基于ANSYS和EDEM的小麦茎秆切割仿真研究
2018-10-11吴崇友沐森林赵辅群
江 涛, 吴崇友, 汤 庆, 沐森林, 赵辅群
(1.农业部南京农业机械化研究所,江苏南京 210014; 2.中国民航局第二研究所,四川成都 610041
我国是小麦生产大国,近年来,随着秸秆还田的大力推广实施,通过在联合收割机上加装茎秆切碎装置将小麦茎秆切碎之后抛洒至田间已成为必不可少的作业环节[1]。国内现有与联合收割机配套的茎秆切碎装置的刀具结构参数和刀具有效切割速度多数依据收割机厂家的经验来设计并确定,容易造成功耗增加、刀具使用寿命降低等结果。由于目前对切割机制及茎秆运动规律的理论研究尚有不足,仍然存在秸秆切碎效果不理想、抛撒均匀性差、易堵塞等问题。
农作物收获受季节影响严重,利用仿真软件辅助机具设计改进能够有效地缩短研发周期,节约宝贵的试验时间,在农业工程领域已有学者进行过切割仿真的相关研究[2-6],但是目前的研究大多采用有限元法进行分析,而该方法存在1个弊端,即无法处理大量茎秆的切割和抛洒问题,而离散单元法的思想是通过将整体的运动转变成各个单元运动的合成,更加适合仿真模拟数量庞大、接触碰撞频繁且运动关系复杂的对象[7-8]。所以,笔者结合前人研究并针对上述问题,借助于有限元分析软件ANSYS和离散元软件EDEM(Engineering Discrete Element Method),拟对小麦茎秆冲击式无支撑切割过程及形式进行相关分析和探讨并建立茎秆离散元模型,以期对为后续的茎秆群体仿真提供研究基础,也能够为全喂入联合收割机茎秆切碎装置的设计提供一定的理论依据和参考。
1 仿真试验条件
1.1 试验材料
本研究选用杨麦17号小麦品种作为试验对象,茎秆的力学特性参数如下:密度为600 kg/m3,泊松比为0.3,弹性模量为600 MPa,剪切模量为45 MPa。刀片材料采用65Mn,力学特性参数如下:密度为7 850 kg/m3,泊松比为0.3,弹性模量为2 060 MPa,剪切模量为80 000 MPa。
1.2 试验模型
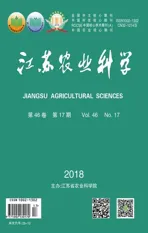
本研究将小麦茎秆抽象成连续、均匀的中空圆柱体理想化模型。经试验测得小麦茎秆平均外直径4.5 mm、平均内直径3.5 mm、壁厚0.5 mm,取茎秆长100 mm。刀片为光刃直刀,单面磨刃,刀片刃角根据Chanceller的研究结果,设定为20°[9],刃口半径设为0.02 mm,刀片厚度设为4 mm,所建立的几何模型及网格划分结果见图1。
1.3 试验因素及方法
影响茎秆切割的因素较多,本研究主要以切割速度、滑切角及削切角为试验因素[10],因素水平根据设计经验值上下浮动选取。分别在有限元软件ANSYS的显示动力学模块Explicit Dynamics和离散元软件EDEM中进行单因素仿真对比试验,探讨各因素对切割效果及峰值切割力的影响,并对比2种仿真方法的试验结果,确定最佳参数,建立茎秆离散元模型。试验因素水平设计如表1所示。
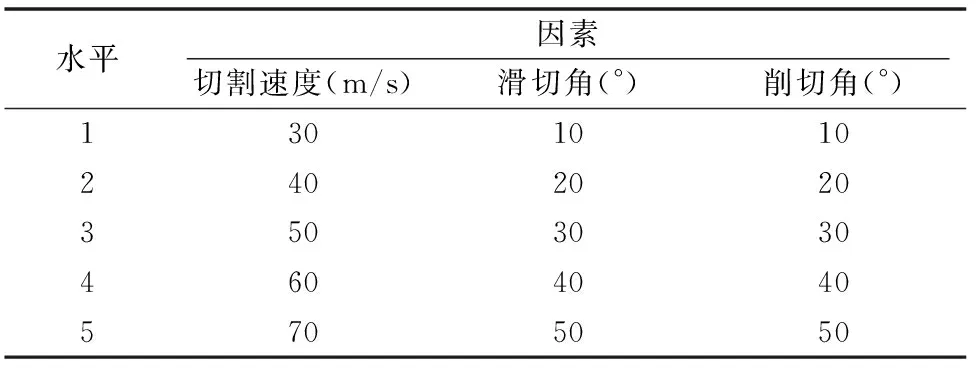
表1 试验因素及水平
2 仿真对比试验
2.1 有限元仿真结果分析
2.1.1 切割速度 刀片与小麦茎秆的切割形式为冲击式无支撑正切(滑切角为0°,削切角为0°),无重力场,不对茎秆施加约束,切割速度为40 m/s的切割力曲线及不同切割速度峰值下的切割力分别见图2和图3。
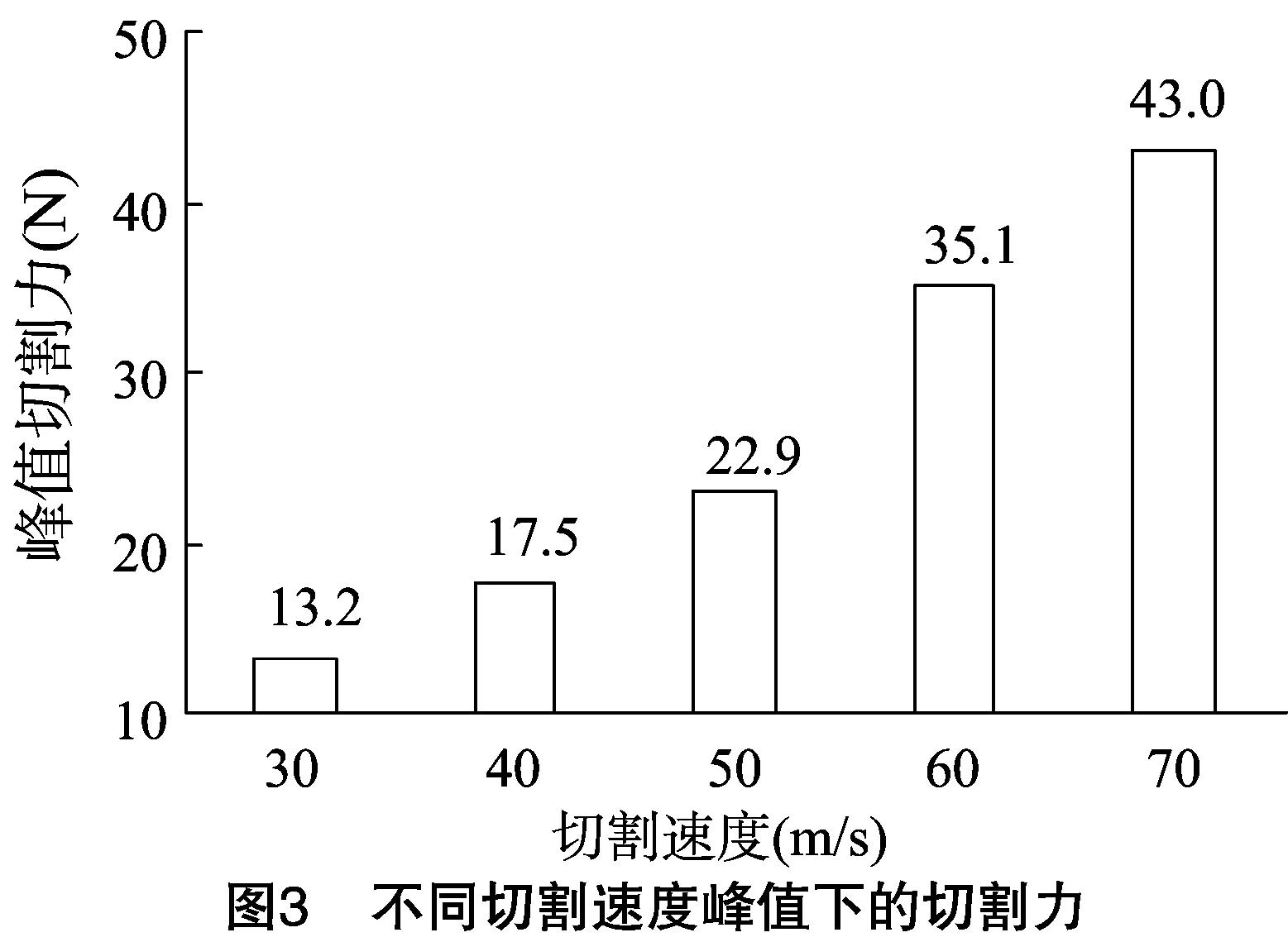
根据仿真结果,在冲击式无支撑切割情况下,峰值切割力随着切割速度的加快而增大,当切割速度达到60 m/s时,切割力会有1个阶跃。虽然更大的切割速度能够快速切断茎秆,但是过大的峰值切割力会造成动力的浪费,而当速度低于 50 m/s 时,虽然能够切断茎秆,却会伴有撕扯现象。因此,在试验水平范围内正切速度设为50 m/s左右较为合适,既能较好地切断茎秆,并且适中的峰值切割力也不会造成动力的过度损耗。
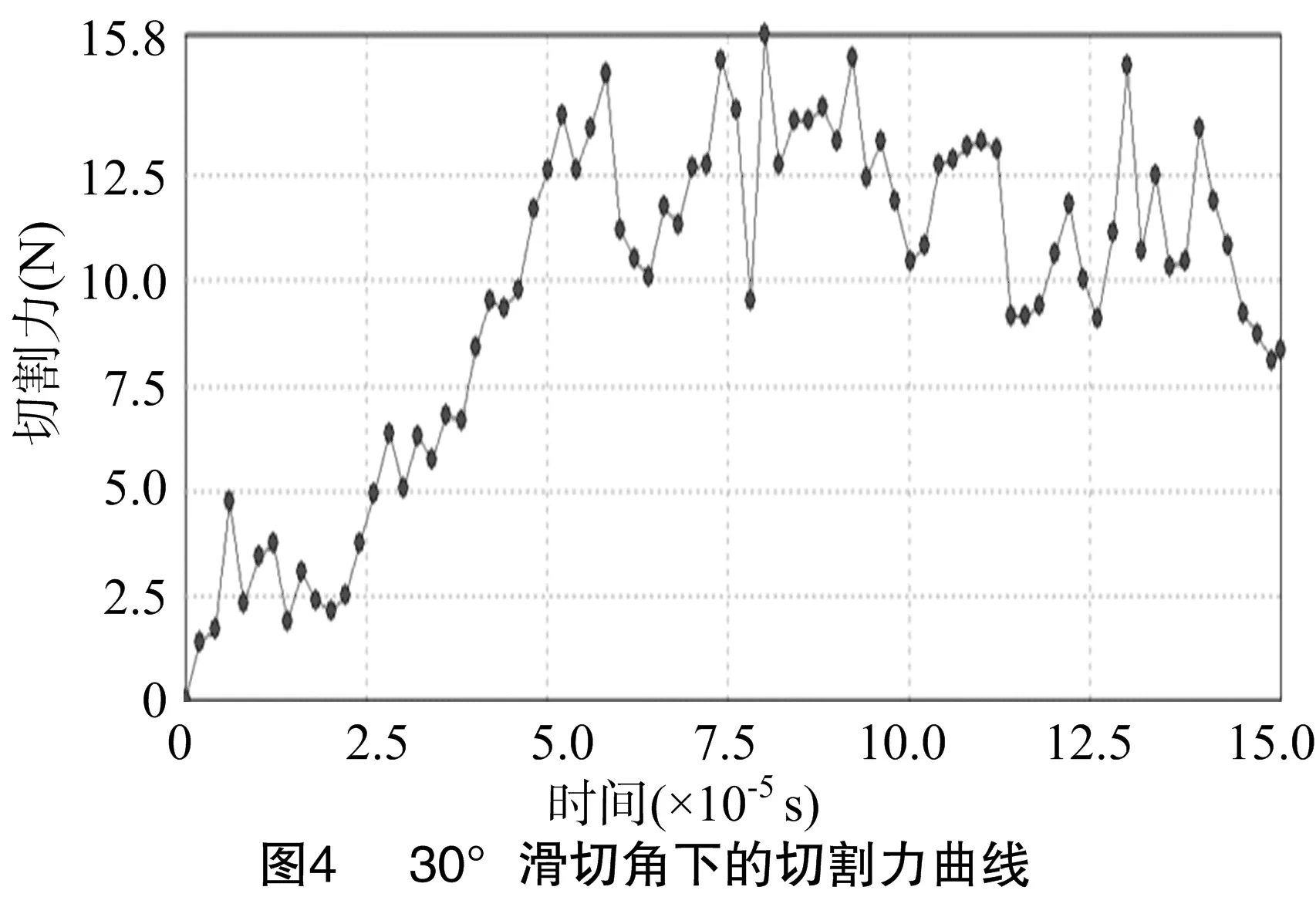
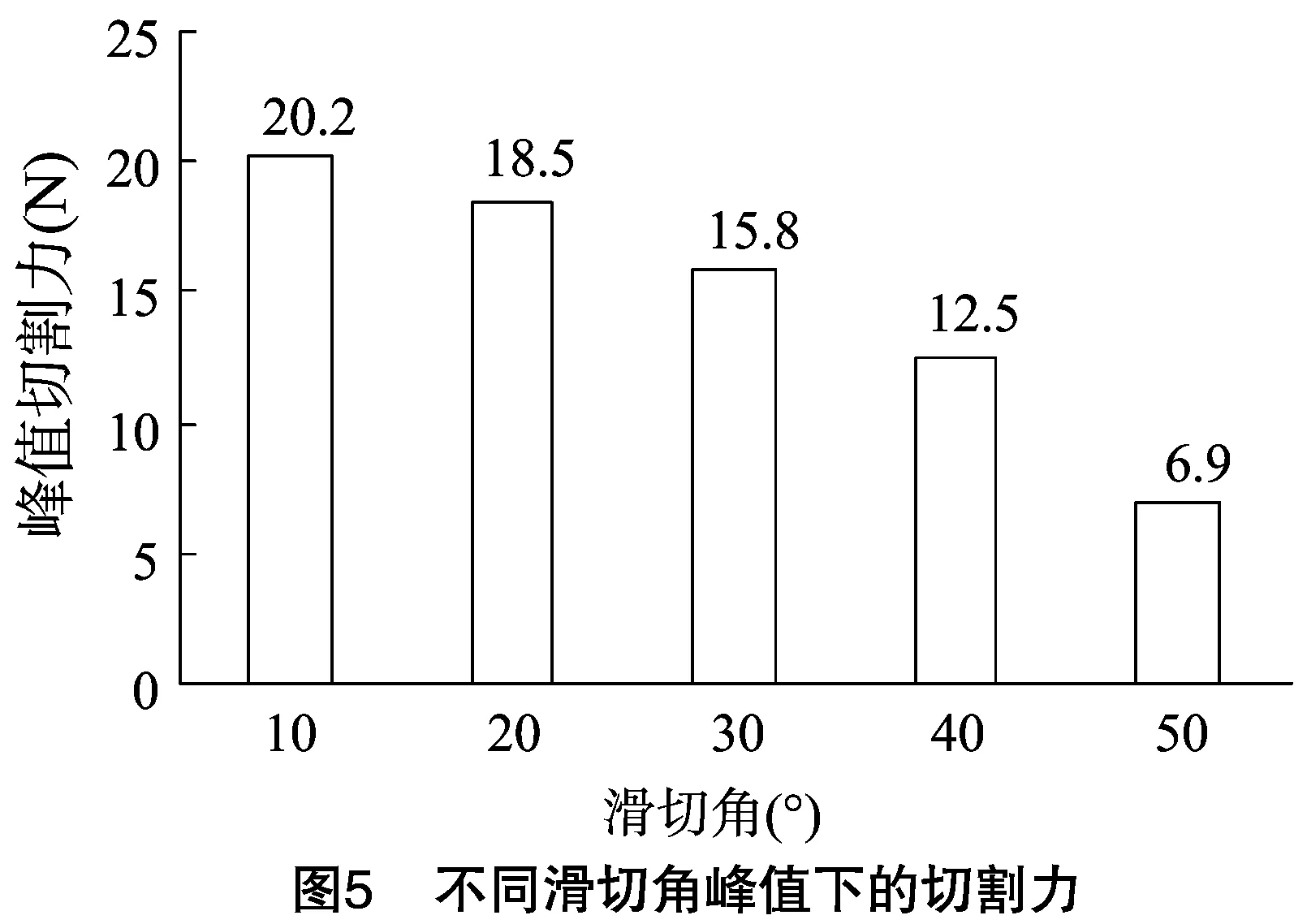
2.1.2 滑切角 滑切角即刀刃上任意一点的切割速度方向与该点处法向方向之间所形成的夹角,也是影响切割力的重要因素之一。设定切割速度为50 m/s,无重力场,不对茎秆施加约束。在滑切角为30°条件下的切割力变化曲线及不同滑切角峰值下的切割力分别见图4和图5。
由图5可知,在30°滑切角下,刀片的峰值切割力为 15.8 N,而当速度为50 m/s的正切时,由图3可知,刀片的峰值切割力为22.9 N。因此可见,在同等条件下,滑切比正切省力。随着滑切角的增加,刀片所受的峰值切割力逐渐减小,滑切角在10°~40°区间时,峰值切割力呈现缓慢减小的趋势,当滑切角达到50°时,峰值切割力有了较为明显的下降。虽然较低的峰值切割力从动力节省角度来说更优,但是从仿真过程来看,滑切角过大,刀片切断茎秆所需要的时间越长,效率也较低。因此,在试验水平范围内滑切角设为30°较为合理。
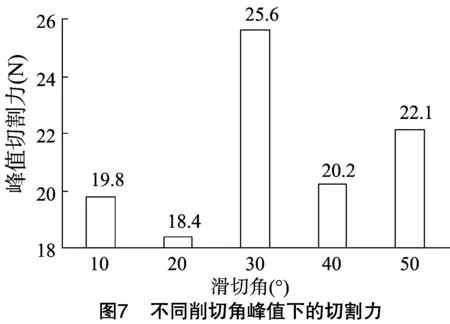
2.1.3 削切角 切碎装置内的切割形式复杂多变,存在各种形式的切割,削切角即切割刀片的刀刃底面与茎秆横截面所成夹角(取锐角)。设切割速度为50 m/s,无重力场,不对茎秆施加约束,滑切角为0°。图6为30°削切角下刀片切割力的变化曲线。

由图7可知,当削切角为20°时,峰值切割力为18.4 N,而50 m/s切割速度正切的峰值切割力为22.9 N;当削切角为30°时,峰值切割力达到最大值25.6 N,超过了正切的峰值切割力(22.9 N)。在所选择的削切角范围内,峰值切割力没有表现出特定的变化规律,不同削切角所得峰值切割力之间差异不大,对峰值切割力无明显影响,且削切和正切的峰值切割力大小基本相同。
2.2 离散元仿真分析
有限元分析更加侧重于分析物体的形变过程,适用于单根茎秆的切割受力分析,但是无法处理大量茎秆的群体切割模拟。而离散单元法把整个介质看成是由一系列离散的运动颗粒组成的,将各个单元的运动和位置变化综合在一起来描述整个介质的变形和演化[11]。相关研究表明[12-14],在处理茎秆群体问题时,离散单元法将更有优势。
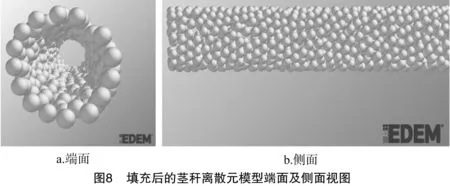
2.2.1 茎秆离散元Bonding模型的建立 作为研究茎秆群体的基础,需要取单根茎秆作为研究对象,建立基本的茎秆离散元模型。几何模型仍然采用如图1所示的中空圆柱体,在EDEM中设置茎秆材料属性,并用球型颗粒对茎秆几何模型进行填充,填充后的效果如图8所示。
在EDEM中,Herts-Mindling with Bonding这一接触模型可以用来黏结各个球型颗粒,形成可以连接2个颗粒的黏结键(bonding)键,该键可以承受切向及法向位移,当受到的外力达到设定最大法向和切向应力时,bonding键断裂,颗粒间的黏结效果消失,即可以用来表征研究对象受到破坏。
在刀片切割茎秆的过程中,刀片的峰值切割力对应于来自茎秆表面对刀片的最大阻力。同样的,颗粒间的bonding键也会对刀片产生阻力,并且会因为受力过大而发生断裂现象。因此,以bonding键力来表征茎秆表面韧性,判断峰值切割力的大小,是用离散单元法模拟分析茎秆切割的关键所在。
2.2.2 Bonding模型参数标定 在Herts-Mindling with Bonding接触模型中,需要设置各项参数,这些参数决定了bonding键的属性以及键力大小,即决定了各个球型颗粒之间能够承受的最大法向和切向应力。由于目前该研究领域没有相关资料可供参考,因此以“2.1.1”节利用有限元软件ANSYS仿真模拟的峰值切割力为参照,在EDEM中对各参数进行虚拟试验标定。
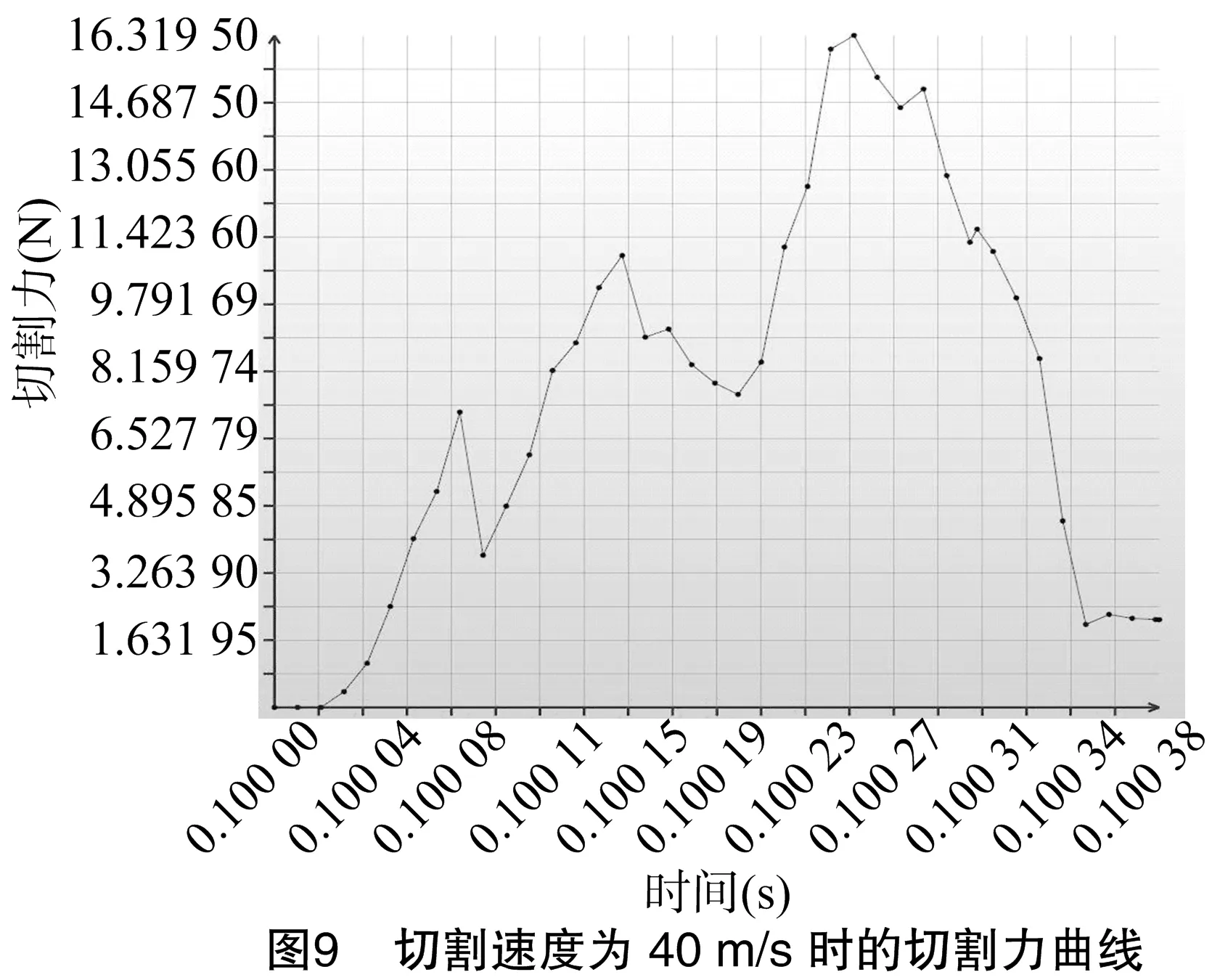
虚拟标定试验所用刀片模型和ANSYS仿真试验保持一致,切割形式仍然采用冲击式无支撑正切。选取40 m/s的切割速度作为标定水平,在切断茎秆后输出峰值切割力进行对比,根据二者结果不断调整bonding模型参数,以达到最接近的峰值切割力和切割效果,最终的峰值切割力为16.32 N,与ANSYS仿真结果相近,详见图9。Bonding模型参数及bonding三维模型见图10。
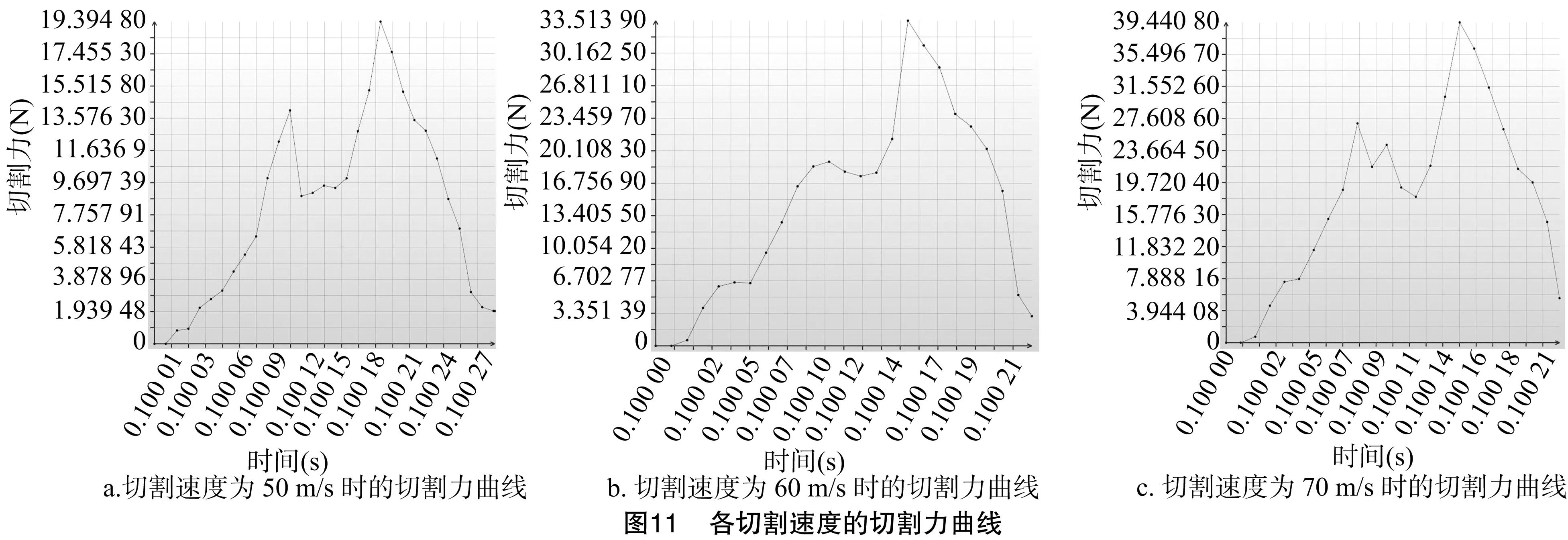
2.2.3 不同切割速度仿真 以“2.2.2”节所得Bonding模型参数分别进行切割速度为50、60、70 m/s的冲击式无支撑正切仿真,各个切割速度下的峰值切割力结果如图11所示,其中50 m/s切割速度的峰值切割力为19.39 N,60 m/s切割速度的峰值切割力为33.51 N,70 m/s切割速度的峰值切割力为39.44 N。
由图11可以看出,当切割速度为50~70 m/s时,刀片切割具有bonding键力的茎秆离散元模型,峰值切割力数值与有限元法分析的结果接近,平均误差率约为8.6%。当切割速度逐渐增大时,峰值切割力的变化趋势与阶跃点也保持一致。
上述仿真试验结果表明,利用Herts-Mindling with Bonding接触模型来建立具有表面韧性的茎秆离散元模型是可行的,能够体现茎秆在不同切割条件下被切断时的峰值切割力,且所建立的茎秆模型可用于后续的茎秆群体仿真试验。
3 结论
(1)切割质量随切割速度增大而有所提升,峰值切割力也逐渐变大。峰值切割力随削切角的变化没有表现出明显的规律,而随滑切角的增大而减小,滑切角在50°时,峰值切割力明显减小。在同等条件下,切割效果较好且省力的切割形式应为切割速度为50 m/s时的滑切。

(2)利用Herts-Mindling with Bonding接触模型,根据有限元仿真结果标定的参数,建立了茎秆离散元模型并进行了不同速度的切割仿真。结果表明,刀片的峰值切割力与有限元仿真结果相近,在50、60、70 m/s切割速度下的峰值切割力平均误差率约为8.6%,且峰值切割力随切割速度的变化趋势保持一致,表明所建立的模型较为准确。
(3)在模拟单茎秆切割时,基于离散单元法的仿真同有限元方法相比,所需时间大幅度减少,且结果相差不大,仿真效率更高。由于茎秆切割更注重的是动力的消耗和整体切割效果,在EDEM软件中可以直观地显示刀轴的扭矩、功耗及最终的切割结果,并且能更好地体现群体受力以及运动状态的改变。因此,采用离散单元法来模拟茎秆切割的过程将更合适。
(4)本研究探讨的是以有限元仿真结果为基础建立的茎秆离散元模型的可行性和准确性,后续可以该模型为基础展开群体切割理论研究和仿真试验,并为联合收割机茎秆切碎装置的结构设计改进提供一定的参考依据。