一种设计模具冷却回路的工程方法
2018-10-11BurgerBrown工程公司PhilipBurger
文/Burger&Brown工程公司Philip Burger
模具温度对于注塑成型的周期时间和制品的质量都有非常重要的影响,因此,模具冷却回路的设计十分关键。想要找到一种科学的设计冷却回路的方法,研究能量密度与ΔT/in.的关系是向前迈出的重要一步。
2015年 11月,Burger&Brown工程公司曾在Plastics Technology杂志的一个专题(提高模具的冷却性能)中讨论过用于确定注塑模具冷却能力要求的技术。文章中介绍了如何根据注射量、周期时间、材料特性、加工温度和安全顶出温度来计算一个部件所需的冷却能量。此外,文中还阐述了一种计算所需的冷却剂流量的方法。该方法是通过对冷却剂流过模具时的温度变化(ΔT)进行估算而实现的。
文章的结论是:对ΔT进行很好的估算是设计冷却回路的基础,并建议加工商们对冷却回路ΔT进行研究,从而为未来的设计奠定良好的基础。不过,Burger&Brown工程公司觉得当时的结论有很多不足之处,并仍然需要一种合理且科学的工程方法来预测ΔT。自那时起,该公司就一直思考和研究关于ΔT的问题。
在当时的文章中,Burger&Brown工程公司描述过他们所用的“模具模拟器”。此设备将电能输送到钢材质的模具形状的部件中,且当热量被输入进“模具”中时,水也通过泵被送入冷却回路,如同真实的模具一样。这两个模拟器一个是12 in.(1 in.=2.54 cm)的带有钻孔冷却通道的方形模架;另一个是直径1.5 in.的型芯(可使用挡板或喷管冷却)。
在试验中,对冷却剂流量、冷却剂温度和钢温度的测量精确到0.1 °F。所有的传感器都连接到数据采集系统上,它负责将数据提供给笔记本电脑。测量结果会在Excel表格中转换为数千个数值。在过去的几年里,Burger&Brown工程公司花了几百个小时进行试验,不断改变变量并对数据进行研究。现在,该公司再次做好了准备对冷却剂的ΔT进行分析。
以图形形式显示的数据有时会揭示一种思考变量之间关系的新方法。Burger&Brown工程公司的研究准确地测量了输入模具的热量,并模拟了注入的熔融聚合物。此能量流由字母Q(单位BTU/h)表示。该公司测量了冷却剂流经冷却回路时总的温度提升(ΔT),并将ΔT除以冷却回路的总长度,由此获得了一个值——ΔT/in.,他们确信输入的热量和ΔT/in.之间存在着一种关系。

图1 这是Burger&Brown工程公司为理解输入的热量和ΔT/in.之间的关系而进行的早期尝试。他们用来自圆形型芯和方形模架的数据绘制图形。二者的热量输入相似,但冷却回路的几何形状非常不同。从图中可以看出,更短的型芯冷却回路的ΔT/in.更高
图1显示了该公司为研究这种关系而进行的早期尝试。以圆形型芯和方形模架的数据绘制图形,通过比较可以看出,二者输入的热量相似,但由于冷却回路的几何形状有很大不同,所以ΔT/in.的值也存在很大差异。更短的型芯冷却回路产生的ΔT/in.更高。
显然,冷却回路的长度并不能完全描述回路的功率或容量。我们知道被冷却剂带走的所有热量是通过冷却回路的壁传递并进入流经回路的冷却剂中。因此,传递到冷却剂中的热量的计算公式必须涉及冷却回路的面积A(in.2),而不仅仅是长度。此外,它还必须涉及能量流Q(BTU/h)。Burger&Brown工程公司将这个值命名为“能量密度”,计算方法是能量流除以冷却回路面积:
能量密度= Q/A(BTU/h/in.2)
该公司的下一步是绘制能量密度和ΔT/in.之间的关系图。他们选择在典型的X-Y坐标图上进行绘制,其中横轴代表能量密度,纵轴代表ΔT/in.。按照图1的方式,在同一坐标图上,将来自圆形型芯和方形模板的数据分别绘制成一条曲线。这次,来自不同的两个冷却回路的曲线图显示出了明显的线性关系。虽然圆形型芯的能量密度远高于方形模板,但是二者的能量密度与ΔT/in.之间确实是明显的线性关系。图2显示了这一有趣的发现。对此,Burger&Brown工程公司觉得之前所做的研究是非常有意义的。
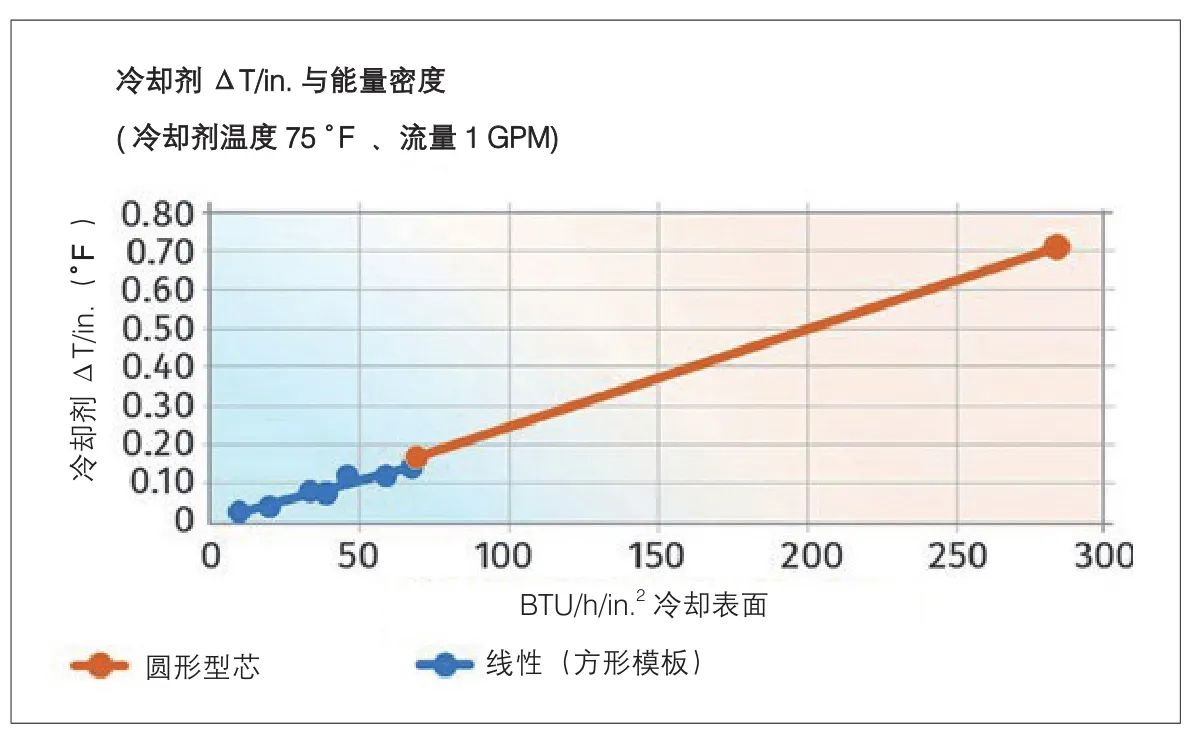
图2 Burger&Brown工程公司在同一坐标中,将来自两个不同模拟器的能量密度和冷却剂ΔT/in.值绘制成曲线。其中,横轴代表能量密度,纵轴为冷却剂的ΔT/in.值。这次,两个不同的冷却回路的曲线图显示出明显的线性关系。虽然圆形型芯的能量密度远高于方形模板,但证明了能量密度与ΔT/in.之间存在明显的线性关系
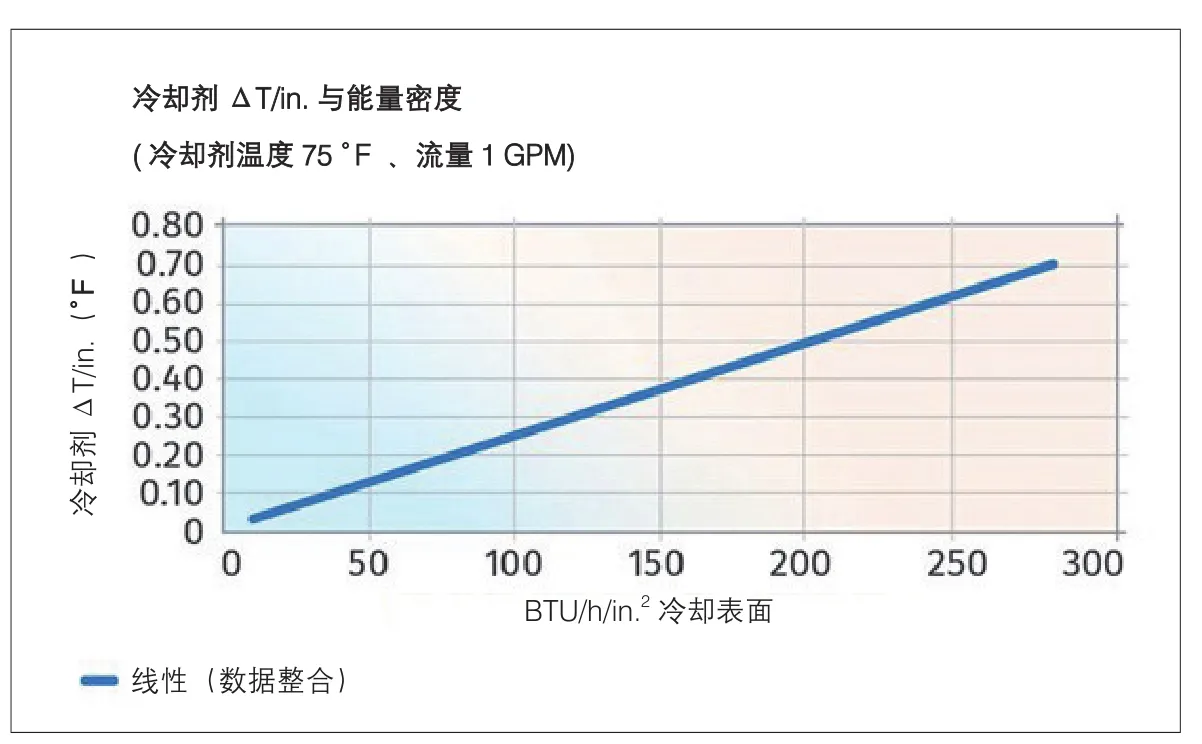
图3 Burger&Brown工程公司使用了一根趋势线,它通过容易计算的能量密度值,为估算ΔT/in.提供了一种用户友好的方法
图3是对数据进行细化所得的结果。它使用了一根趋势线,通过容易计算的能量密度值,为估算ΔT/in.提供了一种用户友好的方法。例如,80 BTU/h/in.2的能量密度值所产生的ΔT/in.约为 0.2 °F/in.。
其实,能量密度的计算很简单。假设你需要按照1 500 BTU/h的功率来冷却部件,且冷却回路的面积为20.6 in.2(直径7/16 in.,总长15 in.),那么能量密度值为:
1 500 BTU/h/20.6 in.2=72.8 BTU/h /in.2
这一能量密度值所产生的ΔT/in.约为 0.18 °F/in.。图 1、图2和图3数据是在冷却剂流量为1 GPM(1 GPM=0.063 L/s)、温度为 75 °F(23.89 ℃)条件下获得的。然后,Burger&Brown工程公司使用来自型芯模拟器和标准模架的新数据进行了扩展研究。这些研究是在4种不同的热量输入和4种不同的冷却剂流量条件下进行的,结果如图4所示。该公司相信研究能量密度与ΔT/in.之间的关系,对于追求一种科学的冷却回路设计方法是十分关键的。
在提高冷却剂温度的情况下进行类似的研究应该也十分有趣,但Burger&Brown工程公司相信这对于能量密度与ΔT/in.之间的关系不会有太大的改变。即使模具和冷却剂更热,二者的运行原理不会发生变化,仍旧需要去除热量以冷却部件。不过,采用更热的模具会有更多的热量通过压板、自然对流和辐射转移到环境中,这可能使ΔT/in.值偏移,略低于图表的预测值。
能量密度也会影响模具温度,并且可用于预测该温度。在Burger&Brown工程公司进行的试验中,模具温度线性响应能量密度,但模具的几何形状使温度的响应有所不同。图5和图6说明了这种差异,并清楚地表明,在设计过程中管控能量密度的重要性。换句话说,冷却回路应该有足够的面积,以达到足以产生所需模具温度的能量密度值。
必须提醒的一点是,这些研究是在有限的模具几何形状下进行的。不过,根据研究内容,Burger&Brown工程公司相信能量密度与ΔT/in.之间的关系可能适用于更多的模具几何形状。他们已经检查了在自己成型车间中运行的模具的冷却数据,并发现车间数据和所进行的能量密度研究之间具有良好的一致性。
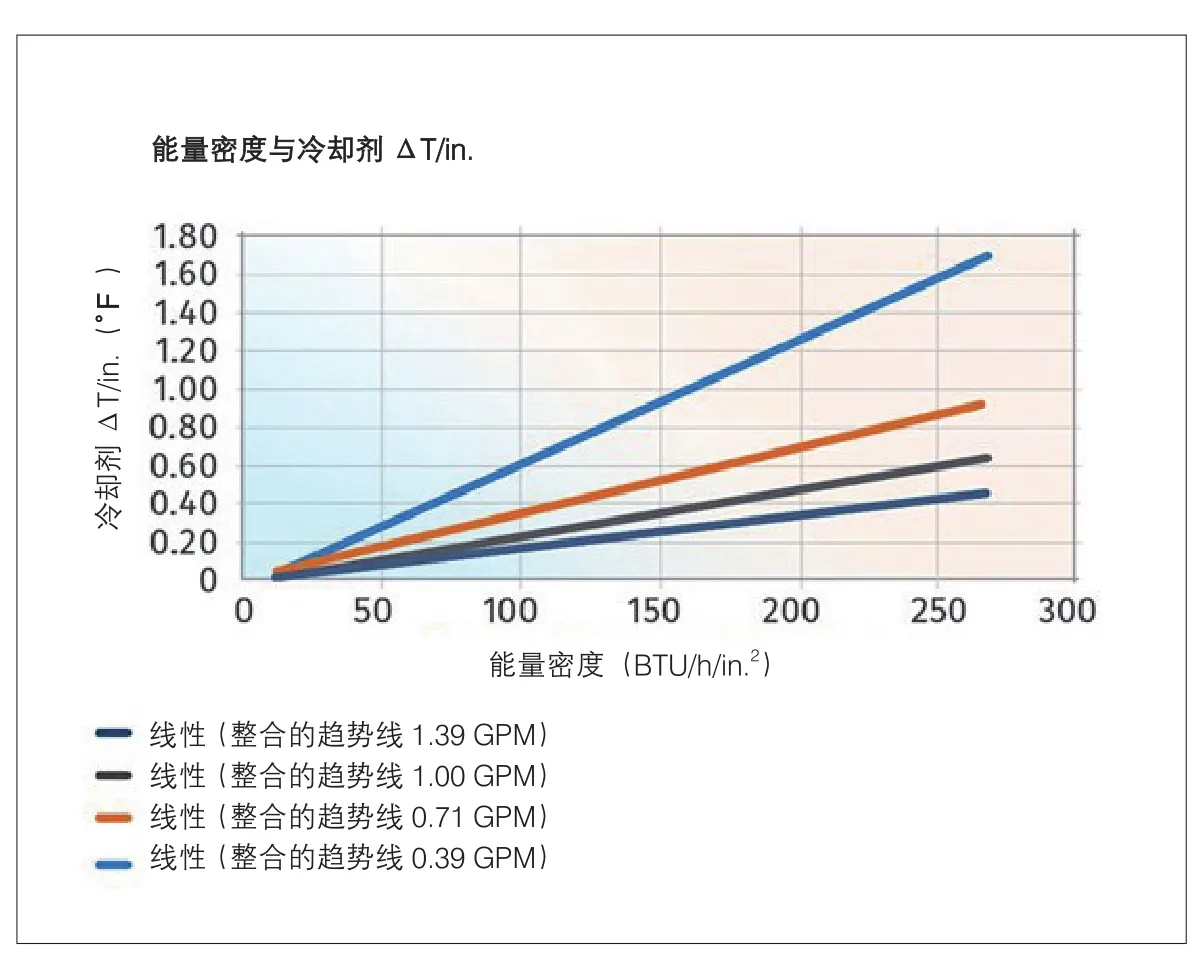
图4 扩展研究使用了来自型芯模拟器和方形模板模拟器的新数据。试验在4种不同的热量输入和4种不同的冷却剂流速下进行。这些结果证实了Burger&Brown工程公司的判断,即研究能量密度与ΔT/in.的关系,对于追求一种科学的冷却回路设计方法是非常关键的
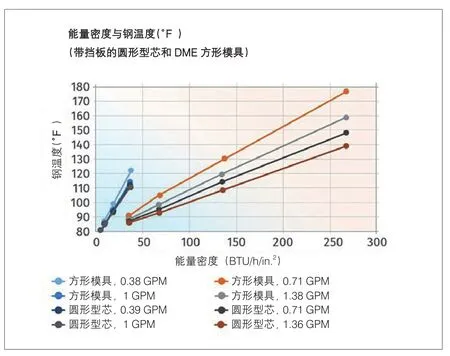
图5 能量密度还会影响模具温度,并可用于预测该温度。在Burger&Brown工程公司的试验中,模具温度与能量密度呈线性关系,但模具的几何形状会对温度响应产生影响
这里有一个循序渐进的方法来说明工程师或设计师应如何使用能量密度方法设计一个可满足厚壁盖(如图7所示)要求的有足够除热能力的冷却回路:
1. 首先要计算出为冷却单个HDPE盖子,需要从模具型腔边带走多少热量。按照以下思路推导:
(1)盖子的重量为19.4 g(0.043 lb);
(2)周期时间为12 s;
(3)热容量C为0.6 BTU/lb·°F;
(4)潜热值HL为119 BTU/lb;
(5)加工(熔融)温度为450 °F,安全顶出温度为 150 °F,因此所需的温度变化(ΔT)为 300 °F ;
(6)BTU/注 射 次 =W×((C×ΔT)+ HL)= 0.043×((0.6×300)+ 119)= 12.86 BTU/注射次;
(7)BTU/h= BTU/注射次×注射次/h,因此能量流Q(BTU/h)= 12.86 BTU/注射次×300次/h=3 857 BTU/h。
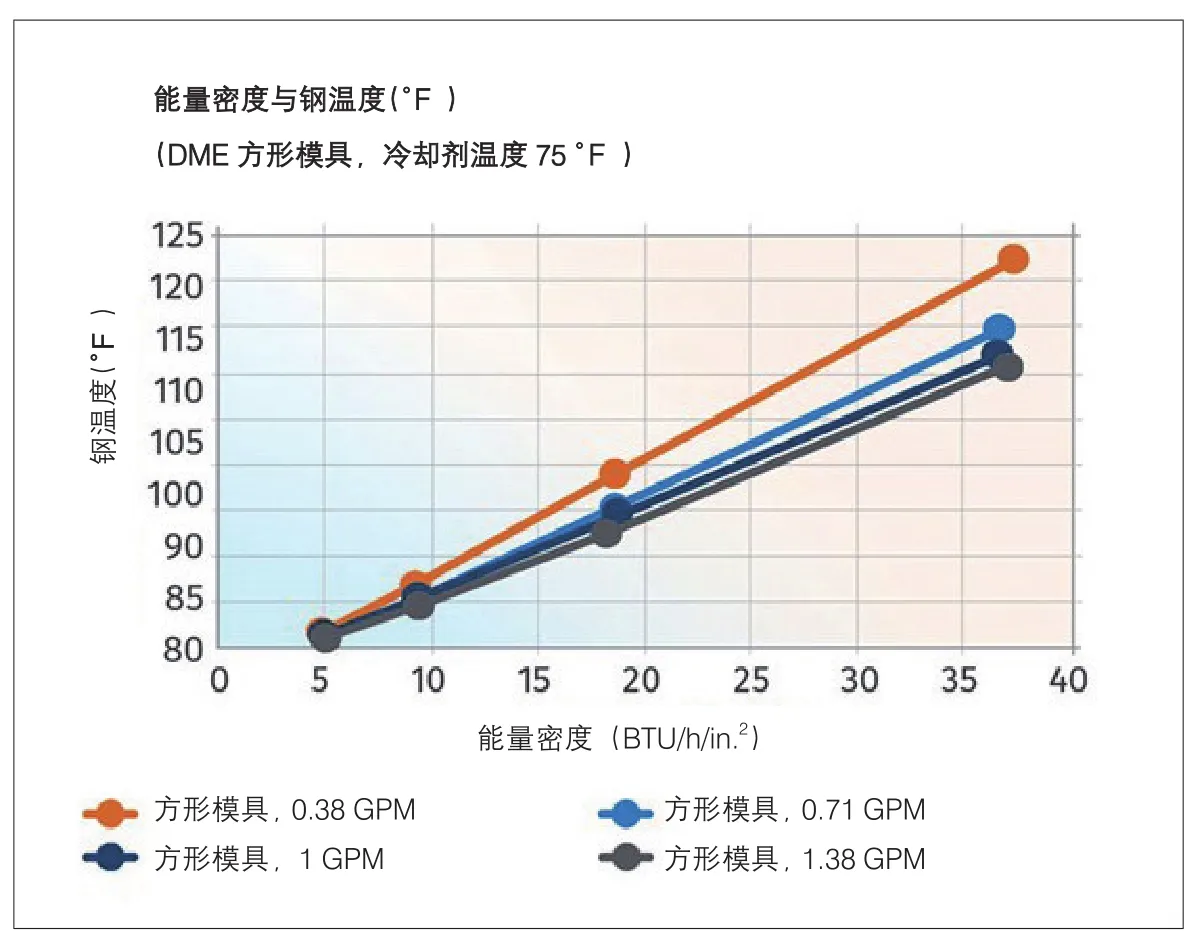
图6 与图5一样,证明了设计具有足够面积的冷却回路的重要性,它可以达到产生所需模具温度的能量密度值

图7 以这个厚壁盖为参考,Burger&Brown工程公司为工程师或设计师如何使用能量密度方法设计具有特定散热能力的冷却回路创建了一套循序渐进的步骤
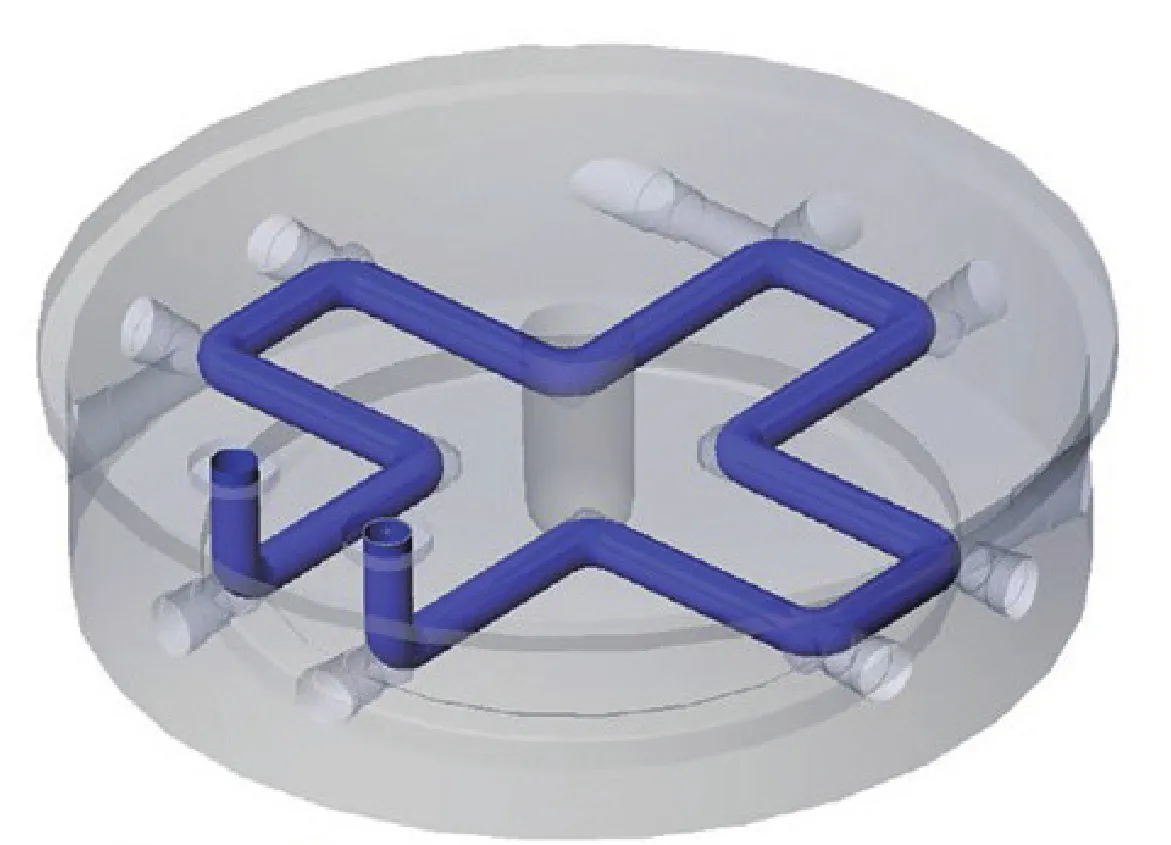
图8 Burger&Brown工程公司假设该部件45%的冷却是通过带有单个交叉钻孔的冷却回路的型腔完成的,并以此为基础进行计算
假设该部件45%的冷却是通过带有单个交叉钻孔的冷却回路的型腔完成的,如图8所示。那么,冷却回路必须能够去除0.45×3 857 BTU/h的热量,即1 736 BTU/h。
2.冷却回路的直径d为0.339 in.,长 L 为 21.1 in.。那么,冷却回路的面积A为22.47 in.2。
3.根据前两步骤的结果可以算出能量密度(Q/A)为77.26 BTU/h/in.2。
4.使用计算出的能量密度和图4中在1 GPM条件下获得的线估算ΔT/in.。该值约为 0.19 °F/in.。
5.计算总的冷却剂ΔT:ΔT=ΔT/in.× L = 0.19 × 21.1= 4.01 °F
6.使用以下表达式计算所需的冷却剂流量:
GPM = Q/(500.4×ΔT)
最终结果为0.87 GPM。
这里要考虑回路直径和冷却剂温度,检查确保流动是湍流。
在研究并理解了这个例子后,你可能会遇到一些问题。其中最有可能的两个是:
1.使用图表上的1 GPM线来计算所需的冷却流量仅为0.87 GPM。发生了什么事呢?在Burger&Brown工程公司的实验室模拟中,热量输入来自熔融塑料或电阻加热器,并非所有的热量都传入冷却剂。根据模具的温度,一些热量会转移到模具和周围环境。而ΔT/in.值仅受到进入冷却回路的热量的影响。
2.如果希望冷却回路的能量密度或ΔT/in.值较低,那在设计中应该做些什么改变?答案是使冷却回路更长或直径更大,或者添加附加的回路。换句话说就是增大冷却回路面积。
