CO2+Ar非熔化极双层气保护焊中CO2影响的研究
2018-10-25张淑华程方杰
赵 瑞 ,张淑华 ,方 涛 ,程方杰 ,3
(1.天津大学材料科学与工程学院,天津 300350;2.航天科工深圳(集团)有限公司电气研究院,深圳518034;3.天津大学 天津市现代连接技术重点试验室,天津 300350)
0 前言
TIG 焊(Tungsten Inert Gas Welding)常选用氩气作为焊接保护气,又被称为钨极氩弧焊,电弧柔和、焊接质量稳定是其最大优点。但是,氩弧能量密度小、挺度低的特点导致其焊缝熔深浅、焊接速度慢,严重影响了焊接效率[1]。改变保护气体的种类和保护方式是改善TIG电弧特性、提升焊接效率的有效途径,国内外学者在这方面进行了大量的探索研究。文献[2]通过数值模拟分别研究了 N2、H2、He和Ar混和气保护的TIG电弧特性,研究表明N2、H2、He的添加能提高电弧温度,增大工件表面热流密度;文献[3]发现H2、He能改善氩弧的导热性,增大熔深。文献[4-5]采用双层供气方式,在传统TIG电弧的外层增加一层小流量的O2或O2占较小体积比的混合气作为活性气体,向熔池过渡活性组元,改变了熔池金属表面张力方向,成功实现了活性TIG焊。
CO2是一种广泛应用的低成本焊接保护气体,其电弧具有较高的能量。本研究将CO2作为外层气体,与内层的Ar构成CO2+Ar双层保护气体,设计出专用的双层气体保护焊枪进行了CO2+Ar非熔化极双层气保护焊试验。试验对CO2+Ar非熔化极双层气保护焊和传统TIG焊的焊接电弧形态、电弧电压、焊缝及焊后钨极形貌进行对比分析,并结合数值模拟手段,研究纯Ar保护和CO2+Ar双层气体保护下电弧温度场、阳极表面热流密度等存在的差异,最终从CO2的热物理性质出发解释了两种焊接方法存在差异的原因。
1 试验方法
在相同的焊接规范下,分别采用传统TIG焊枪和自主设计的双层喷嘴焊枪在Q235工件表面进行熔焊,焊枪如图1所示。

图1 CO2+Ar非熔化极双层气保护焊Fig.1 Torch of no melted double-layer gas of CO2+Ar shielded arc welding
试验前用丙酮去除工件表面油污,然后用砂轮机将工件表面打磨至露出金属光泽后用酒精擦洗工件表面杂物。选用Panasonic的YC-400TX型号焊机,直流正接,工件尺寸300 mm×200 mm×12 mm,选用的钨极为钍钨,直径3.2 mm,钨极前端打磨成30°,钨极伸出喷嘴长度5 mm,其中双层喷嘴的焊枪钨极伸出长度参照外层喷嘴的高度。工艺参数为:弧长5 mm,电流150 A,焊接速度5.4 mm/s;传统TIG焊保护气为气体流量15 L/min的Ar,CO2+Ar非熔化极双层气保护焊的内层保护气为气体流量为5L/min的Ar,外层为气体流量为10L/min的CO2。
运用摄像设备搭配滤光片拍摄两种焊接方法在相同参数下的静态电弧形态并进行对比。焊后观察两种焊接方法的钨极形貌并在焊缝中部切取焊缝横截面的试样,经打磨、抛光、腐蚀后在光学显微镜下观察熔池形貌,测量焊缝熔深和熔宽。针对CO2+Ar非熔化极双层气保护焊后焊缝表面形成的黑色氧化层运用能谱仪(EDS)分析其成分。
2 数值模拟
由于焊接过程的复杂性,借助数值模拟对电弧特性进行分析是一种有效手段。为了简化计算,有如下假设:(1)电弧是稳态的、轴对称的连续介质,属于层流状态不可压缩流体。(2)电弧等离子体处于局部热平衡状态,且满足光学薄特性。(3)忽略金属蒸汽的影响。(4)忽略电弧黏性效应导致的热损失和重力影响。(5)等离子体的热物理特性仅为温度的函数。(6)考虑热扩散和由于扩散引起的能量变化。
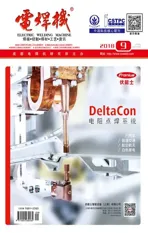
本研究针对CO2+Ar非熔化极双层气保护焊与传统TIG焊两种焊接方法分别建立了钨极、电弧和工件耦合的二维轴对称模型,不考虑工件熔化。计算域如图 2所示,其中,GK(G'O'&N'K')为速度入口,给定气体速度,KLM(K'L'M'&O'N')为喷嘴壁面,MBC(M'B'C')为压力出口,AJDE(A'J'D'E')为对称轴,GHIJ(G'H'I'J')和 CD(C'D')分别为等离子体与钨极以及工件的耦合壁面,CFE(C'E'F')为工件壁面,AG(A'G')为钨极顶部。在工件下表面添加电势为0的边界条件,其他面电势通量为0,钨极顶部给定电流密度,指定内层气体入口处Ar质量分数为1,外层气体入口处CO2质量分数为1。系统的控制方程组以及两级边界层的处理详见文献[6-7]。
基于SIMPLE算法,扩散系数的处理运用了kinetic theory,并通过UDF(用户自定义函数)与UDS(用户自定义标量方程)实现对软件的二次开发。Ar和CO2热物理性质参见文献[7-8],钨极的热物理性质参见文献[7],母材为Q235钢,其热物理参数参见文献[9]。
3 试验结果
3.1 电弧形态
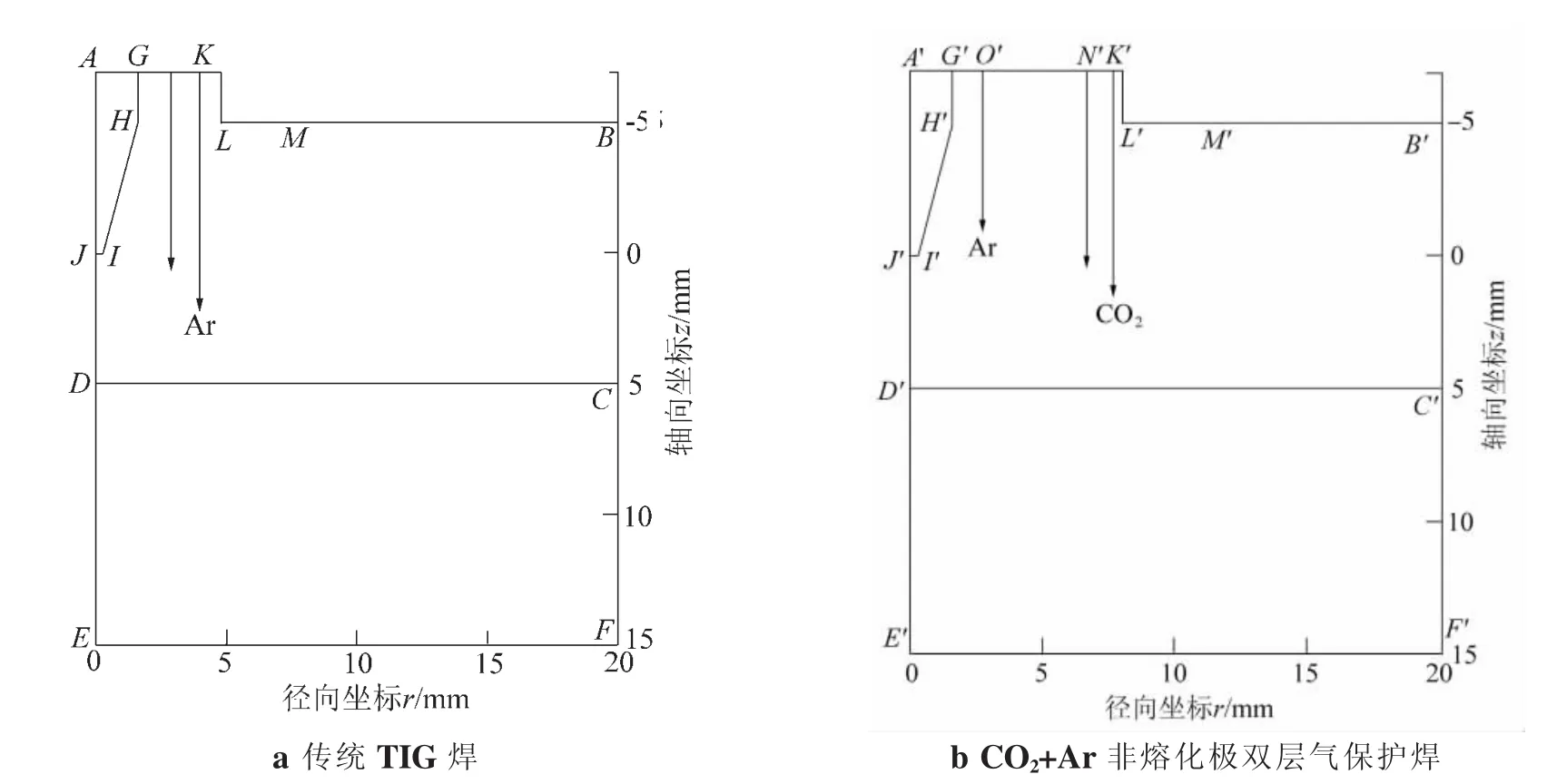
图2 计算域Fig.2 Computational domain
纯Ar和CO2+Ar双层气体保护下焊接电弧形态对比如图3所示,左侧是电弧照片,右侧是数值模拟的电弧等温线图。两种电弧的整体形态都是典型的钟罩形,但CO2+Ar双层气体保护的电弧由于外层CO2的加入而呈明显的双层分布,由白亮的中心区域与外围的淡蓝色区域组成。两种焊接方法等温线的分布存在明显差别。当电弧温度低于14 000 K时,CO2+Ar非熔化极双层气保护焊电弧的温度梯度大,电弧等温线更密集,电弧收缩;当电弧温度高于14 000 K时,CO2+Ar非熔化极双层气保护焊的电弧高温区域与传统TIG焊相比范围更广。
图3 焊接电弧形态Fig.3 A rc shapes
为了进一步探究外层CO2对CO2+Ar非熔化极双层气保护焊电弧的影响规律,提取了数值模拟的电弧温度场与CO2气体质量分数分布结果如图4所示。在CO2+Ar非熔化极双层气保护焊的电弧区域,CO2质量分数等值线与等温线的疏密变化一致,所以CO2的分布是导致CO2+Ar非熔化极双层气保护焊的电弧温度场发生变化的直接原因。在电弧中心高温区域,CO2质量分数小、浓度低,而在小于14 000 K的外围区域,CO2质量分数逐渐增大,径向分布梯度也逐渐变大。根据文献[10],当温度大于5 000 K时CO2的分解度接近1,CO2分解消耗大量的能量,根据最小电压原理,弧柱将发生收缩,电弧核心温度会增大。
两种焊接方法之所以在电弧温度和形态上产生较大的区别,根本原因是CO2与Ar在热物理性质上存在显著差异,可以概括为3个方面:
(1)CO2比热容大于 Ar。根据文献[11],流向阳极的总焓可以表示为电流I和电势差V的乘积

图4 CO2+Ar非熔化极双层气保护焊数值模拟温度场和CO2气体质量分数分布Fig.4 Distribution of temperature and Mass fraction of CO2 gas of double-layer gas CO2+Ar shielded arc welding
(2)CO2的热导率大于Ar,导致电弧散热多,电弧将发生收缩。
(3)CO2是多原子分子,会发生解离而吸收能量,所以外围的CO2对电弧等离子体有冷却作用,促使电弧弧柱收缩。
综上所述,外层CO2的引入导致电弧等离子体的收缩将促使电流密度和热流密度增加,表现为电弧高温区域增大。
3.2 自熔焊的焊缝成形
两种焊接方法的焊后钨极形貌与焊缝表面和横截面形貌如图5所示,焊缝的熔宽W和熔深D的统计结果如图6所示。在相同焊接参数下,传统TIG焊缝窄而浅,熔深仅0.3 mm;而CO2+Ar非熔化极双层气保护焊焊缝熔深可达1.1 mm,是传统TIG焊的3.6倍,熔宽也增大为1.9倍。测得纯Ar保护的电弧电压为14.4 V,CO2+Ar双层气体保护的电弧电压可达18.9 V,根据电弧物理理论可知电弧产热量提高了31%,这是CO2+Ar非熔化极双层气保护焊熔池体积增大的直接原因。CO2+Ar非熔化极双层气保护焊电弧电压较传统TIG焊显著增大的根本原因是CO2高温分解对电弧的冷却作用导致CO2弧柱电场强度高于Ar弧柱电场强度,而弧长长度一定时,电弧电压主要由弧柱电场强度决定。
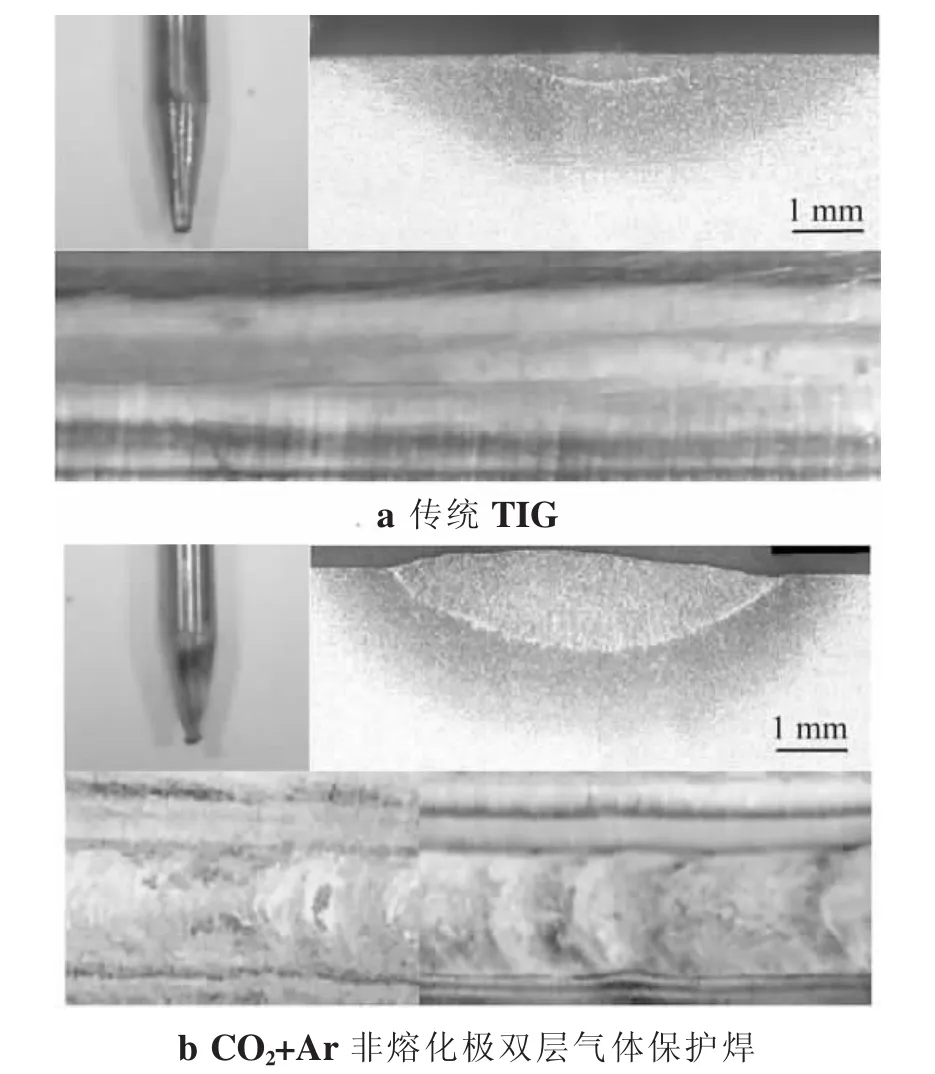
图5 钨极和焊缝形貌Fig.5 Appearance of tungsten and weld
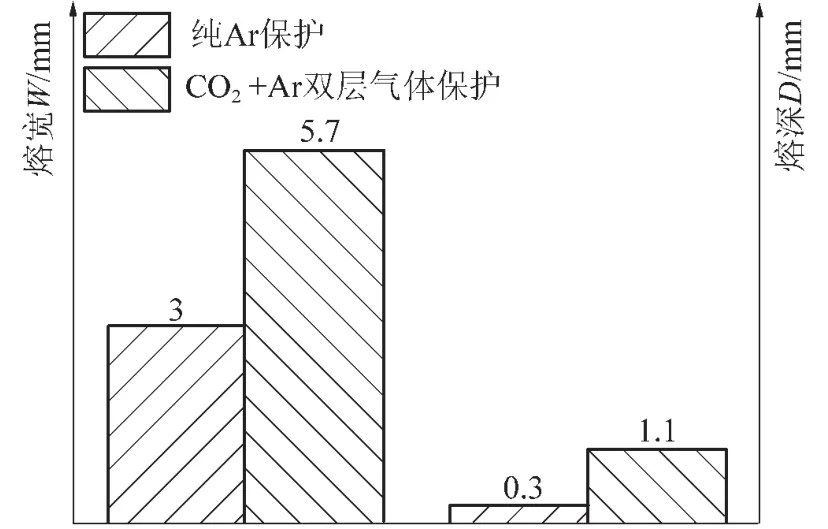
图6 两种焊接方法的熔深与熔宽对比Fig.6 Comparison of weld penetration and width of two welding methods
为了探究电弧热在工件表面的分布情况,提取了数值模拟的阳极表面热流密度分布结果,如图7所示。从模拟结果可知,在半径2 mm的范围内,CO2+Ar双层气体保护下阳极热流密度要明显大于纯Ar保护的,特别是在中心位置,其热流密度峰值可达73 W/mm3,比纯Ar保护的阳极热流密度峰值高出16 W/mm3。产生这种差异的原因是外层的CO2改变了传统TIG焊纯氩弧特性,使电弧收缩、热流密度更集中所致。

图7 阳极表面的热流密度Fig.7 Heat flux on the anode surface
CO2+Ar非熔化极双层气保护焊后,焊缝表面有一层黑色氧化物,保护液态熔融金属不被氧化,除去后可露出光亮的焊缝,如图5b所示。对其成分进行了EDS分析发现主要是Fe、Mn以及Si的氧化物,结果如表1所示。

表1 氧化层成分Table 1 Oxidation layer composition
高温下,保护气氛中的CO2、O是焊缝中金属元素的活泼氧化剂,一方面促使Fe、Mn、Si发生氧化放热反应,这可能也是CO2+Ar非熔化极双层气保护焊相比传统TIG焊熔深增加的原因之一;另一方面有利于减少焊缝含氢量,降低氢对焊缝的不利影响。
虽然采用了双层气流的设计,尽量避免了氧化性气氛对钨极的氧化,但是从图5b中左上角的钨极照片可以发现,焊接相同时间后,CO2+Ar非熔化极双层气保护焊的钨极仍有一定程度的氧化,尖端会形成一小团氧化物,焊接时间长了可能会影响电弧的形态。通过调整焊接参数、气体比例等降低钨极的氧化烧损程度将在后续工作中研究。
4 结论
(1)与传统TIG焊相比,CO2的引入使CO2+Ar非熔化极双层气保护焊的电弧发生了明显收缩,电弧电压提高了约4.5 V,电弧呈现分层现象。
(2)CO2+Ar非熔化极双层气保护焊的阳极热流密度明显提高,传递到阳极工件上的热量增多,相同电流下能获得更大的熔深。
(3)CO2的引入使电弧气氛有明显的氧化性,钨极尖端发生一定程度的氧化烧损,焊缝表面会形成富含Fe、Mn和Si的氧化渣层。