天然气液化脱酸系统发泡技术研究
2018-11-08赵光伟
赵光伟
(宁夏哈纳斯液化天然气有限公司,宁夏 银川 750021)
由于MDEA溶液(N-甲基二乙醇胺)对H2S具有良好地选择性,在一定浓度下对CO2和H2S进行循环吸收,再生效果非常好,而且其再生温度低,热稳定性好,蒸汽压较低,容积损失小,对碳钢设备基本无腐蚀[1]。使用MDEA溶液脱酸成为近年来天然气脱酸的主流方法,越来越多的液化天然气厂家使用这一方法。当然缺点也是存在的,在使用MDEA溶液脱酸过程中会存在发泡和拦液现象,甚至会引起雾末夹带造成MDEA溶液损失,对下游工艺单元也会造成影响,使天然气脱酸能力大为降低,进而使生产装置的加工量下降或者不能正常生产运行。所以怎么控制或减少MDEA溶液的发泡问题,是液化天然气厂家保证生产装置安全、平稳、高效运行急需解决的首要问题。
1 脱酸系统发泡和拦液现象及原因
1.1 发泡和拦液现象
宁夏哈纳斯液化天然气装置自2011年建成投产以来,天然气净化单元脱酸系统发泡和拦液现象时有发生,尤其是在晚上的时候发泡现象更加频繁。发泡时脱酸系统吸收塔的各项参数指标会发生明显的变化,大量的MDEA溶液会随着天然气气流上升发生雾沫夹带现象,而吸收塔的差压△P迅速增大的同时塔底部的MDEA溶液液位会快速下降,导致在吸收塔中上部水洗段液位快速上涨,甚至吸收塔顶的塔顶分离器液位也会明显上升。吸收塔里面MDEA溶液的温度会比原来有所降低,天然气在吸收塔顶出口的CO2组份会出现明显变化(CO2含量快速上升或超过产品合格指标)。由于脱酸系统吸收塔各项参数指标的变化,脱酸系统再生塔的部分参数也随之出现变化。例如再生塔的压差明显增大,再生塔底部液位会出现下降的趋势 ,再生塔顶部的出口温度也会上涨等。我们正常操作时在处理脱酸系统发泡和拦液现象的调节手段一般有两种:一是快速把生产加工量降低(主要是防止脱酸指标不合格的原料气和大量的MDEA溶液带入到下游单元),二是向脱酸系统加入消泡剂。但是由于降低生产加工量和给吸收塔中加入消泡剂只能缓解发泡和拦液的现象,还是会对装置的运行平稳率和产率有极大的影响。所以找出发泡的原因并实施有效的措施,才能从根本上去解决这个问题,进而确保装置能平稳长周期的运行。
1.2 发泡原因
根据对本厂原料气组份、MDEA溶液浓度、操作数据进行分析。发现引起脱酸系统发泡的原因有以下几点:第一原料气中CO2含量波动:白天一般稳定在0.3%~0.6%左右,而在夜间在0.8%~1.2%左右浮动,有时甚至会达到2%。第二原料气温度的变化不稳定,白天温度在35℃左右恒定不变,但是在晚上尤其是后半夜时原料气温度会降低很多。所以导致原料气和MDEA溶液的温差不稳定,变化极大(△T在5~10℃时吸收效果最佳)。第三MDEA溶液配比浓度较低:MDEA溶液浓度在32%,HEP溶液浓度在7%(见表1)。第四在对本厂的MDEA溶液重烃外排操作中发现有活性炭颗粒,管道焊渣和铁锈等杂质。
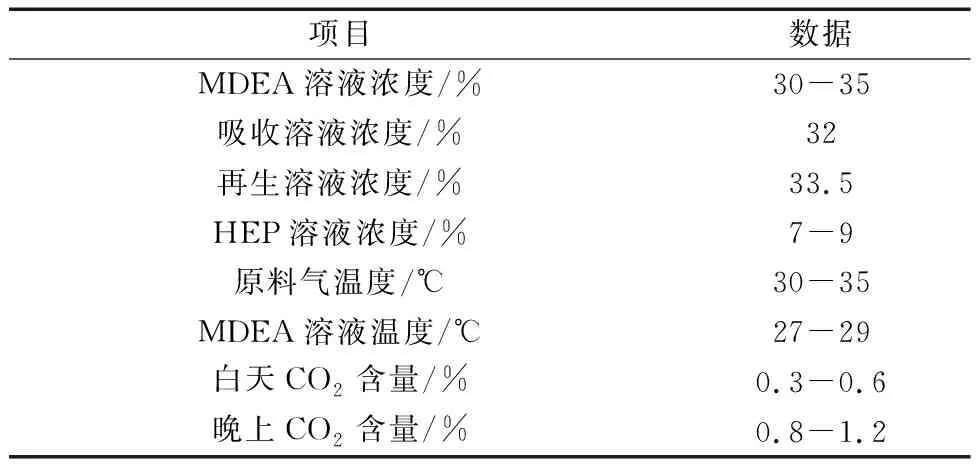
表1 天然气净化单元脱酸系统数据
2 脱酸系统发泡原因分析
气泡是由溶液中的气体分子与液体分子相互碰撞,进行能量交换,使相邻气体分子发生聚合,并克服液体的表面张力而形成的,由于气泡密度远低于液体的密度,气泡快速上浮到液面,并受液面液膜的作用而聚集于液面处,形成由液膜隔开的气泡聚集体,形成泡沫[1]。当溶液被污染而含有能够降低溶液表面张力、提高溶液表面粘度的杂质(即类似于表面活性剂的物质)时,产生的气泡使体系的比表面积增大而克服表面张力所做的功较不含杂质时减少,则泡沫体系的表面自由能较前降低,溶液就会产生相对比较稳定的泡沫[2]。所以泡沫的形成与液体表面张力和气泡界面的弹性膜强度有关,表面张力小,液体表面增加(形成气泡)所消耗的功就少,即越容易起泡,气泡界面的弹性膜强度越高,泡沫的稳定性越好[1]。在天然气液化装置脱酸过程中MDEA溶液吸收酸气,其本身就有很大发泡趋势,而烃类、油类和FeS与Fe(OH)3等腐蚀产物的存在,使溶液的表面张力降低[3]。另外在装置运行时原料气的温度变化,下游脱水单元和脱重烃单元切床时的压力波动,原料气组份中CO2含量的变化都会增加MDEA溶液发泡的几率。
3 脱酸系统发泡和拦液现象处理办法
找出脱酸系统发泡的原因并实施有效的整改措施,才能从根本上去解决这个问题,进而确保生产装置的运行平稳率和产率。结合装置条件和实际工况,使用了下列相应的处理办法:
(1) 对脱酸系统的各个塔、罐、气液分离器定时进行烃类物质的外排操作,防止烃类物质过多影响MDEA溶液。
(2) 提高脱酸系统过滤设备的过滤精度,以减少带入胺液系统的杂质量。并且及时清洗或更换过滤设备。
(3) 根据胺液浓度及时补入新鲜胺液,提高胺液浓度,将MDEA溶液浓度在50%左右。(包含HEP活化剂溶液浓度在内)见表2。
(4) 协调上游单元控制原料气组份,当CO2含量增加时,及时调节脱酸系统中胺液再生塔的热源,提高胺液的再生效果。
(5) 调整操作,控制原料气进气温度和MDEA溶液温度,将气液两相温差控制在最合理的5~10℃之间。

表2 改进后天然气净化单元脱酸系统数据
(6) 平稳操作,保持各个工段的压力和流量保持在稳定状态。如有压力和流量波动时,及时调整。
(7) 降低脱酸系统胺液闪蒸罐压力,让更多胺液中溶解烃类闪蒸出来。
(8) 及时取样化验分析,严密监控原料气组份和胺液浓度的变化。
4 结束语
宁夏哈纳斯液化天然气装置自投产运行以来,天然气净化单元脱酸系统发泡现象频繁发生,严重时更影响了装置的安全、平稳、长周期的运行。在对脱酸系统胺液发泡现象实施积极有效的调整措施以后,明显减少和控制了脱酸系统发泡现象的发生,保证了生产装置的正常运行,提高了装置的加工产量。
