延长最终提升了电化学脱氮技术TN去除率,TN的氧化分解可能性增强是这种情况出现的最本质原因。但值得注意的是,虽然延长水力停留时间可保证电化学脱氮技术更好发挥自身TN去除效果,但如果水力停留时间超过一定限值,副反应加剧情况很容易因此出现,电化学脱氮技术的电流效率也会因此降低,水力停留时间超过1h后TN去除率的变化放缓便与副反应加剧存在直接联系,因此试验最终确定了30min为最佳水力停留时间。
2.4 相关探讨
结合上述试验不难发现,在应用电化学脱氮技术的某地污水处理厂尾水处理中,26.40mg·L-1的进水TN平均值、6.25~7.02区间的进水pH值、32.67mA·cm-2的反应器极板电流密度、30min的水力停留时间可保证电化学脱氮技术最大化自身效用发挥,其NH3-N去除率可达54.9%,而NO3--N的去除率则能够达到72.8%,由此可见电化学脱氮技术在污水处理厂尾水总氮去除方面具备的优异表现,而结合上述参数开展试验,可发现电化学脱氮技术的应用成本主要为电能消耗,每1m3污水处理厂尾水的电化学脱氮技术处理耗电为0.3kW·h,且这一过程可脱去0.018kg的尾水中TN,因此污水处理厂尾水TN的处理耗电为16.7kW·h/kg,相较于离子交换脱氮、生物脱氮等技术,电化学脱氮技术的污水处理厂尾水TN处理具备运行费用低、效率高、方法简单、运行温度特点,电化学脱氮技术应用价值得到了更为直观证明。此外,电化学脱氮技术开展的尾水处理还具备出水水质偏中性、无须调节反应器进水pH值、可实现低C/N条件下的高效脱氮等特点,这些均能够较好证明电化学脱氮技术具备的较强尾水处理能力。
3 结论
综上所述,电化学脱氮技术可较好服务于污水处理厂尾水处理,在此基础上,本文涉及的试验用水与试验装置、试验方法、水质指标分析及方法、电流密度影响、进水pH值变化影响、水力停留时间影响等内容,则提供了可行性较高的电化学脱氮技术应用路径,而为了更好发挥该技术效用,围绕生物电化学技术、BES脱氮反应器开展的相关研究必须得到重视。
