基于红外测温检测手段的金属线夹发热诊断
2018-11-06韩超先
韩超先
(国网山东省电力公司威海供电公司,山东威海 264200)
1 案例经过
2015年11月11日,现场人员在对某变电站使用FLUK Ti-27红外测温仪开展外测温发现#1主变低压侧母线桥铝排与绞线连接处线夹C相分别发热33.0℃(对比A相22.4℃,B相25.2℃),较另外两相高近8℃,测温图谱如图1[1]。
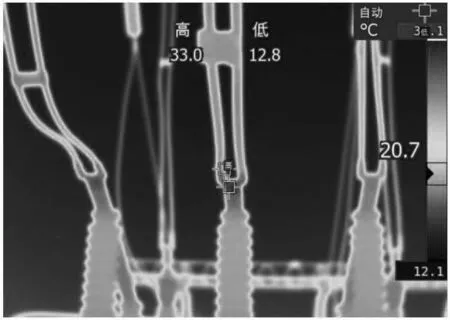
图1 红外图谱
作业人员调看历史测温跟踪记录,发现该部位以往即存在温度偏高现象,当天由于负荷较重,导致C相较另外两相发热更为明显,达到缺陷标准。
为进一步确认缺陷类型和情况,现场作业人员调整主变接带负荷,发现随负荷变化,温度呈现显著正相关性。
线夹温度与负荷电流关系如图2所示。
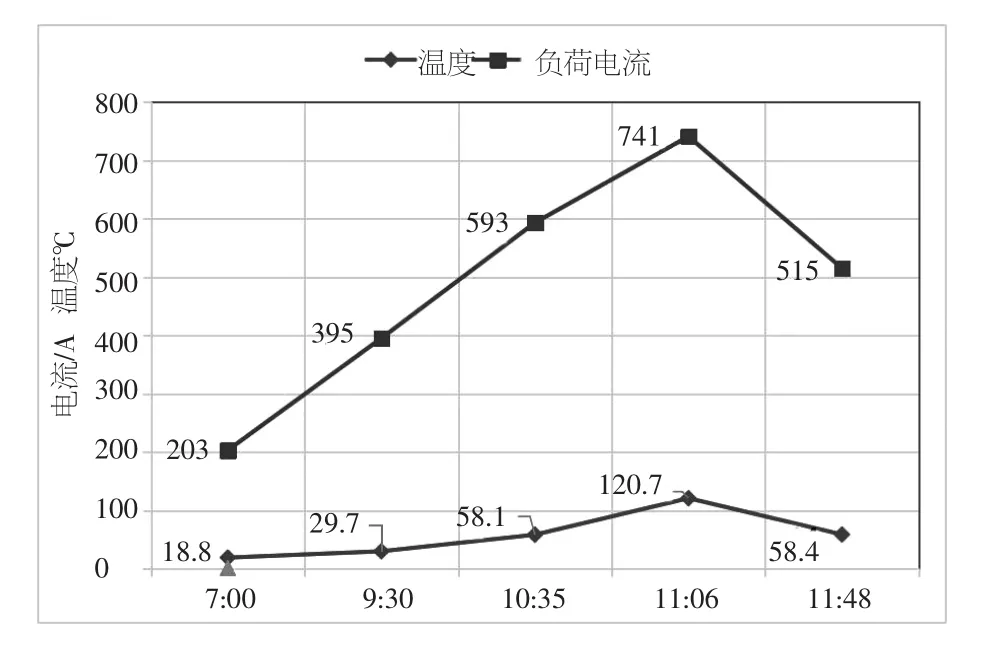
图2 线夹温度与负荷关系图
测温图谱如下所示(图3-图7):
由此判断缺陷属于电流型致热缺陷。在重负荷情况下,发热垫最高温度达到120.7℃,根据DL/T 664-2008《带电设备红外诊断技术应用导则》表A.1电流制热型设备缺陷诊断判据“金属与金属连接线夹发热>90℃,并<130℃”,确定缺陷级别为严重缺陷,并填报缺陷流程。
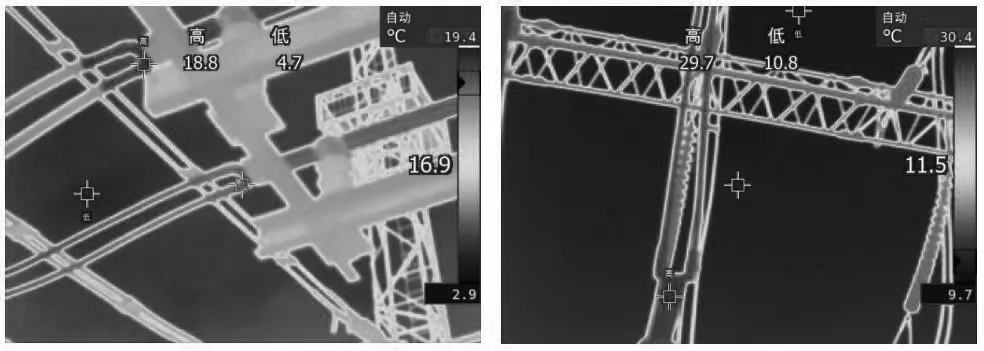
图3 7∶00测温图谱
图4 9∶30测温图谱
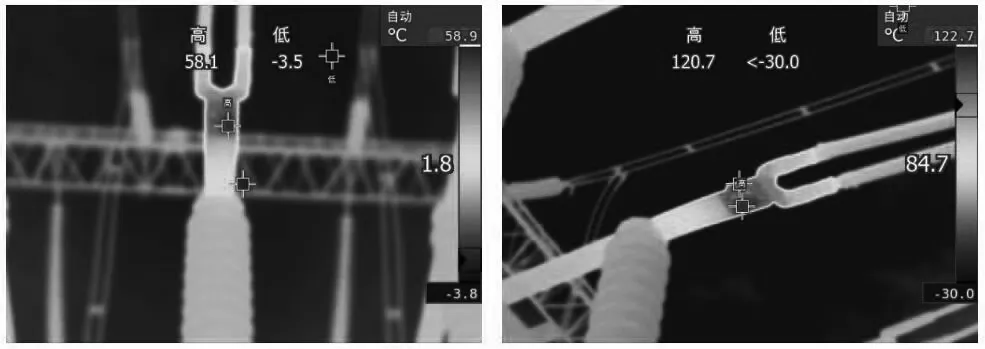
图5 10∶35测温图谱
图6 11∶06测温图谱

图7 11∶48测温图谱
2 案例处理情况
11月13日,现场检修人员申请停电消缺,对发热线夹现场检查发现B相线夹接线板螺丝有一定程度锈蚀,表面变黑。
检修人员使用CT2100型回路电阻测试仪,对线夹进行直阻测试。
直阻测试结果如表1所示。
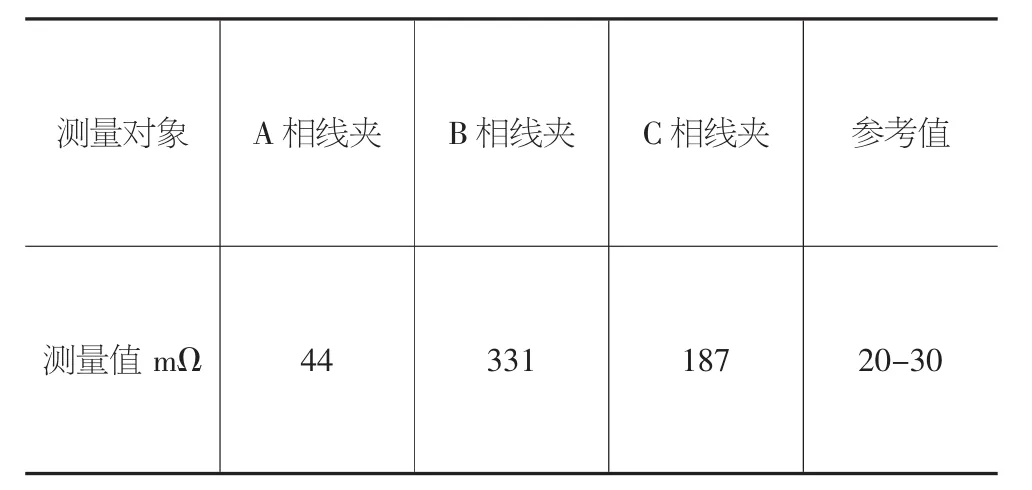
表1 接头线夹三相直阻测量结果
测量结果与测温结果相符,验证线夹发热原因为连接板接触电阻增大造成局部电流发热。
检修人员确认发热原因为内部金属氧化锈蚀,造成接触电阻增大,导致发热。现场检修人员在对线夹进行解体打磨,更换导电膏,重新压接后再次测量直阻,结果如下表2。
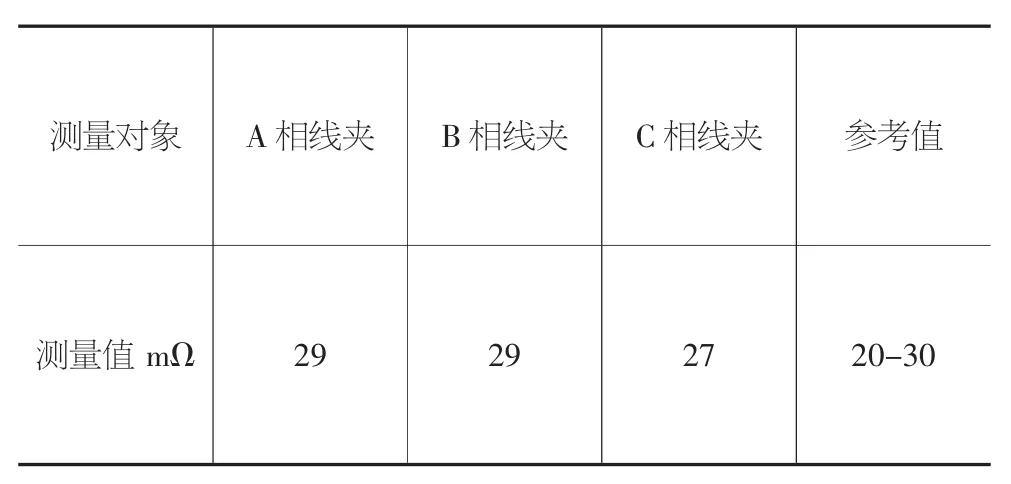
表2 处理后接头线夹三相直阻测量结果
检修后,设备送电,运行2小时后,现场人员对该设备进行红外测温复测,经检测设备正常,发热点消除,也验证了之前由于线夹锈蚀导致接触电阻增大,促成发热判断的正确性。
3 结论
①电流制热型缺陷是红外测温中最易发现的缺陷类型,但在相对温差不大的情况下,通过历史数据的积累和分析,能够更好地帮助发现并确认缺陷情况。
②发现电流制热型缺陷后,在条件允许情况下,使用负荷调整的方法可以快速并更好地确定缺陷类型和等级。