基于PLC、配料控制器、工控机的混凝土搅拌站控制系统
2018-09-13曹希龙万林林张浩王西友黄光慈周菊
曹希龙,万林林,张浩,王西友,黄光慈,周菊
(徐州徐工施维英机械有限公司,江苏 徐州 221004)
1 几种主流搅拌站控制系统架构分析对比
目前几种主流搅拌站控制系统架构分析见表 1。
2 PLC+配料控制器+工控机模式的控制系统结构
PLC+配料控制器+工控机模式的控制系统采用工控机(工业控制计算机)、PLC(可编程逻辑控制器)、配料控制器(配料仪表、称重传感器等执行元件)组成控制系统,其控制原理如图 1 所示。
工控机作为上位机,负责将生产指令下达到 PLC及配料控制器(称重仪表)、PLC 为下位机,配料控制器接收到工控机命令后负责配料过程,PLC 接收工控机指令及配料控制器的输入信号后控制搅拌站电控系统的电磁阀、电动机等动作。
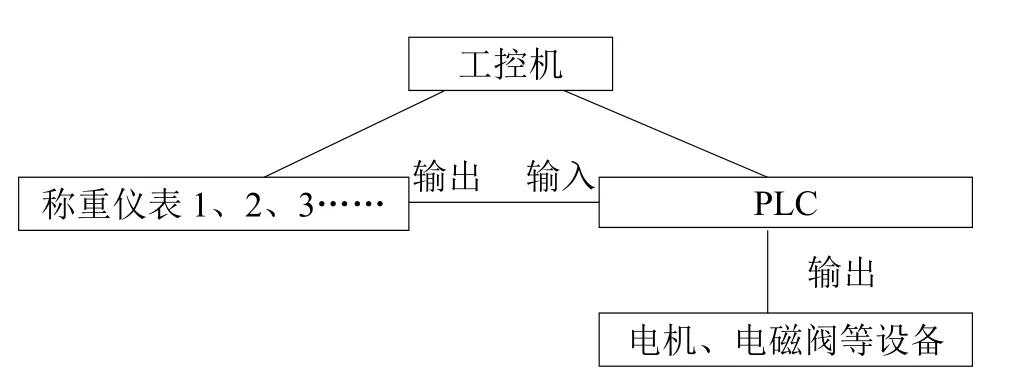
图 1 控制系统结构
在搅拌站运行过程中,工控机采集配料控制器数据并进行显示和存储,采集 PLC 输出的状态信号用于生产界面动态显示。工控机需实时获取搅拌站运行状态的数据,并根据这些反馈数据进行下一步的生产操作。在整个生产过程中,控制系统各部分各司其职,工控机负责生产任务管理、数据储存、下发生产命令,PLC 负责生产工艺控制(电机、电磁阀动作),配料控制器负责计量和配料。

表 1 主流搅拌站控制系统架构分析对比
3 系统组成详解
(1)工控机选用研祥工控机,工控机易于实现操作与管理、可靠性好、适用于环境恶劣、系统复杂、电磁干扰大的工况。上位机软件基于 .NET 采用 C# 编程,功能灵活,易于扩展,上位机软件运行于工控机上。.NET 平台由微软公司推出,具有跨语言、跨平台、跨系统能力。方便利用 XML 技术开发显示及打印数据报表,还能使用 GDI+设计各种图形编辑器,适用于开发复杂的企业级应用程序。工控机控制程序通过不同线程(程序执行信号流的最小单元)实时收集到称重仪表和 PLC(下位机)数据,保证各设备信号能够实时的反馈到工控机内。上位机软件主要实现人机交互、仓储查询、客户管理、配方管理、生产任务管理、报表查询等功能。上位机软件如图 2 所示。(2)PLC 选用西门子 S7-1200 系列,该 PLC 性价比高、指令丰富、执行速度快,支持以太网通讯,方便与上位机实现 Modbus-TCP 通讯。PLC 程序采用梯形图语言编程,编程灵活,易于在线调试和监控。PLC 接受上位机指令、配料仪表的信号和外部开关传感器的信号后控制搅拌站电控系统的电机、电磁阀动作,实现搅拌站的运转。PLC 与上位机之间采用 Modbus TCP 方式通讯。图 3 和 4 为 PLC 程序界面。
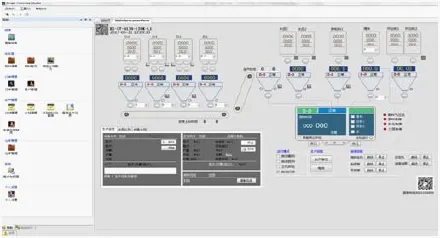
图 2 上位机软件界面

图 3 PLC 硬件组态

图 4 PLC 程序
(3)配料控制器选用 PLY600 配料控制器,该配料控制器配料精度高、抗干扰能力强、性能可靠。多块配料控制器通过 RS485 转 RS232 模块,与上位机通讯。配料控制器通过称重传感器实时采集重量信号并传给上位机显示同时根据上位机下发的配方进行计算,输出粗精称、料满、超差信号给 PLC,PLC 根据这些信号控制料门和电机的动作实现配料和卸料。详见图 5。
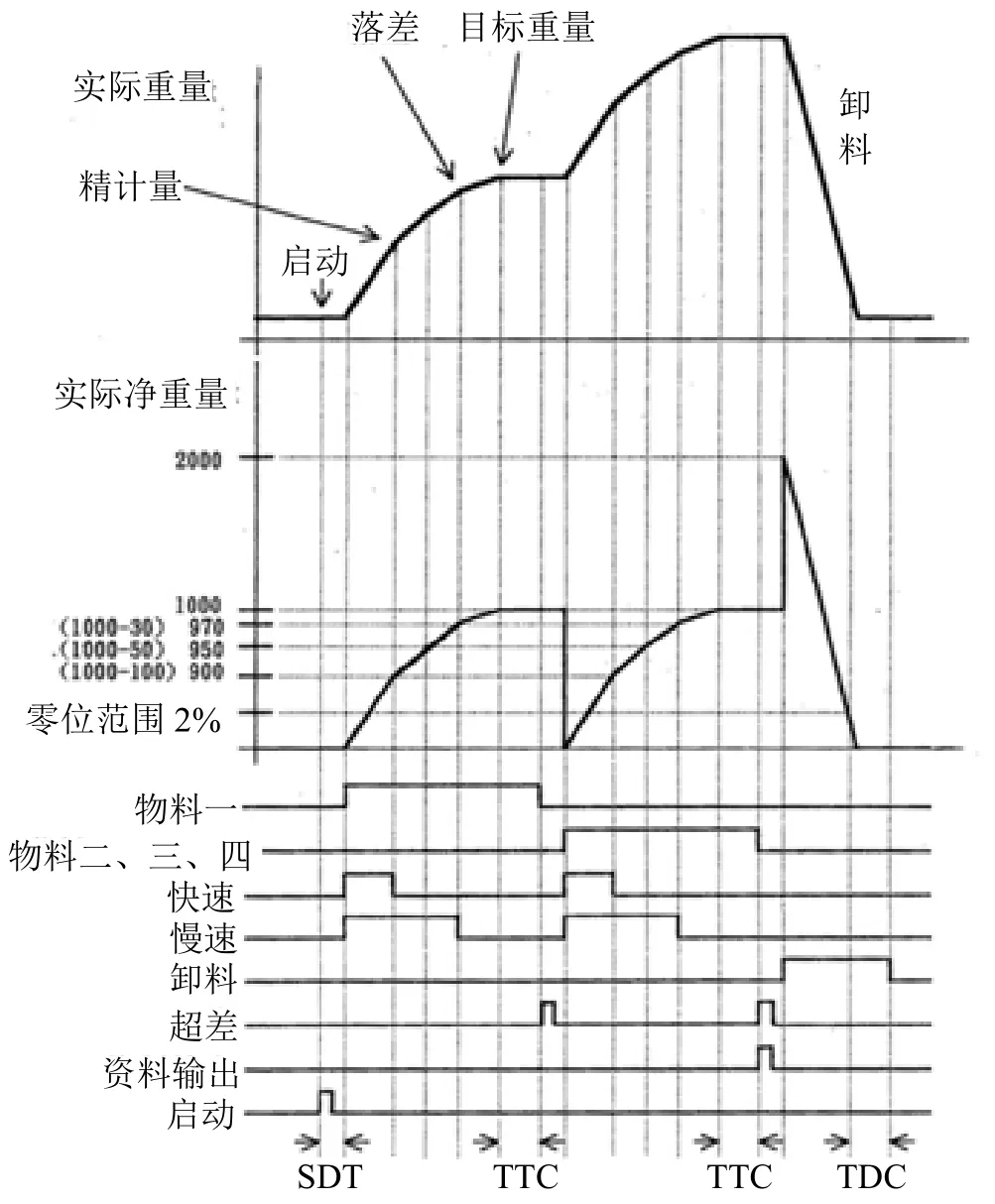
图 5 配料控制器运行时序
4 系统应用与前景
基于该架构的混凝土搅拌站控制系统自投入使用以来,经过对程序的不断优化完善,目前已经具备较高的可靠性和稳定性。由于该系统架构的特殊性,上位机软件不参与控制,仅作生产管理和数据存储,PLC 负责生产工艺流程的控制,配料控制器负责计量和配料,使得该系统不仅可靠性高而且配料精度高,受到了客户的好评。同时,上位机软件采用 C# 编程,人机界面友好,扩展灵活,PLC 模块扩展性强,可满足一些客户的个性化需求。
在完善系统功能、可靠性和配料精度的基础上,逐渐增加智能故障诊断技术,自动升级技术,同时增加对分布式的支持,以提高该系统的灵活性、易用性、可维护性。
