改性聚乳酸丝束的滤棒成型技术研究
2018-10-20岳保山王涛龚为民詹建波王浩魏宏李赓桂永发谢姣
岳保山,王涛,龚为民,詹建波,王浩,魏宏,李赓,桂永发,谢姣
(云南中烟工业有限责任公司技术中心,云南 昆明 650000)
聚乳酸纤维的物理、化学性能与醋纤相似[1],但较低的成本、良好的可降解性及优良的化学稳定性,加之与醋酸纤维滤嘴在卷烟上有着近似的烟气和口感,使其成为可行的滤嘴材料替代品之一[2]。国内外的研究者对聚乳酸纤维制备方法、性能特征、成型工艺等进行了大量的研究[3-11],但多集中在纺织行业,对聚乳酸纤维滤棒的研究多集中在专利[12-16]方面,开展的相关研究[1-2,17-19]没有进行相关的卷烟生产试验,缺乏滤棒成型工艺的详细研究;很少考察聚乳酸丝束参数对滤棒质量的影响,难以保证滤棒质量的稳定;使用的增塑剂(胶黏剂)多有异味、易挥发,有些有毒性,不能满足聚乳酸纤维滤棒成型的要求;滤棒硬度随放置时间延长下降,烟支接装困难。笔者根据改性聚乳酸丝束的性能特点,针对改性聚纤维滤棒生产工艺进行生产试验,制定工艺流程、确定工艺参数、选定丝束规格,在保证改性聚乳酸丝束能够在成型机上能够生产出符合质量要求的滤棒的基础上,实现改性聚乳酸纤维滤棒的工业化生产。
1 材料与方法
1.1 材料、设备
材料:改性聚乳酸纤维滤棒 醋酸纤维滤棒。
设备:滤棒成型机KDF2(德国Hauni公司)、滤棒发射机Filtromat-s 2A Nr.856(德国Hauni公司)、滤棒综合测试台Sodim 74Lin29(法国Sodim公司)。
1.2 方法
在丝束规格一定的情况下,辊速比、螺纹辊压力、空气喷嘴压力及稳定辊压力等参数对丝束稳定开松和成型起决定性作用[19]。由于改性聚乳纤丝束和醋纤丝束均具有可以被三乙酸甘油酯增塑的特点,借鉴醋纤滤棒加工工艺制订了改性聚乳酸滤棒的生产工艺流程;为了研究滤棒成型工艺中开松辊压力、开松速比、增塑剂施加量对丝束开松情况及滤棒物理参数的影响,通过单因素生产试验开展上述几个关键因素对丝束开松效果及滤棒性能的影响。
2 结果与讨论
2.1 关键工序工艺技术研究
丝束开松、施加增塑剂、卷制成型及滤棒切割为改性聚乳酸纤维滤棒生产工艺流程中的关键工序。表1为醋纤及改性聚乳酸丝束两种丝束物理指标。

表1 改性聚乳酸丝束的物理指标和醋纤丝束物理指标差异表Table 1 Physical index of modified polylactic acid tow and difference table of physical index of acetate fiber bundle
根据表1所示,由于两种丝束的水分、断裂强度、油剂的差异,对滤棒生产过程中丝束开松效果、增塑剂施加量有直接影响,对改性聚乳酸丝束开松及施加增塑剂关键工序的工艺技术参数进行研究。
2.2 开松工艺技术分析
开松工艺技术参数直接影响丝束的开松效果,滤棒的硬度、吸阻等物理指标和外观质量。适合的开松工艺技术参数,可以使丝束得到有效分离,形成均匀的网状结构,达到良好的开松效果,从而获得符合质量要求的滤棒。
开松工艺参数主要包括开松速比和开松辊压力。在丝束规格(3.6Y/45000)一定的情况下,开松辊压力过小,丝束不能有效分离,造成开松不良,吸阻和硬度偏低,滤棒产生缩头等质量问题;开松辊压力过大,造成开松过度,吸阻和硬度反而降低;在丝束规格一定的情况下,开松速比过小,造成开松不良,产生缩头,滤棒吸阻和硬度偏低;开松速比过大,造成开松过度,滤棒吸阻和硬度偏低。
2.2.1 开松辊压力对丝束开松情况及滤棒性能的影响以3.6Y/45000丝束为试验对象,研究了不同开松辊压力对丝束开松情况的影响,发现当开松辊压力在1.2~1.4 MPa时,开松不良有缩头;在1.5~1.9 MPa时,开松良好无缩头;在2.0~2.4 MPa时,开松过度。不同辊压力下滤棒吸阻和硬度的关系图分别见图1和图2。
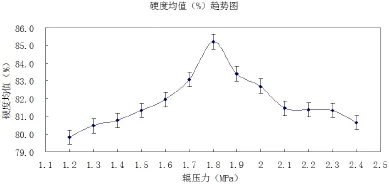
图1 滤棒硬度与开松辊压力关系图Fig.1 The relationship between the hardness of the filter bar and the pressure of the opening roll

图2 滤棒吸阻与开松辊压力关系图Fig.2 The relationship between the suction resistance of the filter rod and the pressure of the opening roll
由图1与图2可以看出:① 当开松辊压力在1.2~1.8 MPa之间时,滤棒硬度随着辊压力的增大而明显增大,超过1.8 MPa时,滤棒硬度随着辊压力的增大而减小,滤棒硬度在辊压力1.8 MPa达到最大值;② 当开松辊压力在1.2~2.0 MPa之间时,滤棒吸阻随着辊压力的增大而呈增大的趋势,超过2.0 MPa时,吸阻呈减小的趋势;③ 综合丝束开松情况以及聚乳酸纤维滤棒卷烟用滤棒吸阻(4160~4200 Pa)、硬度(83%~87%)指标要求,较佳的开松辊压力为1.7~1.9 MPa,此时丝束开松良好无缩头,滤棒吸阻和硬度能够达到较理想的数值。

表2 增塑剂施加量对滤棒质量特性的影响Table 2 Effect of the amount of plasticizer on the quality of the filter rod
2.2.2 开松速比对丝束开松情况及滤棒性能的影响
以3.6Y/45000丝束为试验对象,研究了不同开松速比对丝束开松情况的影响,发现当开松比小于0.66时,丝束开松不良;当开松比在0.66~0.79时,丝束开松良好;当开松比大于0.79时,开松过度。不同开松速比对滤棒吸阻、硬度的影响如图3、4所示。

图3 开松速比对滤棒吸阻的影响Fig.3 Influence of opening speed ratio on the resistance of filter rod
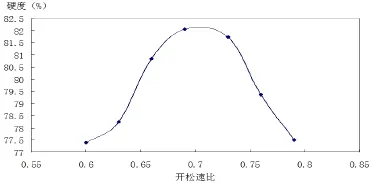
图4 开松速比对滤棒硬度的影响Fig.4 Influence of opening speed ratio on the hardness of filter rod
由图3与图4可看出:① 当开松速比低于0.66时,滤棒吸阻和硬度随着开松速比的增大而增大,但指标均偏低;② 当开松速比在0.66~0.73时,可获得较高的滤棒吸阻和硬度;③ 当开松速比高于0.73时,滤棒吸阻和硬度随着开松速比的增大而减小,指标均偏低;④ 聚乳酸纤维滤棒开松速比对滤棒硬度和吸阻的影响趋势与醋酸纤维滤棒对两个参数的影响趋势类似[19]。综合丝束开松情况以及滤棒吸阻、硬度指标要求,确定最佳开松速比为 0.66~0.73。
2.3 增塑剂施加工艺技术
聚乳酸纤维物理、化学性能与醋纤相似,根据改性聚乳酸丝束具有增塑的特点,使用烟用三乙酸甘油酯作为增塑剂,将其均匀施加(喷洒)到开松后的改性聚乳酸丝束上,使滤棒具有适当的硬度,以满足卷烟工艺对滤棒硬度的要求。增塑剂的施加方式和生产醋纤丝束滤棒的施加方式相同,增塑剂经过增塑系统加压、加温,利用上胶刷辊均匀施加在开松好的丝束上。丝束发生增塑,使滤嘴棒具有一定的硬度,增塑剂施加量直接影响到滤棒的硬度。三乙酸甘油酯的施加量直接影响到滤棒的硬度指标,为保证生产出的滤棒质量符合卷烟要求,对施加量与滤棒硬度指标的关系进行研究。在丝束规格一定及开松速比、开松辊压力、丝束填充量保持稳定的状态下,进行三乙酸甘油酯施加量试验。表2为三乙酸甘油酯施加量对滤棒硬度影响的研究结果。
不同施加量与滤棒重量、吸阻、硬度关系图见图 5~7。

表3 改性聚乳酸丝束特性曲线试验数据Table 3 Experimental data on the characteristic curve of modified polylactic acid tow

图5 滤棒重量与增塑剂施加量关系图Fig.5 Relationship between the weight of the filter rod and the amount of the plasticizer

图6 滤棒吸阻与增塑剂施加量关系图Fig.6 Relationship between the suction resistance of filter bar and the quantity of the plasticizer

图7 滤棒硬度与增塑剂施加量关系图Fig.7 Relationship between the hardness of the filter bar and the quantity of the plasticizer
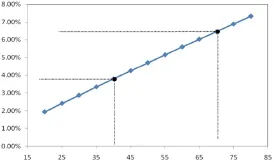
图8 单支滤棒增塑剂含量Fig.8 Plasticizer content of single filter rod
由表2和图5~7可看出:当三乙酸甘油酯施加量在20~65 mg/支时,滤棒重量、吸阻和硬度随施加量增加而增加;施加量在65~80 mg/支,滤棒硬度指标随施加量的增加反而有所下降。根据卷烟对滤棒硬度指标的要求,三乙酸甘油酯控制在 40~70 mg/支范围之间较合适。通过计算三乙酸甘油酯在单支滤棒中的施加量,如图8所示,三乙酸甘油酯在单支滤棒的施加量为3.80%~6.46%。
2.4 改性聚乳酸丝束特性曲线研究
不同规格的丝束具有不同的吸阻加工范围,丝束特性曲线可以体现了滤棒吸阻与丝束重量之间的对应关系。通过特性曲线的试验研究,可以确定不同规格丝束合理的加工范围,计算出不同规格丝束所对应滤棒的理论出棒率。
2.4.1 特性曲线的绘制和计算分析
针对用于相应品牌卷烟的吸阻要求和滤棒规格的要求,选取3.0Y/35000、3.3Y/40000、3.6Y/45000和4.0Y/48000等四个规格的改性聚乳酸丝束进行试验分析。通过试验和计算,分别得出最大棒和最小棒的丝束净重量和吸阻,如表3所示。
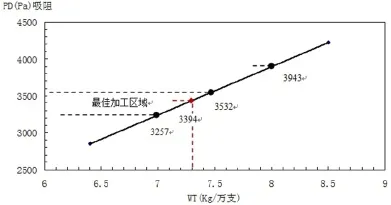
图9 改性聚乳酸丝束特性曲线图(3.0Y/35000)Fig.9 Characteristic curve of modified polylactic acid tow
根据表3及表4试验数据及加工点计算公式绘制各规格丝束的特性曲线,如图9 ~ 12所示:
根据行业内对滤棒加工范围的选定惯例,滤棒最低可加工点必须保证丝束填充量满足滤棒不缩头的外观质量要求,这个加工点通常在20%左右,当加工点超过80%时,丝束填充量较高,造

表4 改性聚乳酸丝束特性曲线试验数据Table 4 Experimental data on the characteristic curve of modified polylactic acid tow

图10 改性聚乳酸丝束特性曲线图(3.3Y/40000)Fig.10 Characteristic curve of modified polylactic acid tow(3.3Y/40000)
2.4.2 不同丝束规格的分析比较

图11 改性聚乳酸丝束特性曲线图(3.6Y/45000)Fig.11 Characteristic curve of modified polylactic acid tow(3.6Y/45000)

图13 改性聚乳酸各规格丝束加工点对应吸阻Fig.13 Corresponding draw resistance of modified polylactic acid tow at different processing sites

图14 改性聚乳酸各规格丝束加工点对应硬度Fig.14 Corresponding hardness of modified polylactic acid tow at different processing sites

图12 改性聚乳酸丝束特性曲线图(4.0Y/48000)Fig.12 Characteristic curve of modified polylactic acid tow(4.0Y/48000)
本文确定以特性曲线的30%~50%为丝束的最佳加工区域,并在该区域内进行了5个节点的试验。成滤棒变形。考虑滤棒质量的稳定性及出棒率情况,加工范围一般在丝束特性曲线20%~80%,而最佳加工范围在丝束特性曲线30%~50%。
图13与图14结果表明:四种规格丝束在最佳加工区域内滤棒吸阻范围为3257~4553 Pa;当吸阻在3700 Pa以下时,滤棒硬度低于80%;3.0Y/35000规格丝束生产出滤棒硬度均在80%以下,无法达到卷烟生产及滤棒工艺要求;硬度指标在80%以上的有 3.3/40000、3.6Y/45000、4.0Y/48000 三种规格丝束。综合考虑滤棒的吸阻和硬度指标及经济效益,按40%位置计算丝束出棒率,结果见表5。
通过表5出棒率情况分析,3.0Y/35000、3.3Y/40000、3.6Y/45000、4.0Y/48000丝 束 出棒率为165.4万支/1000 kg、158.7万支/1000 kg、151.1万支 /1000 kg、137.2万支 /1000 kg。3.0Y/35000丝束的出棒率较高,但滤棒硬度较低,4.0Y/48000规格丝束生产的滤棒出棒率较低,不适于大规模生产应用。经综合分析,3.3Y/40000、3.6Y/45000两种规格丝束应用效果要优于3.0Y/35000、4.0Y/48000两种规格丝束,可以用于大规模的滤棒成型生产。

表5 各丝束规格的出棒率、吸阻、硬度Table 5 Rod rate, suction resistance and hardness of different tow specifications

表6 各丝束规格的滤棒抽样检验表Table 6 Filter bar sampling checklist of different specifications
2.5 质量稳定性
本文对3.3Y/40000、3.6Y/45000两个规格丝束进行了上机适应性考察,分别经过3个班次24小时连续生产滤棒,生产过程中对滤棒产品进行随机质量抽样检测(每20分钟抽样一次),检测结果见表6,数据表明:3.3Y/40000、3.6Y/45000两个规格丝束生产的滤棒质量稳定、设备运行正常,均能满足滤棒成型生产要求。
3 结论
(1)研究了丝束开松工艺中开松压力、开松速比、增塑剂施加量对丝束开松情况及滤棒物理参数的影响,最终确定较佳工艺参数:开松压力1.7~1.9 MPa,开松速比 0.66~0.73,增塑剂施加量为 40~70 mg/支;
(2)获得了四个规格改性聚乳酸丝束的特性曲线,根据滤棒的硬度指标及出棒率,最终确定3.3Y/40000、3.6Y/45000规格丝束效果优于3.0Y/35000、4.0Y/48000规格丝束;
(3)3.3Y/40000、3.6Y/45000两个规格丝束连续生产的滤棒质量稳定、设备运行正常,均能满足滤棒成型生产要求。