某型发动机高压压气机进气导向器叶片转动卡滞故障分析与排除
2018-09-10唐秀娟尚瑜媚孙青素王冲
唐秀娟 尚瑜媚 孙青素 王冲

摘要:对某型发动机高压压气机进气导向器叶片转动紧涩故障进行分析研究,确定了故障原因,并制定了相应的解决措施,为排除该类发动机故障积累了经验。
关键词:高压压气机;进气导向器叶片;卡滞
0引言
航空发动机作为飞机的“心脏”,其作用不言而喻;压气机作为航空发动机的重要部件之一,一旦发生故障,会对发动机的正常运行和使用造成严重影响,轻则影响飞行任务的完成,重则导致飞行等级事故。因此,对发动机压气机叶片故障进行深入研究,分析确定其故障原因,可以从根本上起到预防、警示作用,从而提高发动机使用的可靠性和安全性。
1故障现象
某型发动机在自由状态下进行总装配时,发现高压压气机进气导向器叶片不能转动,将其返回主修车间排故。在主修车间,将高压进气导向器放在装配架上,转动进气导向器叶片,叶片能转动,但是转动卡滞。
根据该型发动机工艺技术文件要求,高压进气导向器组件装配完成后,检查叶片的灵活性,叶片转动应平稳灵活。为确定该台发动机故障,现场随机抽查另一台完成部件装配的高压压气机进气导向器,发现在自由状态下叶片能转动,在装配架上转动更加灵活,证实该台发动机确实存在高压压气机进气导向器叶片转动卡滞故障。
2高压进气导向器结构
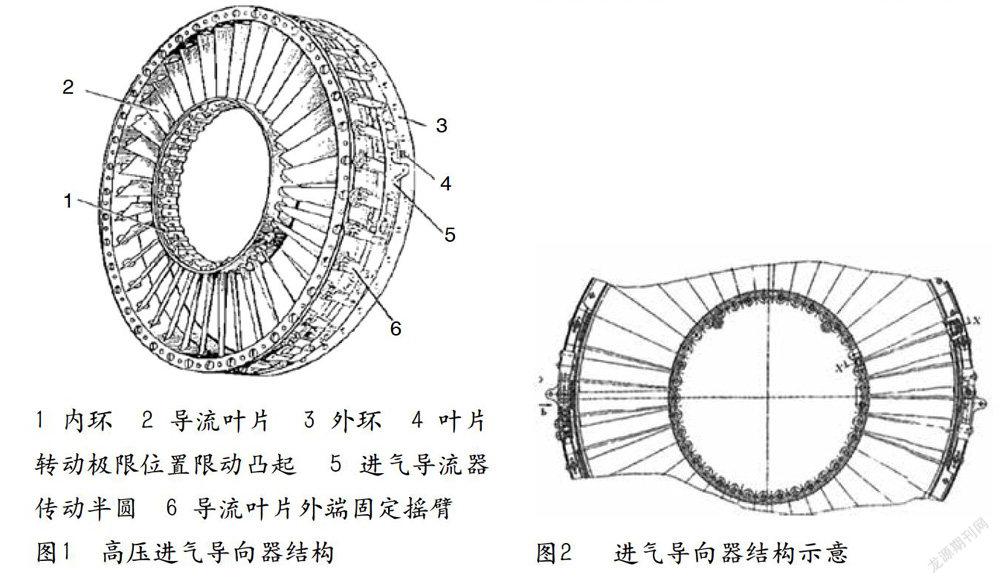
该型发动机高压压气机进气导向器由外环、内环、导流叶片、固定摇臂和传动装置组成(见图1、图2)。
高压压气机进气导向器内环是由两个圆环组合而成。共有37片导流叶片,叶片内端通过球形衬套和球形环与内环连接,外端根部通过球形环与外环相连,在内外环连接处都有一定的活动间隙(见图3)。进气导向器外环呈圆环形,在外环的外环面上,有两个半圆传动环,均与一半的导流叶片固定摇臂相连接,两半圆传动环互相连成一个整体。环面上设有固定传动的摇臂固定支架(见图4)。固定摇臂一端与导流叶片固定在一起,另一端与半圆传动环连在一起,当半圆传动环转动时,摇臂和导流叶片跟着转动。导流叶片的外端颈部与固定摇臂销子连成一体,当摇臂转动时,导流叶片随摇臂一起转动。导流叶片在叶片调节器和动作筒等传动装置的操纵下,通过37个摇臂的转动来改变37片导流叶片的安装角,以改变空气进入高压压气机的通道面积,从而改善压气机的工作状况,确保高压压气机能稳定工作。
3故障原因分析
3.1故障树
根据产品的原理、结构,分析影响故障发生的原因,列出如图5所示的故障树。
3.2故障分析
通过故障树分析,明确产生故障的影响因素,逐一分析排除故障原因。
1)叶片轴颈接触部位不光滑
从进气导向器结构上可知,与导向器叶片轴颈接触部位的零件有球形环、球形衬套,球形环装入球形衬套后,转动应平稳灵活。由于该台发动机球形环、球形衬套等零组件及叶片轴颈已按照工艺规程要求进行了修理,零件表面光滑无毛刺,因此不存在因叶片轴颈接触部位不光滑而带来的卡滞问题。
2)叶片内外环故障
该台发动机高压进气导向器内外环在故检时未发现任何故障,因此没有进一步修理,而是保持原台状态。且制造厂在制造时就保证了内外环上固定叶片轴颈的安装孔的同心度,因此不存在因内外环故障而影响叶片转动卡滞的可能性。
3)叶片不同心
a.叶片内外轴颈不同心
高压进气导向器安装在装配架上时,若叶片内外轴颈同心,37片导流叶片处于同一平面上,叶片就能平稳地灵活转动,反之,就会影响转动灵活度而导致卡滞现象发生。通常,叶片在自由状态下转动时的灵活性不如安装在装配架上转动的灵活性的原因即是如此。由于在制造时已保证了叶片内外轴颈的同心度,因此全台叶片装配后应位于同一平面,不存在叶片内外轴颈不同心的情况。
b.叶片和与之连接的摇臂不同心
因高压进气导向器叶片的外端颈部与固定摇臂销子连成一体,摇臂另一端与传动环连在一起,当传动环转动时,摇臂和导流叶片就随着传动环一起转动。因此,摇臂的转动灵活性也直接影响了导流叶片的转动灵活性。若摇臂孔与叶片孔不同心,在摇臂带动叶片转动时,37片叶片就不是處于同一平面上,可能使导流叶片转动不灵活,从而出现卡滞。
经查该台发动机机件修理情况,高压进气导向器有两片叶片打伤报废,按照工艺规程要求,对导向器内外环上的孔及摇臂孔进行了检查,未发现异常磨损,按要求更换了两片新品叶片。对高压压气机导向器进行分解检查,发现两片新品叶片上的孔与摇臂上的孔不完全同心,将串装的两片导流叶片和与之相连的摇臂进行加大组别配钻、铰孔,保证了叶片与摇臂孔同心,导流叶片转动卡滞故障立即排除。
3.3排故结论
综上,造成高压压气机进气导向器叶片转动卡滞故障的原因是:更换的导流叶片未与摇臂进行配钻、铰孔,叶片和摇臂不同心,装配后全台叶片不在同一平面上,从而出现转动卡滞现象。
4预防措施
为避免修理中再次出现该类卡滞故障情况,制定以下预防措施。
1)修理过程中,串装叶片、摇臂、衬套等零件时,应在组件状态下进行组合铰孔,以保证同心度。
2)进气导向器叶片轴颈应光滑无缺陷;轴颈有缺陷时,应打磨并选配相同组别的衬套,保证与衬套的配合紧度。
