横河DCS与西门子PLC的数据通讯设计与实现
2018-11-08殷倩倩
殷倩倩
(山信软件莱芜分公司,山东莱芜,271104)
0 引言
莱钢焦化厂现在使用的工业控制系统主要包括横河DCS、西门子系列品牌,不管是硬件还是软件界面DCS和PLC都不同各有各自的技术特点和标准差异,不同型号的DCS与PLC之间通讯比较困难。 而且由于现场设备不断更替、改建、技术改造,所以就需要实现各系统之间的数据通讯和传输。
焦油深加工项目中央控制系统采用横河CS3000 DCS控制系统,系统内部采用专用冗余ESB通讯网络,通讯介质为专用ESB电缆;DCS之间采用横河专用冗余Vnet通讯网络,通讯介质为双绞线; 系统与上位机之间通讯采用横河专用冗余(Vnet+Vnet/IP)通讯网络,通讯介质为双绞线,其中上位机需要专用冗余通讯VI702。
管式炉等子系统采用西门子S7-300 PLC控制系统, PLC与上位机之间采用的通讯方式为工业以太网,通讯介质为双绞线。
1 通讯的分析与设计
随着焦化厂人员逐年减少,各车间岗位整合,不同系统集中监控,不同系统间连锁控制逐年增多,实现各系统间通讯变得尤为重要目前焦化厂共有横河DCS系统30余套西门子PLC60余套,由于各工控系统通讯协议和通讯方式各不相同,要实现各系统通讯和数据共享会变的更加复杂。焦化厂要实现系统间通讯资源共享存在以下难点。
(1)各系统都制定了自己的通讯协议和技术标准,为实现各系统间资源共享制造了障碍。(2)每个系统支持的通讯接口与协议各有不通。(3)PLC和DCS系统安放位置过于分散,搭建通讯网络困难太大费用太高。(4)各系统对数据要求各不相同,建立数据库结构过于复杂。(5)通讯信号的门电压为 12V,线路过长,通讯网络太复杂,干扰太严重。(6)构建通讯线路的施工难度较大。
从现有工控领域现状来看,各厂自动化系统都面临着不同自动控制系统之间整合的难题,不同的控制系统甚至相同系统不同型号间都存在兼容的问题。为解决这些问题,先后推出了控制局域网络( CAN)、 PROFIBUS、WorldFIP现场总线、P- NET、 LON 总线、基金会现场总线( FF)、 HART 等多种通讯协议, 但仍存在一些问题,如: 系统不开放各系统间产品缺乏互换性互操作性。
为实现莱钢焦化厂横河DCS与西门子PLC间数据通讯提出以下三种方案。
(1)基于PROFIBUS-DP方式实现通讯
PROFIBUS现场总线是一种国际化,开放式,不依赖于生产商的现场总线标准。 传输可使用RS-485传输技术或光纤媒体。
横河CS3000控制系统中的通讯模块ALP111采用的是PROFIBUS-DP协议,西门子S7系列PLC同样支持PROFIBUSDP通讯协议,两套系统间就可以实现通讯构建。
在 PROFIBUS- DP通讯中ALP111需要作为主站的通讯模块,但是CS3000不支持通讯中 GSD文件的识别, 因此通讯的组态需要第三方的组态软件实现,而 Hilscher公司编写的软件 System configutator可以实现这个功能。
[23]Judea Pearl, “Theoretical Impediments to Machine Learning with Seven Sparks from the Causal Revolution”, Jan.11, 2018, https://arxiv.org/abs/1801.04016.
(2)基于Modbus方式实现通讯
Modbus通讯协议支持传统RS-232、RS-422和RS-485等设备,它采用查询通讯方式进行主从设备的信息传输。
横河CS3000控制系统中的通讯模块ALR121支持Modbus通讯协议。 而西门子S7系列PLC(CP341)同样支持Modbus通讯协议,这就为这两套系统间的Modbus通讯提供了可能。
(3)基于以太网实现通讯
横河控制系统 CS3000系统间通讯采用 Vnet通讯网络,与西门子 PLC的以太网通讯网络不能兼容,但是 CS3000有专用的以太网通讯模块 ALE111, 支持 TCP/ IP通讯方式,而西门子 s7系列 PLC同样支持 TCP/ IP通讯方式,这就为这两套系统间的以太网通讯提供了可能。
综合考虑成本和方便可操作性最终采用第一种PROFIBUS-DP通讯模式。
2 制功能方案的实施
硬件方面:利用ALP111模块(横河Profibus-DP 模块),与CP342-5(西门子Profibus-DP 模块)通过DP连接。
软件方面:横河DCS系统采用CS3000+LFS2540编程软件完成通讯组态,西门子PLC采用step7编程软件完成通讯编程,最后由第三方软件System Configurator(Hilscher公司编程软件)进行整合。
(1)配置硬件

图1 硬件配置
(2)软件配置
此通讯设计是由CS3000 R3.08(横河DCS组态软件)、LFS2540(DCS PROFIBUS通讯软件包)、step7 5.5(西门子PLC编程软件)、System Configurator(Hilscher公司的编程软件)、Windows XP(操作系统)五大系统相互联系配合实现的。
(3)网络组态
在横河DCS和西门子PLC中设置好整个Profibus-DP网络的配置,包括网络波特率、主从站地址以及主从关系表等参数。在第三方软件数据通讯软件上,进行组态。在工作人员的配合设置下,形成整个Profibus-DP网络的配置,包括网络波特率、主从站地址以及主从关系表等参数。在第三方软件数据通讯软件上,进行组态。实时组态有以下操作:
①首先通讯软件上定义参数(System Configurator)
打开编程软件从slave Configuration配置重要参数,将模块类型、数据类型、主站地、从站地址、波特率、等信息如实按照现场通讯设置,如下图2配置。
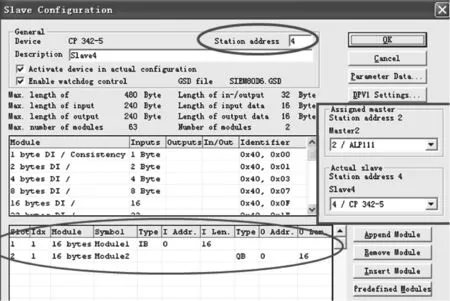
图2 slave Configuration配置
②从System Configurator的菜单栏选项中选择Export导出相应的DBM文件。
③将从System Configurator中导出的DBM文件导入到横河DCS组态软件CS3000。
④最后在ALP111编程,将变量进行添加,设置数据类型,大小整理,定义好每个变量的通讯地址。

图3 定义通讯地址
3 结束语
通过 Profibus- DP总线最终实现了横河 DCS与西门子 PLC之间的通信, 并且经过一断时间的检测,可以稳定运行,并且具有一定的数据处理能力,对系统间联锁和对子系统运行状态的监控,为现场操作人员提供了更便利的方式,保证了生产的顺利进行。
