陕西兴化合成氨装置换热式转化工艺优化改造总结
2018-10-19郭江坤
郭江坤
(陕西兴化集团有限责任公司,陕西兴平 713100)
1 概 述
陕西兴化集团有限责任公司 (简称陕西兴化)合成氨装置始建于上世纪60年代末,是我国引进的第一套采用重油裂解制气工艺技术的合成氨装置。上世纪90年代,由于原料重油紧缺,陕西兴化借助西安到宝鸡天然气管线改造机会进行了合成氨装置原料线路的技改,将原料由重油改为了天然气;2001年4月17日,由中国成达工程有限公司总承包 (E P C)的天然气两段纯氧换热式转化工艺系统一次点火开车成功,顺利完成了合成氨装置以 “气代油”的工艺转换过程,换热式转化炉设计生产能力为2×75kt/a合成氨,此后经过多年的综合技术改造,系统工艺和设备不断得到优化,产能不断提升,目前天然气水蒸气换热式转化工艺合成氨装置的生产能力已达250kt/a,稀硝酸、硝酸铵、浓硝酸、硝基复合肥产能分别达到 630kt/a、800kt/a、100kt/a、300kt/a,主导产品——硝酸铵更是连续5a国内市场产销量第一,国内市场占有率达15%以上,陕西兴化成为一家国有大型化工化肥骨干生产企业。以下就陕西兴化合成氨装置天然气水蒸气换热式转化工艺多年来在系统工艺和设备方面开展的技术创新和节能降耗技改作一总结。
2 换热式转化工艺简介
目前陕西兴化合成氨装置以天然气为原料,采用两段纯氧换热式转化工艺,一段转化炉(简称一段炉)采用换热式转化炉,二段转化炉(简称二段炉)为加纯氧的蒸汽转化,以制取合成氨生产所需的H2。陕西兴化合成氨装置共有2套转化系统,2套系统可单独运行,2套转化系统设计原料气耗量为17175m3/h,合成氨产量为20.8t/h,吨氨原料气耗 (包括加热炉燃料气消耗)825m3,设计合成氨产能2×75kt/a(装置年运行时间按300d计)。
换热式转化也是采用两段转化 (见图1),天然气的一段转化由加压蒸汽转化的一段炉改为换热式一段炉,一段转化所需的反应热由二段转化出口的高温气提供,不再由燃烧燃料天然气的方式提供;一段炉出口半转化气进入二段炉后与适量的氧气混合进行部分燃烧反应,所产生的热量供一段转化气中的甲烷进行深度转化。换热式转化工艺可根据转化气的质量要求确定二段炉纯氧的加入量,使系统内部产生高热量,将烃类转化更加深度化。
在镍催化剂的作用下,换热式转化系统主要发生如下反应:① 一段炉CH4+2 H2O→CO2+4 H2、CH4+H2O→CO+3 H2、CnHm+n H2O→n CO+ (n+0.5 m)H2、CO+H2O→CO2+H2;②二段炉内上层 (燃烧反应)2 H2+O2→2 H2O、2 CO+O2→2 CO2、2 CH4+O2→2 CO+4 H2;③ 二段炉催化剂层 (转化及变换反应)CH4+H2O→CO+3 H2、CO+H2O→CO2+H2、CH4+CO2→2 CO+2 H2。

图1 换热式转化系统流程示意
陕西兴化合成氨装置转化系统经过多年的运行和优化,其与传统的箱体式转化系统在供热形式上已大不相同。换热式转化新工艺改变了单纯的外部加热模式,利用系统内部自热进行转化,大大降低了燃料天然气的消耗,从而降低合成氨装置的能耗,达到降本增效的目的;而且系统产生的CO在后续变换工序中转换为氨合成所需的H2,产生的CO2通过脱碳系统吸收后再生解吸出高纯度的CO2送往新科食品分厂和联碱分厂生产食品CO2和纯碱,实现了原料附加值的最大化;同时,换热式转化新工艺减少了尾气的排放,烟气热量得到较为充分的回收,环保状况也大为改观。
3 生产运行中暴露出的问题
多年的生产运行中,陕西兴化的两段纯氧换热式转化工艺在应用中不断得到完善,其间经历了不断发现问题、解决问题、再发现问题、再解决问题的过程。生产运行中暴露出的主要问题如下:①二段炉上部燃烧室局部温度达1700℃以上,炉砖易烧结脱落,二段炉内阻力大;② 系统水碳比设计过低,蒸汽管线设计存在缺陷,造成催化剂析炭;③ 二段炉开工烧嘴设计落后,点火困难,系统开车时间长;④原设计产能较小,不能适应企业未来的发展需要;⑤ 加热炉燃料气消耗量较大,能耗较高;⑥一段炉催化剂装填和卸出困难;⑦二段炉配套氧气压缩机时常自停。
4 转化工艺优化及设备改造
4.1 二段炉炉头改造
改造前,二段炉炉头 (见图2)采用的是非金属混合器,转化气走中间,氧气从两旁喷孔喷入,氧气从氧分布器中的砖眼进入炉脖,同一段转化气混合进入燃烧室进行强烈的燃烧反应,产生热量供转化反应。生产中,由于砖缝隙被气流冲刷,缝隙变大,氧气分布极不均匀,造成二段炉上部燃烧室局部温度达1700℃以上,炉砖易烧结脱落;随着系统生产能力的增大,加入的氧气量增大,烧嘴混合道燃烧的热强度也随之增大,二段炉混合燃烧器容易超温,影响混合器的使用寿命;同时,由于负荷增大后热量不能充分带入一段炉,使一段炉供热不足,导致一段炉出口甲烷含量超过35%,甚至高达40%。改造前,由于二段炉方面的问题造成系统多次被迫停车检修 (见表1),要实现合成氨装置的安全运行和产量提升,必须对二段炉炉头进行改造。

图2 改造前二段炉炉头结构示意图
4.1.1 第1次改造
(1)氧气从二段炉两旁喷嘴喷入改为从二段炉顶部中心进入,以驱赶氢气和氧气的燃烧离开壁面。

表1 改造前二段炉停车检修情况统计
(2)将二段炉烧嘴更换为金属烧嘴,以使氧气分布均匀,且烧嘴更换更加方便和容易。
(3)将一段转化气改为从二段炉炉顶侧面沿燃烧室轴向均匀进入,以形成均匀的气流冷膜,对迎火面形成极好的保护作用,并防止纯氧在耐火层裂缝窜气产生的危险。
改造后二段炉炉头结构如图3所示。

图3 改造后二段炉炉头结构示意图
4.1.2 第2次改造
第1次改造后,由于金属烧嘴孔径小,造成气体流速快、气流冲刷严重,上部燃烧室筒砖脱落严重,六棱孔砖和瓷球破损严重,且炉内阻力较高。针对二段炉上部燃烧室的问题,技术人员经过充分调研后,会同西安航天十一所进行技术攻关,对二段炉上部进行了第2次改造:加高加大炉脖,并增加了催化剂装填量。
4.1.3 改造效果
改造后,只是在使用初期由于保护蒸汽中含水冷激造成转化气进口向下第7块砖以下有不规则掉落,后在保护蒸汽管线手动阀后增加导淋阀排净冷凝液,大检修时对第7块砖以下部分进行换砖修复后,一直使用到现在,很好地解决了燃烧室炉砖脱落的问题。二段炉改造完成投用至今,各项运行指标均正常,单套转化系统投气量可以稳定在11500m3/h。二段炉温度较改造前降低了100℃,有效气 (CO+H2)含量大幅上涨;最重要的是连续使用4a金属烧嘴仍完好无损,分布盘和套筒也完好,燃烧室筒砖只有表面轻微脱落掉皮,安全性较改造前明显提高,为稳产增产创造了良好的条件。二段炉改造前后主要工艺参数的对比见表2。

表2 二段炉改造前后主要工艺参数的对比
4.2 蒸汽管线改造和水碳比分析优化
针对转化系统水碳比设计过低、蒸汽管线设计存在缺陷造成催化剂析炭的问题,我们对蒸汽管线进行了改造,从而消除了蒸汽走近路、水碳比瞬时过低的情况,杜绝了催化剂发生析炭现象。同时,总结生产经验,在一段入口增加采样点接口,对一段入口水碳比进行手动分析,据手动分析和仪表在线分析数据适时调整水碳比,将水碳比控制在3.0左右,有效提高了转化系统出口有效气含量,而且水碳比的提高还有利于满足变换工序的需要。
4.3 二段炉开工烧嘴改造
对于二段炉开工烧嘴设计落后、点火困难、系统开车时间长的问题,通过对同类型装置的考察及市场调研,2010年我们选用了西安某公司研发的新型开工烧嘴 (见图4)。该新型烧嘴点火顺利,不仅可使升温还原时间减少1/3以上,而且可减小升温还原过程中的温度波动幅度,提高催化剂的还原质量,使转化系统开车时间缩短36h,每次开车直接减少燃料天然气、空气、蒸汽等消耗费用约20万元,按单套合成氨装置产量15.42t/h、吨合成氨利润700元、年开车次数6次计算,二段炉使用新型开工烧嘴后因节约开车时间和原料、燃料等带来的直接经济效益为(200000×6+15.42×700×36×6)÷10000=353.15万元。

图4 二段炉新型开工烧嘴示意图
4.4 一段炉增效扩能技改
原转化系统设计产能较小,已不能适应企业发展的需要。为此,陕西兴化对一段炉进行了增效扩能技改,具体内容如下。
(1)增加一段炉催化剂的装填量。通过对生产工艺和设备的研究,我们在一段炉转化管束上层增加了一定量的催化剂,使一段炉的催化剂装填量由6.5t增至8.0t,单炉增加1.5t的装填量,等于加装了1台小型预转化炉。
(2)催化剂外形改进。通过总结实际生产经验和与催化剂生产厂家开展交流,我们对一段转化催化剂的外形进行了改进,将催化剂外形由原来的六孔圆柱型改进为三孔球型。改进后,单个催化剂的体积减小了,相应地增大了催化剂的装填密度,即增加了转化管单管催化剂的装填量;同时,单个催化剂体积的减小使催化剂间的间隙减小,减少了催化剂的架桥现象,从而减少了转化管的热斑或热管现象,延长了设备的使用寿命。而且改进后系统阻力并未发生大的变化。
(3)催化剂装填方法优化。将一段炉催化剂由原来的单袋质量称量装填改为据单管高度及体积装填,催化剂装填一定高度后,用振动棒振平振实,然后测量每根转化管所装填的催化剂的高度,确保高度一致,同时严格进行转化管阻力测试,确保每根转化管催化剂层的阻力一致,即通过催化剂装填方法的优化确保132根转化管所装填的催化剂高度一定、体积一定。
一段炉经过上述增效扩能技改后,转化系统总投气量由21000m3/h增至23000m3/h,使系统达到了250kt/a合成氨的生产能力;同时,一段炉催化剂装填量增加后,一段炉原料气的空速得到降低,原料气反应更加充分,一段炉出口气CH4含量由38%降至33%,利于后续工序生产工艺的优化。
4.5 降低加热炉燃料气消耗的改造
生产中,转化系统原料气需通过加热炉进行预热,为降低转化系统加热炉燃料气消耗,我们从合成弛放气系统新增1条φ 76mm的管线,将合成弛放气引至转化系统加热炉用作燃料,并将2台加热炉 (天然气加热炉和氧气加热炉)进口管线由φ 38mm增至φ 57mm,还通过3次改造设计出了最新型的天然气加热炉烧嘴 (见图5)和氧气加热炉烧嘴 (见图6),在不影响正常生产的情况下,最大限度地降低了2套 (东套、西套)转化系统4台加热炉的燃料天然气消耗(见表3),4台加热炉节约燃料天然气190m3/h以上,从而有效降低了产品生产成本。

图5 天然气加热炉新型三莲花瓣式烧嘴结构简图
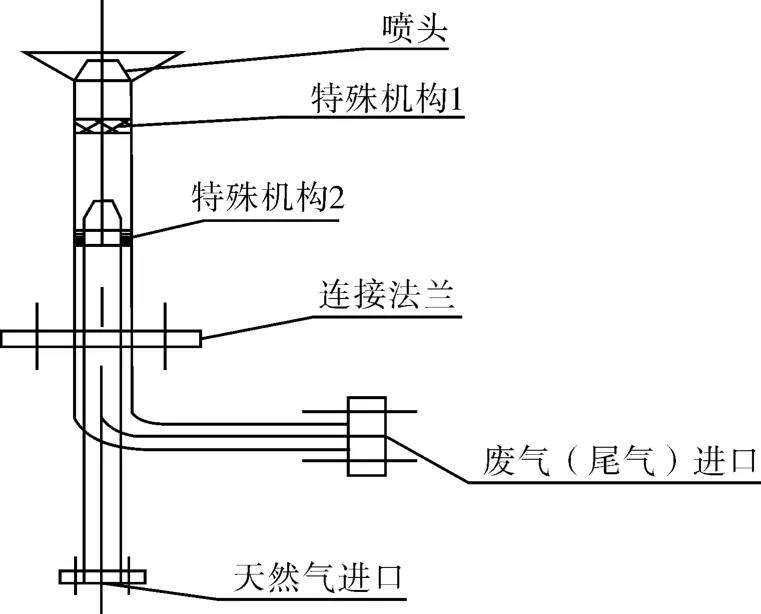
图6 氧气加热炉新型烧嘴结构简图

表3 改造前后加热炉燃料天然气消耗对比 m3/h
4.6 催化剂抽卸系统优化改造
转化真空泵 (罗茨鼓风机)是用来抽出一段转化管内废旧催化剂的设备,工作时泵转动产生负压,将催化剂通过长管吸入收集器中。改造前,催化剂抽卸系统设计的催化剂收集器安装在转化炉顶 (5层,高15m),抽吸催化剂时,一段炉内芯还放置在转化炉内,收集器到一段炉距离有8~10m(东套和西套转化系统此距离有差异),而拆卸下来的旧备用一段炉内芯放置在转化现场道路上,直线距离超过20m以上,用塑料管连接,软管过长,造成真空泵吸力难以达到要求。为此,我们试制了新的真空收集器,其直径D N 400、高1.5m,抽吸入口在其顶部,吸入的催化剂沿切线进入,就好比1台简单的旋风式分离器,收集器和除尘器之间用钢丝耐高压软管连接 (改造前用老式的橡胶管连接);催化剂收集器为活动式的,可任意挑选位置安放,使用后催化剂抽卸效果明显好转。
但使用过程中我们发现真空泵有过载甚至自停现象,并且除尘器除尘效果差,打开除尘器后发现内装的填料——鲍尔环生锈且装填量不合理;而除尘器内老式的洗涤喷头孔径小、孔数量少、喷淋角度不足,喷淋量和喷淋角度都达不到要求,且易发生堵塞。为此,我们又对除尘器进行了如下优化改造:除尘器内填料改为不锈钢鲍尔环,装填量由6m3减至4m3,使除尘器阻力下降并能满足灰尘吸收量方面的要求;重新加工制作除尘器洗涤喷头,将孔数由原来的34个增至50个,孔径由φ 3mm扩至φ 5mm,并增大喷淋角度。催化剂抽卸系统整体优化改造 (如图7)后,催化剂抽卸非常容易,7.5t催化剂的抽卸耗时由改造前的4d缩短至1.5d,效果非常显著。
4.7 氧气管网优化改造
二段炉原料氧气由氧气压缩机供给,改造前生产中氧气压缩机 (简称氧机)时常出现自停现象,导致单套转化系统停车。经过多年摸索,我们对氧气管网进行了改造,即设置了氧气联通管线 (见图8)。1#氧机对应西转化系统,3#氧机对应东转化系统,在满负荷生产时东转化系统1#氧阀微开,当东转化系统3#氧机突然出现问题或氧气流量为0时,可及时开大东转化系统1#氧气联通阀,并关闭东转化系统3#氧阀 (现场关闭),从而可避免因氧气供应问题而导致的单套转化系统停车。

图7 改造后一段炉催化剂抽卸系统示意图

图8 二段炉氧气管线联通示意图
5 结束语
陕西兴化2套两段纯氧换热式转化系统投用以来,其间不断地发现问题、解决问题,最终通过逐步实施二段炉改造、一段炉增效扩能技改、降低加热炉燃料气消耗、催化剂抽卸系统优化改造、二段炉氧气管网优化改造等系统工艺和设备的技术创新和节能降耗技改,使转化系统的运行周期由3~5个月延长至8~12个月,再到稳定运行1a以上,合成氨产能也由设计值2×75kt/a提升至2012年时的255kt/a(2套),二段炉的安全隐患也得到彻底消除,系统实现了长周期、稳定运行。同时,多年的技术创新和节能降耗技改使得天然气两段纯氧换热式转化工艺在应用中不断得到完善,目前其已在全国范围内得到广泛地推广应用,其在甲醇、制氢、合成氨、焦炉气回收等领域大有发展。
