垃圾压缩设备压装量控制技术研究
2018-10-23王武魁李哲欣焦桔萍
王武魁, 李哲欣, 焦桔萍
(长治清华机械厂, 山西 长治 046012)
引言
随着城市建设规模的不断扩大和人们生活水平的不断提高,城市生活垃圾的产生量成逐年上升趋势,城市生活垃圾的成份发生了很大变化,垃圾密度不断降低,可压缩性不断增加,垃圾的压缩转运势在必行,垃圾压缩设备压装量控制技术直接影响了垃圾转运效率,垃圾车厢不宜过载,也不宜亏载。
目前,国内外对城市生活垃圾压缩特性的研究相对较少,对国内目前水平预压和水平直压的垃圾压缩设备以及垃圾压装量控制的技术现状分别进行分析,结合工程进行试验,对试验数据进行分析的基础上寻求一种可行的垃圾压缩设备压装量控制技术。
1 垃圾压缩设备压装量控制技术现状
1.1 水平预压站压装量控制技术现状
柳州水平预压式垃圾转运站采用拉绳式位移传感器配合程序软件判断预压腔内垃圾装载量,以控制压装到车厢内垃圾量。该种压装量控制技术在大型水平预压式垃圾站中应用较多,设备投入成本较高。
1.2 水平直压站压装量控制技术现状
压缩油缸压力控制技术:采用压力传感器通过压缩油缸工作压力判断垃圾集装箱内的垃圾装载量,受垃圾成分、液压系统的影响,需要根据不同工程现场设定摸索相关参数,一些垃圾成分受季节等因素影响较大的区域,需要经常调整相关参数来修正。
称重传感器控制技术:在压缩机底部或横移平台上布置称重传感器,前者通过控制送到压缩机内的垃圾来控制车厢内的垃圾压装量,后者通过垃圾车厢压装前后称重传感器的测量值的变化来控制垃圾压装量,二者都受压装垃圾时压缩机将垃圾车厢锁紧装置的影响,前者还要受和其连接的送料系统的影响。
其他还有通过统计垃圾收集车称重数据来控制垃圾转运车厢内垃圾压装量,垃圾站管理控制垃圾收集车到所要求的卸料位置卸料,则可以通过统计垃圾收集车称重数据来控制压缩机压到垃圾车厢内的垃圾量,但这样的管理方式需要根据不同垃圾站的实际情况来确定。
目前,国内对城市生活垃圾压缩特性的研究相对较少,湘潭大学周跃龙在2014年学位论文《水平垃圾压缩站推压机构分析与设计》中提到如图1所示的生活垃圾压缩空隙比-压力曲线,从图中曲线可以看出,垃圾压缩压力越大,垃圾之间的间隙越小,垃圾就被压缩得越实[1]。
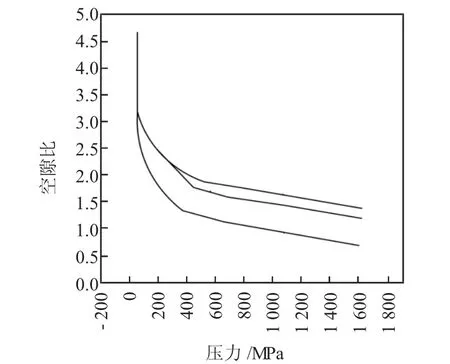
图1 垃圾压缩空隙比-压力曲线
山东理工大学杨先海等在《环境污染与防治》杂志上发表的论文《城市生活垃圾压缩站环境污染研究》中提到如下页图2所示的压实垃圾压力和压实密度之间的关系曲线,通过采集不同季节的垃圾进行试验,夏季的垃圾含水量大但经过压缩后和其他三个季节的垃圾压缩密度相差也不大[2]。
2 垃圾压缩设备压装量控制技术方案和试验
通过对垃圾压缩设备压装量控制技术现状和相关文献的分析,初步确定采用压实垃圾时的压力进行压装量的判定。
以遵义空港垃圾站为载体来进行试验,该垃圾站为水平直压模式,垃圾由收集车从二层平台卸料,然后送到压缩机压缩腔内,在液压油缸带动下,压缩头将垃圾压装到垃圾转运车厢内。垃圾压缩特性和垃圾成份有关,不同的垃圾成份其散装垃圾的密度及其可压缩性是有区别的。通过前期试验,收集设定不同满箱压力下的垃圾压装量的试验数据,初步得出在车厢压满阶段的压力和垃圾压装量的关系,在此基础上,通过多次设定满箱压力值,进一步找出接近但不超过额定装载量时对应的满箱压力设定值设定为最终确定的满箱压力,在随后试验的过程中引入保压时间的参数,即在压装过程中满箱压力持续的时间参数。
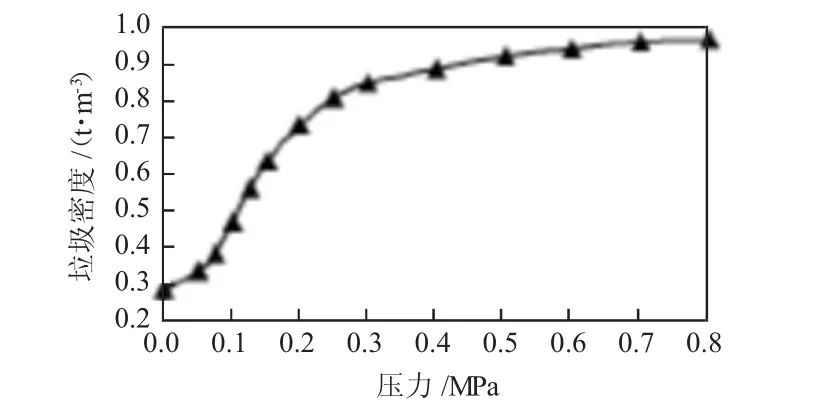
图2 压实垃圾压力和压实密度之间的关系
通过试验获得压力-压缩头行程的变化曲线。如图3—图5所示为满箱压力设定为15 MPa和保压时间设定为4 s时的试验曲线,图6所示为将保压时间改为2 s后的试验曲线,可以看出,在最初压缩头向垃圾空厢内压入垃圾时只需很小的压力,随着车厢内垃圾量的增加,曲线斜率、压力峰值逐渐增大,重点研究曲线的末端部分,即压缩头伸入车厢里以后压装垃圾时的压力-压缩头行程的变化曲线,试验数据统计见表1,可以得出相同满箱压力下曲线的变化趋势是相同的,通过满箱压力和保压时间进行压装量的控制是可行的。
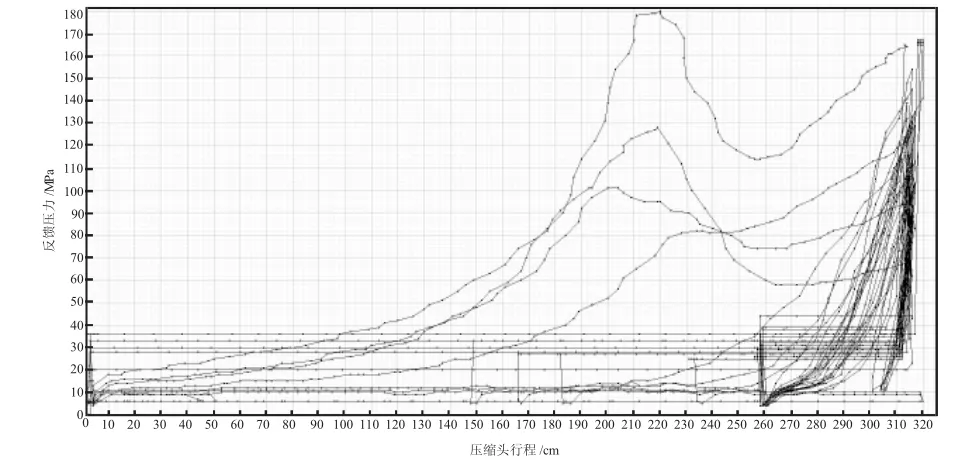
图3 压装量控制试验曲线1
图3—图6中,每个图的曲线都是重复压装到满箱的过程,每条曲线代表一个压缩循环过程,随着垃圾越装越满,最大压力会逐渐增大,直至设定的满箱压力,图中曲线显示的最大压力还存在液压油路引起的偏差,所以和设定值有偏差。
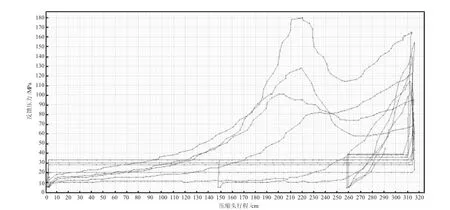
图4 压装量控制试验曲线2

图5 压装量控制试验曲线3

图6 压装量控制试验曲线4
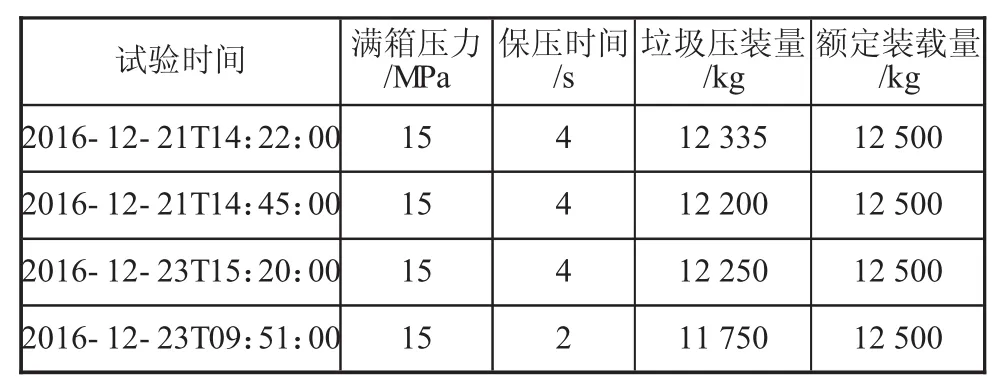
表1 压装量控制试验数据统计
压装量控制试验数据统计见表1,满箱压力和保压时间设定相同值时,可以控制垃圾压装量使其不超载,控制精度在5%以内,而且发现压装量同时受满箱压力和保压时间的影响,需要同时设定。
针对大型垃圾压缩设备,由于其压缩机较大,一次压装就会引起较大误差,则引入次满箱压力的参数,结合垃圾松散密度试验中压装腔松散垃圾的测量数据,得出次满箱重量G-1为:

式中:G为垃圾车厢额定装载量;Gy为压缩机压缩腔松散垃圾的质量。
试验过程中找出次满箱重量时对应的满箱压力,值设定为次满箱压力,设定压缩头的回退距离,在压装满足次满箱压力条件后,按设定的压缩头回退距离来补充压装,直至满足满箱压力设定条件。
3 结语
垃圾压缩设备压装量控制一直是行业内的技术难题,此次技术研究通过对技术现状和相关文献的分析,以工程项目为研究载体进行试验,取得了技术突破,通过试验数据和曲线分析,得出以下结论:相同满箱压力下的压力-压缩头行程曲线的变化趋势是相同的,垃圾压缩设备通过满箱压力和保压时间进行压装量的控制是可行的;对垃圾压缩设备压装量的控制同时受满箱压力和保压时间的影响,需要同时进行参数的设定。