尿素装置一段蒸发系统的优化改造
2018-10-26王斌
王 斌
(河南煤业化工集团中原大化公司 河南濮阳 457000)
1 一段蒸发系统改造情况
由于尿素合成塔CO2转化率未达到设计要求,同时因装置老化,汽提塔、中低压分解器换热效率下降,造成一段蒸发系统真空度只能控制在85 kPa(绝压,下同)。针对此种情况,对一段蒸发系统进行了改造,即在一段蒸发系统第1冷凝器(E151)后串联1台换热器(E151B),其设备参数如表1所示。
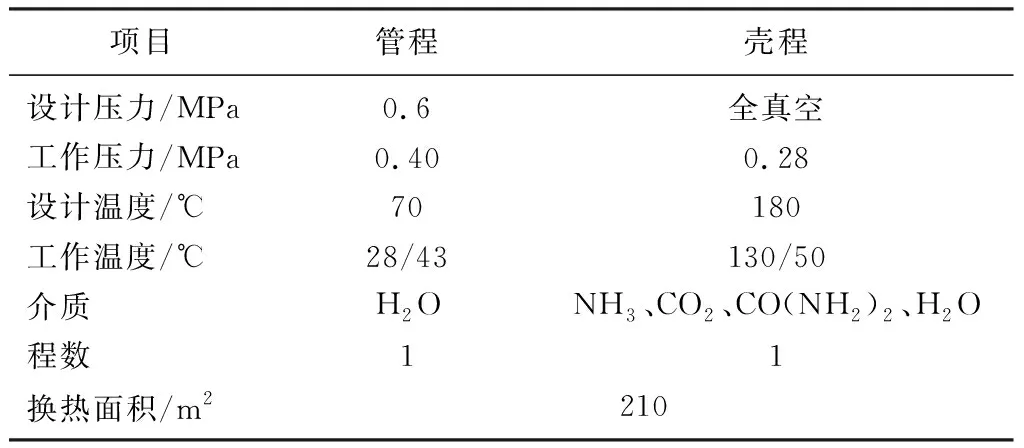
表1 换热器E151B参数
改造后一段蒸发系统工艺流程如图1所示。来自真空预浓缩器和一段蒸发分离器的气体首先进入E151,冷凝后的液体进入工艺冷凝液储槽,未冷凝的气相进入E151B内继续冷凝,冷凝后的液体进入工艺冷凝液储槽,E151B内未冷凝的气相进入一段蒸发系统第2冷凝器(E152)内继续冷凝,冷凝后的液体进入工艺冷凝液储槽,E152内未冷凝的气相通过蒸汽喷射器进入一段蒸发系统第3冷凝器(E157)内继续冷凝,冷凝后的液体进入工艺冷凝液储槽,未冷凝的惰气排放。
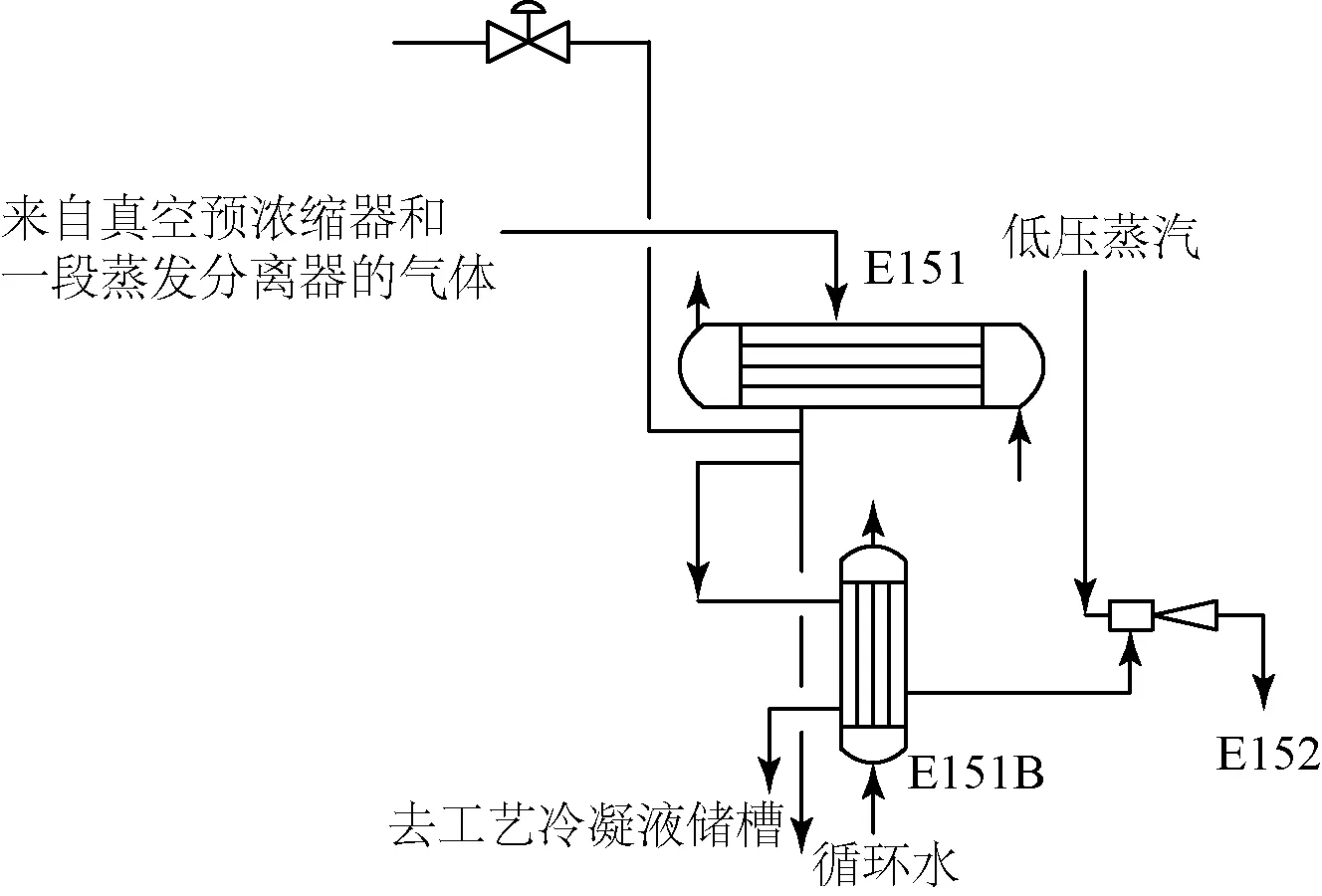
图1 改造后一段蒸发系统工艺流程
2 运行中出现的问题
E151和E151B设计采用串联连接,通过对改造后实际运行情况的观察,一段蒸发系统的真空度无明显好转,同时E151B有时出现下液管堵塞的现象,分析其原因为:①E151和E151B串联后,由于流程延长,造成阻力有一定增加;②由于E151冷凝后的气相温度为50~60 ℃,再通过E151B冷却的效果不太明显;③经E151B换热后,工艺侧温度偏低,同时由于E151B工艺侧下液管偏细且较长,下液管中易出现工艺介质结晶堵塞的现象,造成一段蒸发系统真空度恶化,使尿素产品水分含量偏高,严重时引起产品质量事故,同时增大了尿素汽耗。
3 一段蒸发系统整改方案
如图2所示,一段蒸发系统整改方案如下:①将E151B主管线进口直接连接至E151进口,E151和E151B实现并联,有效提高了一段蒸发系统的真空度;②在E151B的进口管线上增设DN 25.4 mm×3.0 mm工艺液管线,以利于E151B气相的吸收和换热;③E151B与E151并联出口处增设1只切断阀,有利于E151B的调节控制。
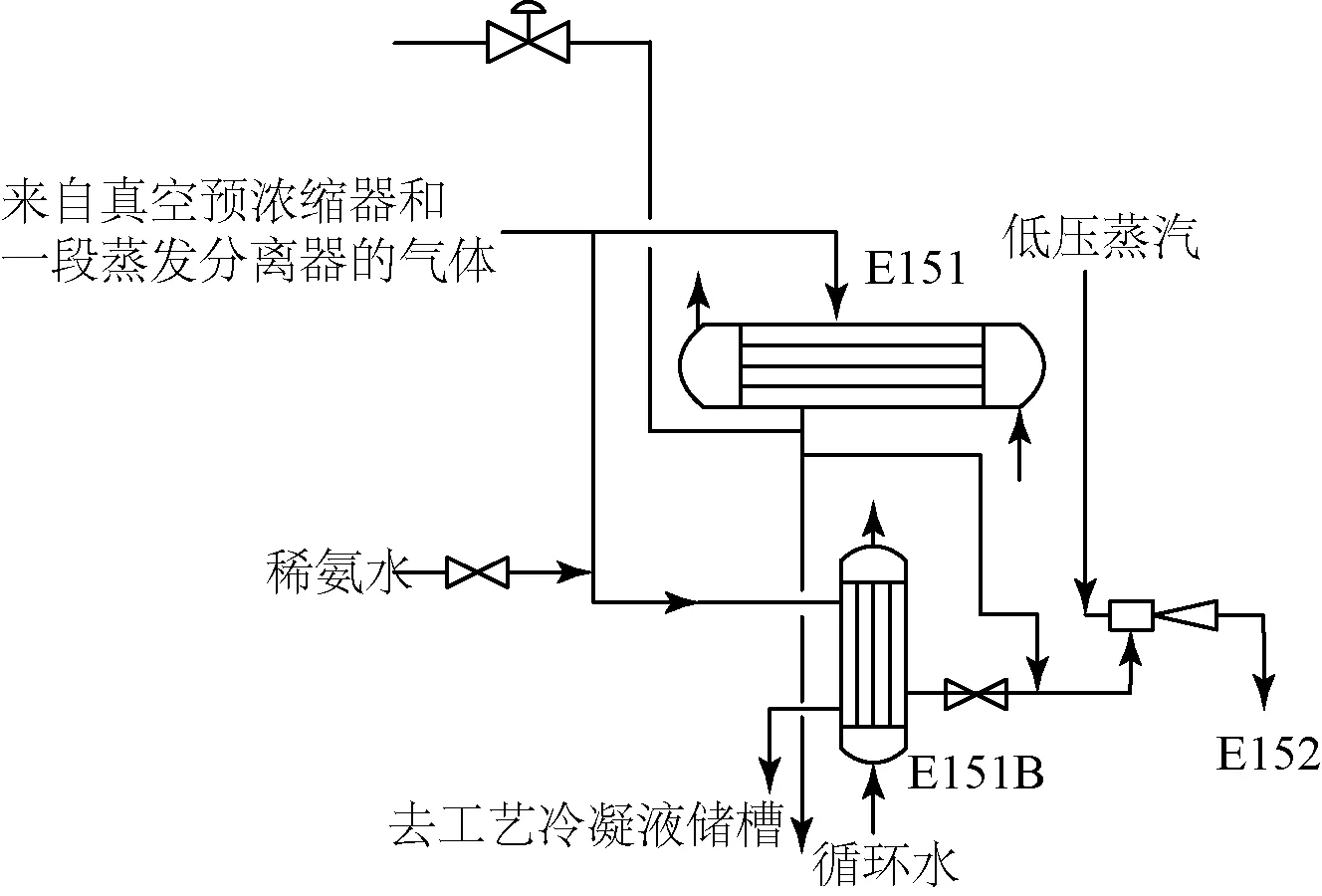
图2 整改后的一段蒸发系统工艺流程
4 整改后运行情况及效益
(1)E151和E151B串联改并联完成后,一段蒸发系统真空度由85 kPa提高至65 kPa,可节省高压蒸汽1.5 t/h。按蒸汽120元/t、年生产时间330 d计,年可降低生产成本142.56万元。
(2)系统操作更容易,没有出现尿素产品水分和缩二脲含量超标的现象,产品质量合格率达到了100%;彻底解决了由于工艺侧温度偏低而造成的E151B出现结晶堵塞的问题。
5 蒸发系统惰气放空管的改造
正常生产中,由于尿素装置区三楼放空管经常排放出系统惰气和气氨,严重时喷射出带氨的冷凝液,影响操作人员的巡检,同时造成环境污染并增大装置的氨耗。
改造措施:①在E157上接1根管线引至放空烟囱(V112),正常生产中V112放空烟囱无任何排放物,根据烟囱工作原理,烟囱底部有向顶部流动的气流,保证E157处气相回收至V112;②体积分数70%~85%的氨气在烟囱内上升的过程中会产生部分冷凝液,起到氨水回收作用;③由于烟囱效应,E157切入烟囱底部后,可以在E157出口形成微负压,有利于提高蒸发系统的真空度。
蒸发系统惰气放空管改造完成后,在正常生产和开停车过程中,当E157切入烟囱后,蒸发系统真空度有一定提高,有效杜绝了E157排放气氨并回收了部分氨水,保证了操作人员的安全,同时可防止造成环境污染。
