浅析换热器管板与换热管胀焊胀工艺方法
2018-09-10万咏知
万咏知
摘要:本论文阐述了在管壳式换热器的设计中换热管与管板的连接结构形式如何确定,确定了最佳的换热管连接方式为贴胀+密封焊+消除应力胀,防止换热器管板裂纹的产生,在生产中得到推广应用。
关键词:换热器;换热管;管板;强度胀;强度焊
在管壳式换热器中,换热管与管板的连接是一个比较重要的结构部分。根据管壳式换热器的使用条件不同,加工条件不同,管子与管板的连接通常采用:胀接或焊接的连接方式,胀接连接运行一段时间,随着冷热交替管板和管子间容易发生泄露,增加了维修频率;焊接连接的管子因过于密集,管孔桥间距较小,相邻焊缝的焊接热影响区叠加,容易产生焊接残余应力,焊后管板上易出现裂纹。
一、胀焊胀前准备
(一)材料准备:Q345钢材,t=20,200×200(中间开φ32孔),一块;20#管子,φ32×2.5,L=150,一段;
(二)设备、工具的准备:胀管器一个;WS-400氩弧焊一台;焊接辅助工具若干;
(三)组对:将准备好的管子与管板组对起来,管子伸出长度4-5mm。
二、胀焊胀操作工艺要点
(一)贴胀
主要反映在管孔是否开槽和焊接坡口及管子伸出长度等方面,对一些比较苛刻的使用场合也有用强度焊+强度胀的管接头连接方式,如双管板换热器设计要求采取强度焊+强度胀。我们在设计换热器时无论采取哪种方式,其要求满足的基本条件有两条:一是良好的气密性;二是足够的结合力。
(二)胀接
胀接是一个连续的弹塑性力学过程,胀管时管子产生了严重的塑性变形,管板则主要处于弹性状态,卸载时由于回弹管孔将管子压紧而形成胀接接头。强度胀是利用胀管器,使伸到管板中的管子端部直径扩大产生塑性变形而管板只达到弹性变形,因而胀管后管板与管子间就产生一定的挤压力,使管子能嵌入到管孔的环形槽内,达到密封紧固连接的目的。
(三)采用胀接时要求管板硬度较换热管硬度高,这样可免除在胀接时因管孔产生塑性变形而影响胀接的紧密性。
(四)胀接要求换热管伸出管板的长度应不小于3mm,是保证管板与换热管始胀处不受冲刷,同时无论是强度胀还是贴胀,胀接长度不准超出管板背面,并应离开3mm,是为了避免换热管被胀接碾成环装压痕而产生破坏。
(五)胀接联接时,管孔表面粗糙度Ra值不大于12.5um,管孔表面不应有影响胀接紧密性的缺陷,如贯通的纵向或螺施状刻痕等。
(六)应严格控制管孔与换热管的径向间隙,径向间隙是影响管接头胀接质量的最重要因素,间隙大易造成过胀,GB151-1999中Ⅰ级管束的胀接质量肯定比Ⅱ级的好,而且在换热管与管板不存在硬度差时,间隙的大小是至关重要的。
由于胀接靠的是管板孔收缩所产生的残余应力,这一应力会随着温度的升高而松弛,这样会致使管端处密封和结合力的降低,所以该结构受到压力和温度的限制,一般适用于设计压力≤4Mpa,设计温度≤300℃场合,且该连接形式不能用于d<14mm的换热管。
胀接连接具有生产简单、效率高、连接可靠的优点,在换热器实际制造过程中,胀接特别适用于材料可焊性差及制造厂的工作量过大的情况。
三、强度焊
管板与换热管的焊接,也是我们在设计中常采用的方式,因为换热管端部无需退火,管孔不需开槽,管孔的表面粗糙度Ra值也没有胀接时要求高,不大于35uM即可,所以制造加工简便。焊接结构强度高,抗拉脱力强,且当焊接接头有泄漏、换热管有裂纹或堵塞时,其修补或更换换热管都比胀接方式容易。强度焊一般使用于P≤35MPa,T不限制,换热管直径(d)不限制的情况,但不适用于有振动或有间隙、应力腐蚀的场合。强度焊管接头承受换热管轴向剪切载荷和密封要求的焊缝高度L1+L2应大于或等于1.4倍的管壁厚,且强度焊必须是填丝的氩弧焊,否则只作为密封焊。
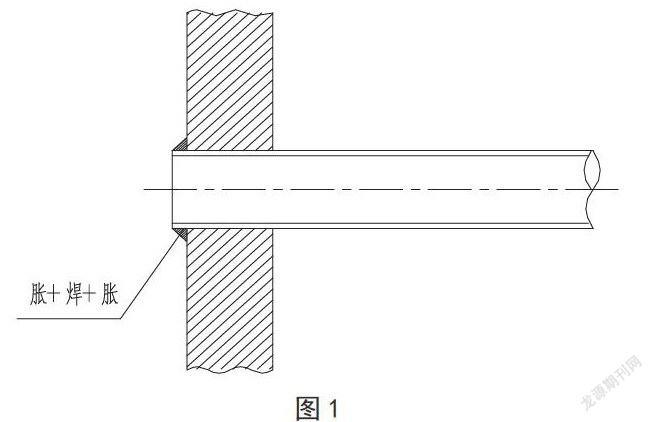
四、贴胀+密封焊+消除应力胀
焊接法虽然較胀接可以耐更高的温度,但是在高温循环应力的作用下,焊口极易发生疲劳裂纹,列管与管孔存在间隙,当受到腐蚀介质的侵蚀时,也会加速接头的损坏。因此,就产生了焊接和胀接同时使用的方法。这样不但能提高接头的抗疲劳性能,同时可以降低缝隙腐蚀倾向,因而其使用寿命比单用焊接法时长的多。
先胀后焊再胀的工序,焊前管板坡口清洗干净,贴胀时管子与管板间隙处的空气可以从正、反两侧排除,对防止后密封焊产生气孔及保证焊接接头的质量提供保障。但是对于焊接性较差的管子与管板接头,胀接时焊道容易产生微裂纹,甚至于将焊道胀裂。对于这种情况,应采用深度胀,即距管口15mm不胀,使胀接部位避开焊道,从而减小胀接对焊道的影响,这也是先胀后焊再胀工艺的最大不足之处。采用先胀后焊再胀工艺,管子与管板焊后的泄漏率比采用先焊后胀工艺要高出10倍左右,因此,国内外管壳式换热器的设计中多采用先胀后焊再胀工序。
五、结语
综合以上各种连接方式优缺点的分析,尽管也可以采用贴胀、胀接、焊接这三种形式,在设计和制造时,应优先考虑先胀后焊再胀的加工工序,选择贴胀+密封焊+消除应力胀的连接形式,对于要求高的连接,如双管板或复合板可采用贴胀+密封焊+消除应力胀的形式,这样既能保证良好的气密性、又能保证足够的结合力,可以使所设计的换热器长周期运行。不过在换热管与管板连接形式的设计中并没有标准的统一结构,不能一概而论,应根据设备的使用环境、流通介质及管板材料和结构等多方面考虑,确定合适的连接结构方案。