发动机堵盖压装系统中压装力的分析
2018-09-10毛勇周国陶庆才
毛勇 周国 陶庆才

摘 要:在发动机压装系统中,堵盖压装是重要的组成部分,堵盖的压装质量影响着发动机水腔、油腔的密封效果。在实际生产过程中,通常使用压装力监控压装过程的质量。本文着重分析影响堵盖压装力的几个因素。
关键词:压装系统;堵盖;压装力
中图分类号:U464.13 文献标识码:A 文章编号:1003-5168(2018)19-0119-02
Analysis of Pressure in the Pressure System of Engine Plugging Cover
MAO Yong ZHOU Guo TAO Qingcai
(SAIC General Wuling Automobile Limited by Share Ltd,Liuzhou Guangxi 545007)
Abstract: In the engine press mounting system, blocking and pressing is an important part. The sealing quality of the cover affects the sealing effect of the water cavity and oil cavity of the engine. In the actual production process, the pressing force is usually used to monitor the quality of the pressing process. This paper focused on several factors that affect the loading capacity of plug.
Keywords: the system of pressing;blocking cover;the pressed force
随着社会的不断发展,汽车成为了人们不可或缺的交通工具。汽车重要的组成之一发动机是汽车动力的源泉。如果发动机油腔、水腔密封性不佳,会导致发动机润滑系统和冷却系统失常,若是在行驶过程中出现上述问题,更会危害到乘客的生命安全。
在进行缸体缸盖铸造时,需要预留若干个外孔,在完成加工后需要压入碗型堵盖,保证腔体内的密封效果,所以堵盖的压装效果很大程度上决定了腔体的密封效果。而在生产过程中,通常利用压装力作为监控指标。因此,分析影响压装力的因素有着重要意义。
1 压装系统
在堵盖压装系统中,通常使用伺服电缸进行堵盖的压装。电缸具有压力反馈与位移反馈功能,可以通过预设确定需要的监控变量,也可以实时显示每次压装过程中的力—位移曲线。
2 压装力
为了较好地监控压装质量,压装过程中通常会监控两个作用力,监控位移区间内的最小力,称为最小压装力,通过监控最小压装力可以有效防止堵盖孔过大、压装深度不合格等问题。另外,为了防止压装过程中压力过载,还需要监控整个压装行程中的最大压装力。因此,分析影响压装力的因素可以帮助我们方便快捷地判定压装不合格的原因,从而快速准确的解决问题。
压装力计算公式:
[P=PMπdfLfμ] (1)
[PM=δdfCaEa+CiEi] (2)
式(1)和(2)中,P为压入压装力,PM为结合面承受的单位压力,df为结合直径,Lf为结合长度,[μ]为摩擦因素,[δ]为过盈量[1]。
3 堵蓋孔径与堵盖直径
为了实现良好的密封性,堵盖的压装采用过盈配合的方式,在实际生产中,由于堵盖孔径与堵盖直径超差,出现以下情况,都会影响压装力。
①堵盖的直径大于等于堵盖孔径,但过盈量小于设定的最小过盈量,此时压装力整体偏小。
②堵盖的直径大于等于堵盖孔径,但过盈量大于设定的最大过盈量,此时压装力整体偏大。
③堵盖的直径小于堵盖孔径,此时堵盖与堵盖孔的配合方式变为间隙配合,此时在整个压装过程中,压装力几乎为零。
上述三种情况实际上是改变了公式中的过盈量[δ]。
4 压装深度
压装深度是衡量压装质量的一个重要指标,生产过程中,正常压装与压装过深的力—位移曲线如图1和图2所示。
对比两图不难发现,图2在位移为9.6~10.0mm时,由于此时压到堵盖孔内部台阶,压装力有一个突升过程,图1合格,图2最大压装力已经超过8kN,压装不合格。将压装深度调浅,可快速解决问题。
5 压装位置
在压装过程中,压装位置的定位是由PLC的伺服系统控制,其决定了堵盖圆心与孔径中心是否在同一水平线上,最理想的压装效果是两者的中心处于同一水平线上。目前的PLC伺服系统已经完全能够满足精度需求,但也不排除出现故障,定位精度下降的情况[2]。
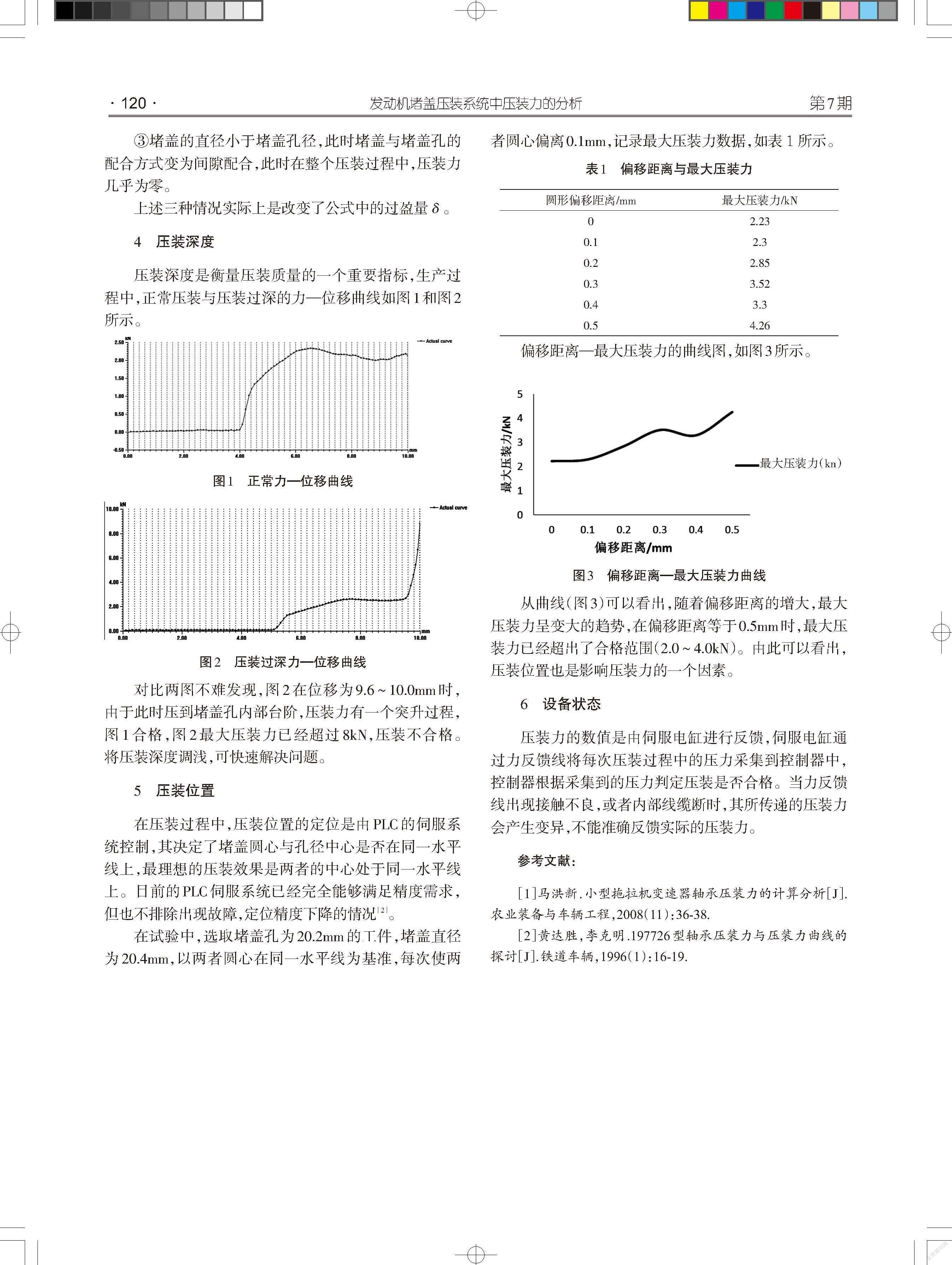
在试验中,选取堵盖孔为20.2mm的工件,堵盖直径为20.4mm,以两者圆心在同一水平线为基准,每次使两者圆心偏离0.1mm,记录最大压装力数据,如表1所示。
偏移距离—最大压装力的曲线图,如图3所示。
从曲线(图3)可以看出,随着偏移距离的增大,最大压装力呈变大的趋势,在偏移距离等于0.5mm时,最大压装力已经超出了合格范围(2.0~4.0kN)。由此可以看出,压装位置也是影响压装力的一个因素。
6 设备状态
压装力的数值是由伺服电缸进行反馈,伺服电缸通过力反馈线将每次压装过程中的压力采集到控制器中,控制器根据采集到的压力判定压装是否合格。当力反馈线出现接触不良,或者内部线缆断时,其所传递的压装力会产生变异,不能准确反馈实际的压装力。
参考文献:
[1]马洪新.小型拖拉机变速器轴承压装力的计算分析[J].农业装备与车辆工程,2008(11):36-38.
[2]黄达胜,李克明.197726型轴承压装力与压装力曲线的探讨[J].铁道车辆,1996(1):16-19.
