选区激光烧结3D打印树脂结合剂金刚石砂轮初探
2018-09-10陈家泓张凤林许琼生周玉梅
陈家泓,张凤林*,许琼生,刘 伟,周玉梅
(1.广东工业大学 机电工程学院,广东 广州 510006;2.仲恺农业工程学院 机电工程学院,广东 广州 510225)
0 前言
树脂结合剂超硬材料砂轮主要以酚醛树脂或聚酰亚胺树脂与超硬磨料以及其它添加剂固化而成,广泛应用于各种难加工材料的磨削加工[1-3]。由于树脂本身耐热温度和导热率较低,如不能及时有效地对磨削弧区的磨削高温进行冷却,有可能导致零件表面质量降低或烧伤,也有可能导致砂轮的磨削锋利度下降以及严重磨损[4-6]。国内外学者从砂轮的结构上进行设计以改善冷却效果,比如南京航空航天大学的赫青山和傅玉灿等人针对TC4钛合金在磨削加工中存在磨削温度高而导致工件表面烧伤的问题,提出利用热管换热技术冷却磨削弧区的新方法,发现环形热管砂轮可以有效降低磨削温度,避免工件表面出现烧伤[7]。 四川理工的张婕等人针对内冷式砂轮的内部结构,流道设计,流道布置等问题作了比较完整的分析,并通过实例进行具体分析、计算[8]。湘潭大学彭锐涛[9]等利用数值模拟方法,设计了并制备了加压内冷却砂轮,在磨削镍基高温合金时,降低了磨削温度,提高了加工表面质量。
3D打印技术(增材制造技术或快速成型技术)是以数字模型为基础,采用离散材料(液体、粉末、丝、片、板)通过逐层累加的方式来制造任意复杂形状的零件[10]。3D打印最常用的材料是光固化树脂,彭伟等人较早利用光固化树脂制备了金刚石磨具,通过在光固化树脂中添加微粉,可以增强层间结合强度,利用这种工艺制造出了圆盘状平面磨削砂轮和超薄型切割砂轮[11-12]。河南工业大学朱春山等研究了光固化树脂涂附磨具[13],通过丙烯酸与环氧酚醛树脂开环反应,制备出能紫外光固化的酚醛树脂结合剂,提高了砂轮的磨削比。但目前光固化3D打印带有微结构的树脂金刚石砂轮的研究还较少。
选区激光烧结(SLS)是另外一种常见的3D打印方法,但目前利用选区激光烧结技术进行树脂制备金刚石砂轮的3D打印的研究还比较少,因此本文尝试采用选区激光烧结3D打印一种树脂结合剂金刚石砂轮,并在砂轮工作层制备内冷却微流道,旨在改善砂轮磨削中的冷却效果,并初步探索了3D打印砂轮的磨削性能。
1 实验方法
本实验所采用的原材料包括尼龙、辅助填料和磨粒,具体参数和微观形貌见表1和图1。本砂轮设计了无流道和有流道两种砂轮样品,砂轮的具体配方设计和流道结构尺寸与数量见表2。磨削层的内冷却流道结构如图2所示。设备使用的是EOS P110选区激光烧结机,配套软件为Magics17.1及PSW3.6。设备结构主要由CO2激光器、激光光路系统、铺粉系统、工作缸等组成。将上述砂轮的三维立体结构模型文件由切片软件处理后保存为STL文件,将STL文件的数据信息输入到EOS P110烧结设备。经温度测试,成型参数优化后,采用以下参数进行烧结:激光功率25W,扫描速度2000 mm/s,单层厚度0.1 mm,烧结温度171.5℃。
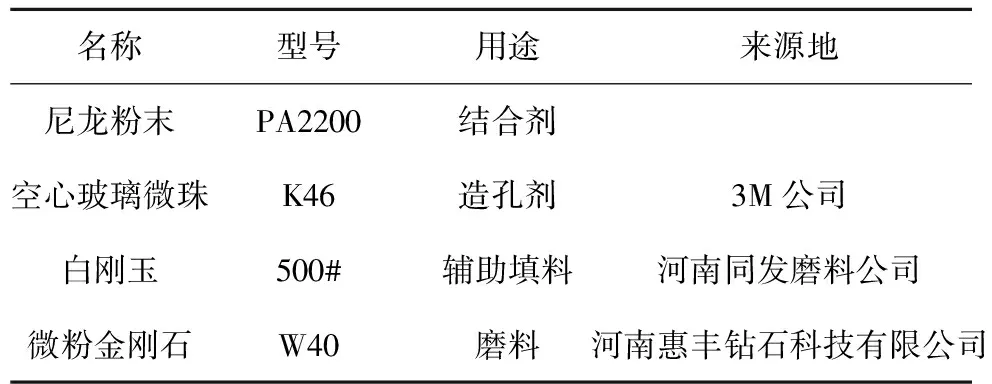
表1 原材料参数Table 1 Details of raw materials

图1 原材料的微观形貌图Fig.1 Microstructure of raw materials(a) 尼龙PA2200,(b) 空心玻璃微珠,(c) 白刚玉,(d) W40金刚石
在QT-1166型万能材料试验机上采用三点弯曲方式测定其抗弯强度,使用邵氏D型硬度计测试砂轮试样硬度;采用型号为WAZA520X-NC日本长岛超精密磨床进行工件表面磨削,砂轮转速7m/s,工件进给速度20m/min,磨削深度11μm,磨削工件包括:普通平板玻璃、氧化铝陶瓷、硬质合金YG15;使用Kistler9257BA型压电晶体测力仪和DEVE2010数据采集系统测量磨削力;采用表面粗糙度仪测量磨削工件材料的表面粗糙度,采用扫描电子显微镜(SEM)进行观察砂轮的微观形貌分析及观察工件的表面形貌。

表2 砂轮配方及流道设计Table 2 Grinding wheel composition and runner design
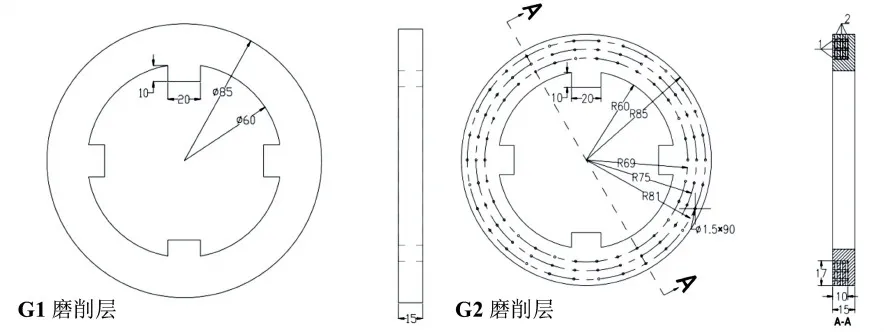
图2 磨削层结构Fig.2 The dimension and structure of 3D printed layer for grinding
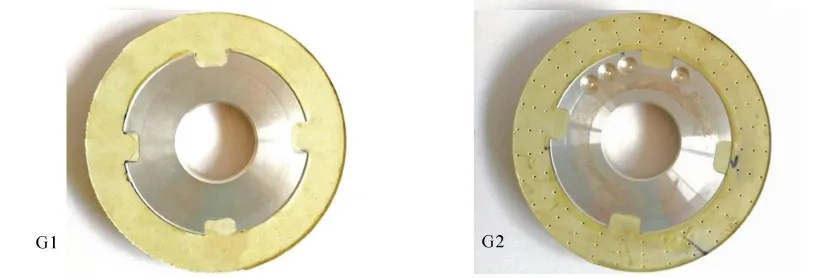
图3 3D打印的树脂结合剂金刚石砂轮照片Fig.3 The picture of SLS diamond grinding wheel
2 实验结果与分析
从表3可以看出,不同节块的抗弯强度均值在71MPa左右。测得的砂轮硬度为HS78左右。

表3 3D打印树脂金刚石砂轮节块的抗弯强度和硬度Table 3 The bending strength and hardness of SLS diamond grinding wheel
图4~图6为两种砂轮磨削不同材料时的切向磨削力和法向磨削力。对比G1和G2砂轮磨削玻璃、氧化铝陶瓷、硬质合金磨削力大小,可以发现有流道的砂轮G2与无流道的砂轮G1相比在磨削玻璃时的切向磨削力和法向磨削力区别不大。而在磨削硬质合金、氧化铝陶瓷时,有流道砂轮的切向磨削力、法向磨削力有减小的趋势。这可能与内冷却流道对砂轮的冷却效果影响有关,具体机理还需要进一步研究。
磨削后玻璃、氧化铝陶瓷和硬质合金表面微观形貌如图7,从图7(a)可以发现磨削玻璃时材料主要以脆性断裂的方式去除,表面呈现较多的破碎坑。从图7(b)可以看出,氧化铝陶瓷材料表面略有材料塑性去除痕迹,但不是很明显。这可能与氧化铝陶瓷自身硬度较高有关,尽管添加了刚玉填料,树脂结合剂砂轮所用的结合剂尼龙PA2200材料还是偏软,容易在磨削高硬度的氧化铝陶瓷时发生变形。从图7(c)可以看出,磨削后的硬质合金表面塑性去除的痕迹比较明显,存在较多的划擦和耕犁沟槽,这与YG15硬质合金相较氧化铝和玻璃的断裂韧度高,更容易以塑性去除的方式被磨削加工。
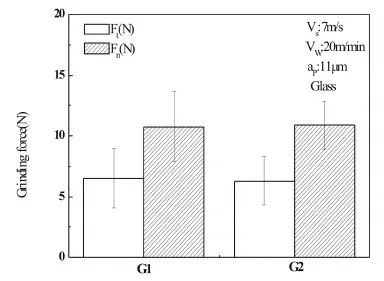
图4 G1和G2砂轮(不同流道数量)磨削玻璃时的磨削力Fig.4 The grinding forces of G1 and G2 grinding wheel on glass
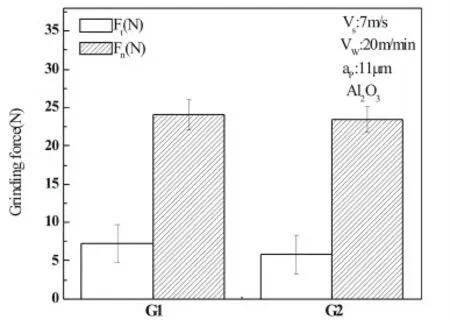
图5 G1和G2砂轮(不同流道数量)磨削氧化铝陶瓷时的磨削力Fig.5 The grinding forces of G1 and G2 grinding wheel on alumina ceramic

图6 G1和G2砂轮(不同流道数量)磨削硬质合金时的磨削力Fig.6 The grinding forces of G1 and G2 grinding wheel on cemented carbide
图8为3D打印树脂结合剂金刚石砂轮磨削玻璃、氧化铝陶瓷和硬质合金前后的表面粗糙度变化。无论是较低粗糙度的平板玻璃,或是氧化铝陶瓷和硬质合金,经过磨削后其表面粗糙度都在3μm 左右,说明SLS这种方法进行3D打印的树脂结合剂金刚石砂轮可以对常见的硬脆材料进行有效磨削。本文仅初步探索了选区激光烧结这种方法进行3D打印树脂金刚石内冷却砂轮的制造,有关3D打印树脂的优选、树脂的强化、砂轮的磨削机理和磨损机理等还需要进一步研究。

图7 G2砂轮磨削工件表面的SEM形貌Fig.7 The SEM morphology of workpiece ground by G2 SLS diamond wheel(a) 玻璃,(b) Al2O3陶瓷,(c) YG15硬质合金

图8 磨削前后工件表面粗糙度Fig.8 Surface roughness of workpieces before and after grinding
3 结论
(1)提出了利用激光选区烧结(SLS)3D打印带有内冷却流道的树脂结合剂金刚石砂轮。研究发现利用在尼龙PA2200中添加刚玉可以提高选区激光烧结金刚石砂轮的硬度和强度,并可以制备出具有内冷却流道的树脂结合剂金刚石砂轮。
(2)3D打印的树脂结合剂金刚石砂轮中的内冷却微流道在加工时有助于降低砂轮磨削力;砂轮可以对玻璃、氧化铝陶瓷和硬质合金等硬脆材料进行有效磨削加工。
