环保道路再生工厂布局的设计与优化
2018-09-03郭小宏谢富强
郭小宏,谢富强,郭 伟
(1.重庆交通大学 经济与管理学院,重庆 400074; 2.重庆交通大学 机电与车辆工程学院,重庆 400074; 3.重庆重交再生资源开发股份有限公司,重庆 401121)
0 引 言
中国高速公路的建设从“八五”开始进入了快速发展时期,到“十三五” 时期,实施“中国制造 2025”、 推动强国战略、 贯彻创新驱动发展的关键5年,中国计划新开项目68 个,带来了公路交通基础设施的繁荣发展。沥青混凝土拌合站作为施工使用最广泛的工程机械之一,其转型升级对中国工程建设具有重要意义[1-3]。据统计,截止2015年底,全国高速公路达12.3万km,覆盖90%以上的20万以上城镇人口城市。“十三五”期间中国高速公路投资增长势头将延续,到2020年全国高速公路将新增通车里程4.6万km,达到16.9 万km。在中国,80%~90%的高速公路都是沥青混合料路面[4-6],因此,不管是现在还是今后,沥青混合料的需求量是非常大的。
沥青路面的一般寿命为10~20年,每年约有12%的旧沥青路面需要翻修,旧沥青混合料废弃量将达到每年220万t。10年以后,沥青路面大中修产生的废旧沥青混合料将达到每年1 000万t。如果这些沥青混合料被废弃,一方面会造成环境污染,另一方面对于中国这种优质沥青混合料极为匮乏的国家来说是一种资源的浪费[7-8]。为了解决这个问题,可以在沥青混凝土搅拌站上添入再生设备,将废旧沥青混凝土回收料(RAP)预处理后用于沥青混合料的生产[9-10]。
如今国家大力倡导和推进绿色环保和循环经济,但传统沥青搅拌站仍存在许多环保方面的问题。道路再生工厂可推进混凝土生产的绿色环保和道路固体废料(以下简称“固废”)资源化利用,为沥青混合料生产企业融入城市工业园区提供有力支撑,并更好地服务于城市建设。
1 道路再生工厂的工作原理
1.1 传统搅拌站工作原理
传统沥青搅拌站新料运送到场地后采用装载机将新骨料上料到冷料斗,通过调节冷料斗下方皮带速度,粗略计量每个规格新骨料后送入烘干筒。由烘干筒将新骨料烘干后再由提升机提升到振动筛进行振动筛分,筛分后不同规格的料分别再次计量投入搅拌缸搅拌[11-15]。根据级配要求,向搅拌缸里同时投入一定比例的石粉和沥青。不同规格和比例的新骨料、石粉和沥青在搅拌缸里拌合到一定的温度,最后卸料到自卸车运送出去。
传统沥青搅拌站整体没有任何包封,装载机将新料上料到冷料斗、自卸车卸载运送的新料时都会产生大量扬尘,且装载机有大量的尾气产生,不仅污染了环境,还消耗了大量的能源。传统搅拌站是将新集料烘干后再由提升机提升,此时提升机提升的是热骨料,不但会加重扬尘的产生,而且在提升过程中有热量损失。此外,搅拌缸拌合时需要将沥青加热到一定温度,也会产生一定的废气。
1.2 再生工厂工作原理
道路再生工厂主要包括道路固废存放及预处理车间、新骨料上料车间、再生骨料上料车间、建筑固废存放及预处理车间、成品料生产车间以及科研办公区。
车辆将新骨料运送到新骨料上料车间外部一个固定卸料口,然后通过自动上料装置将新骨料分别输送到各自对应的料仓。料仓下部计量装置计量后根据地形情况通过提升机或者直接送入新骨料烘干筒烘干,此时新骨料烘干筒置于振动筛上方。在道路固废存放和处理车间通过一级破碎筛分和二级破碎筛分后形成4种规格的基准料。按照一定的比例将基准料送入再生料烘干筒烘干再计量。不同规格和比例的新骨料、再生骨料、再生剂、石粉和沥青在搅拌缸里拌合到一定的温度,最后将拌好的再生沥青混合料通过车辆过磅后运送出厂。
道路再生工厂每个车间单独隔离包封,避免了各个污染源交叉影响。用自动上料装置代替传统的装载机上料,既避免了装载机上料产生的噪音和扬尘,还节约了能源,同时占地面积更小。新骨料烘干筒置于振动筛上方,避免了提升机提升热骨料时的热量损失。将道路固废和建筑固废处理后用于沥青混合料的加工生产,垃圾变废为宝,资源得到了循环利用。在搅拌器上方安装吸尘罩,将收集的废气排入烟气处理系统或烘干滚筒内进行二次燃烧,最终排入除尘器进行处理。为了防止卸料时沥青烟气的污染,可在成品料卸料区设置密闭的通道,卸料时通过负压吸附将废气排入烟气处理装置。
1.3 再生工厂工艺流程
道路再生工厂工作时分为独立的5条线路,即再生料预处理供给线路、新骨料供给线路、沥青供给线路、石粉供给线路和再生剂供给线路,工作流程如图1所示。各线路工作流程如下。
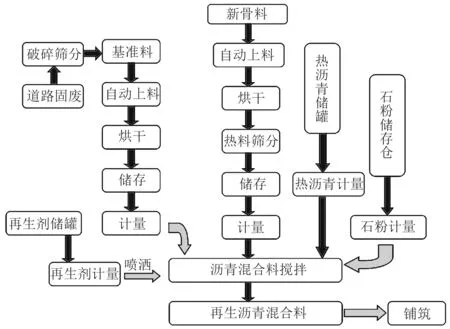
图1 再生工厂工作流程
(1)铣刨回收的道路固废由自卸车卸料到道路固废堆放区,根据需要经一次破碎或者二次破碎筛分后形成基准料,由自动上料装置上料到烘干筒,烘干计量后在重力作用下下落到搅拌缸搅拌。
(2)自卸车将运来的新骨料通过自动上料装置直接上料到烘干筒,烘干后再重力下落到振动筛分装置,经储存、计量后由溜槽送到搅拌缸搅拌。
(3)热沥青、石粉和再生剂通过各自的计量装置计量后分别输送到搅拌缸搅拌。
(4)再生料、新骨料、沥青、石粉和再生剂按照一定的比例在搅拌缸里充分搅拌后就形成了再生沥青混合料,可直接用于沥青路面摊铺。
2 经济技术指标
为了使道路再生工厂适应都市化生产要求,必须按照都市工业企业建设及排放标准执行。
2.1 环保指标
(1)绿色环保型RAP再生工厂所产生的大气污染物综合排放标准如表1所示。
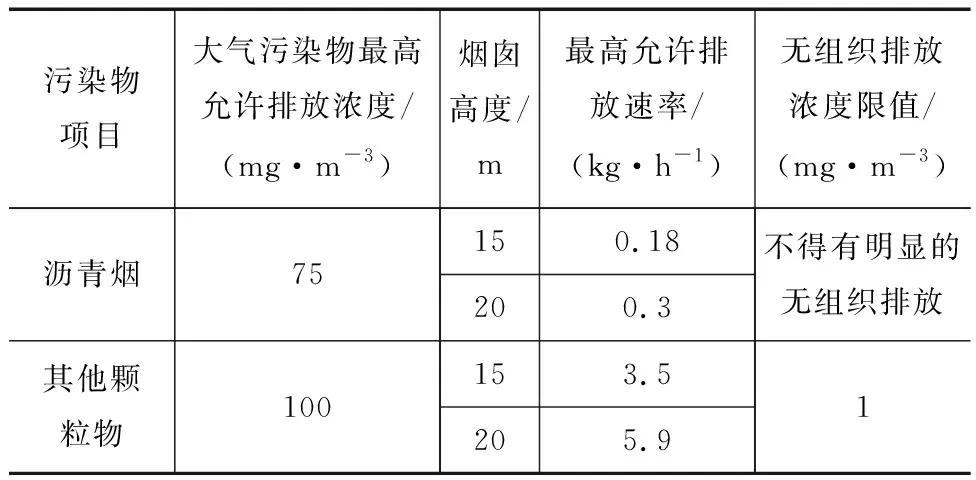
表1 大气污染物排放限值
(2)工厂厂界环境噪声排放应满足三类标准,具体见表2。
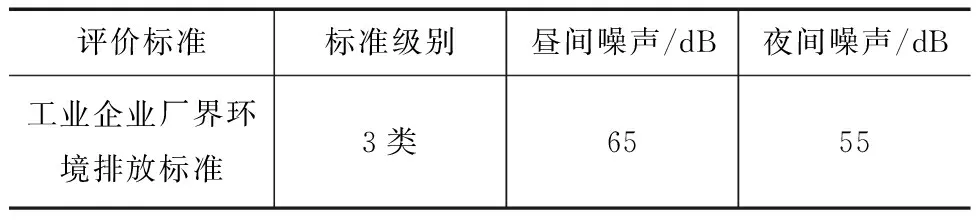
表2 工业企业厂界环境噪声排放标准
2.2 经济指标
价值工程是一门技术与经济相结合的新兴学科,它既是一种管理技术,又是一种思想方法。价值工程是以用最低的寿命周期成本可靠地实现产品必要的功能为目的,着眼于产品功能分析的有组织活动;它以提高价值为目的,以功能分析为核心,以科学方法为工具,把产品的技术水平与经济效益有机联系起来,通过对产品的功能分析,寻找提高产品价值、降低成本的方法。将价值工程运用在再生工厂生产过程中,分析其中存在的问题。价值工程中价值、功能和成本的关系为
V=f(F,C)=F/C
(1)
式中:V为功能价值系数;F为功能系数;C为成本系数。
传统沥青搅拌站可大致分为环保除尘系统、拌合楼总成系统、集料烘干系统、沥青加热供给系统、烟气回收系统、配料系统等16个系统。运用成本比重法对这些系统进行分析,按照局部系统成本在全部成本中所占比重来选择价值工程的研究对象。
通过分析选取成本累计达到77.9%的6个系统作为A类,选取成本累计达到18.14%的6个系统作为B类,选取成本累计达到3.96%的4个系统作为C类。成本比重分析结果如表3所示。

表3 成本比重分析结果
对A类6个系统分析计算后可知,存储集料、旧集料加热、提升骨料、骨料除尘系统的价值系数均小于1,说明这4项功能水平与成本系数不符,因此需要对这4项功能进行具体分析。本文从这几方面进行具体分析与优化。
3 再生工厂功能分区
道路再生工厂主要分为废旧沥青路面材料堆放区、沥青路面材料破碎筛分区、基准料堆放区、基准料上料区、自动上料区、新骨料堆放区、集料输送区、沥青罐存放区、加工区主楼等。
3.1 道路固废破碎筛分区
沥青路面材料回收之后,回收料存在较大的差异性,这在很大程度上影响了再生沥青混合料中旧沥青路面材料的添加比例以及再生沥青混合料的质量。因此,对废旧沥青路面材料进行预处理可在一定程度上减少初始回收料对混合料生产带来的影响。道路再生工厂道路固废破碎筛分区如图2所示。

图2 破碎筛分区
通过铣刨的方式将废旧沥青路面材料回收,然后用装载机将回收料上料到给料机,给料机给料到破碎机进行一次柔性破碎,如果一次破碎后满足材料要求即可进行筛分,如果一次破碎后不满足材料要求,需进行二次柔性破碎,最后筛分后获得基准料。道路固废预处理工艺流程如图3所示。

图3 预处理工艺流程
3.2 自动上料区
传统沥青搅拌站是通过装载机上料到料斗,不但效率低、能耗大,而且会产生大量的粉尘和噪音。因此提出采用自动上料装置,不再使用装载机,这样不但可以提高效率、降低能耗,还减少了粉尘和噪声的产生。
自动上料装置如图4所示。卸料车卸料后,通过皮带将不同粒径的新料分别输送到各个料仓。料仓设计为10个,其中6个存储常用新料,另外4个料仓存储花岗岩、玄武岩等比较特殊的料粒。料仓的容量是根据生产能力的需要设计的,可满足至少5 d的生产。生产加工时,根据级配需要分别调节料仓下部皮带的速度,从而获得一定比例的初集料。料仓下部放料系统如图5所示。

图4 自动上料装置

图5 自动上料装置放料系统
3.3 加工区主楼

图6 新料烘干筒上置
旧料的前期预处理和新料的存储与上料完成后,最终都要输送到主楼进行深入加工。本研究将新集料烘干筒置于振动筛上方(图6),从而避免了烘干后烘干筒放料时的热量损失,并且此时新料烘干筒和旧料烘干筒距离更近,二次燃烧路径也就更为紧密。
传统沥青搅拌站的搅拌缸置于新料计量仓下部,再生料则通过其他方式间接输送至搅拌缸。由于再生料含有沥青,烘干加热后沥青软化会导致再生料送至搅拌缸的过程中发生粘料现象。为了避免这一现象发生,本研究将搅拌缸置于再生料计量仓下部,新料计量后通过溜槽输送至搅拌缸。成品料卸料区可形成密闭的通道,通过负压吸附将废气进行静电、喷淋、活性炭吸附、UV光解、等离子等不同组合方式的处理(图7),有效吸收或降解烟气中的有害物质,排出符合排放标准的气体。
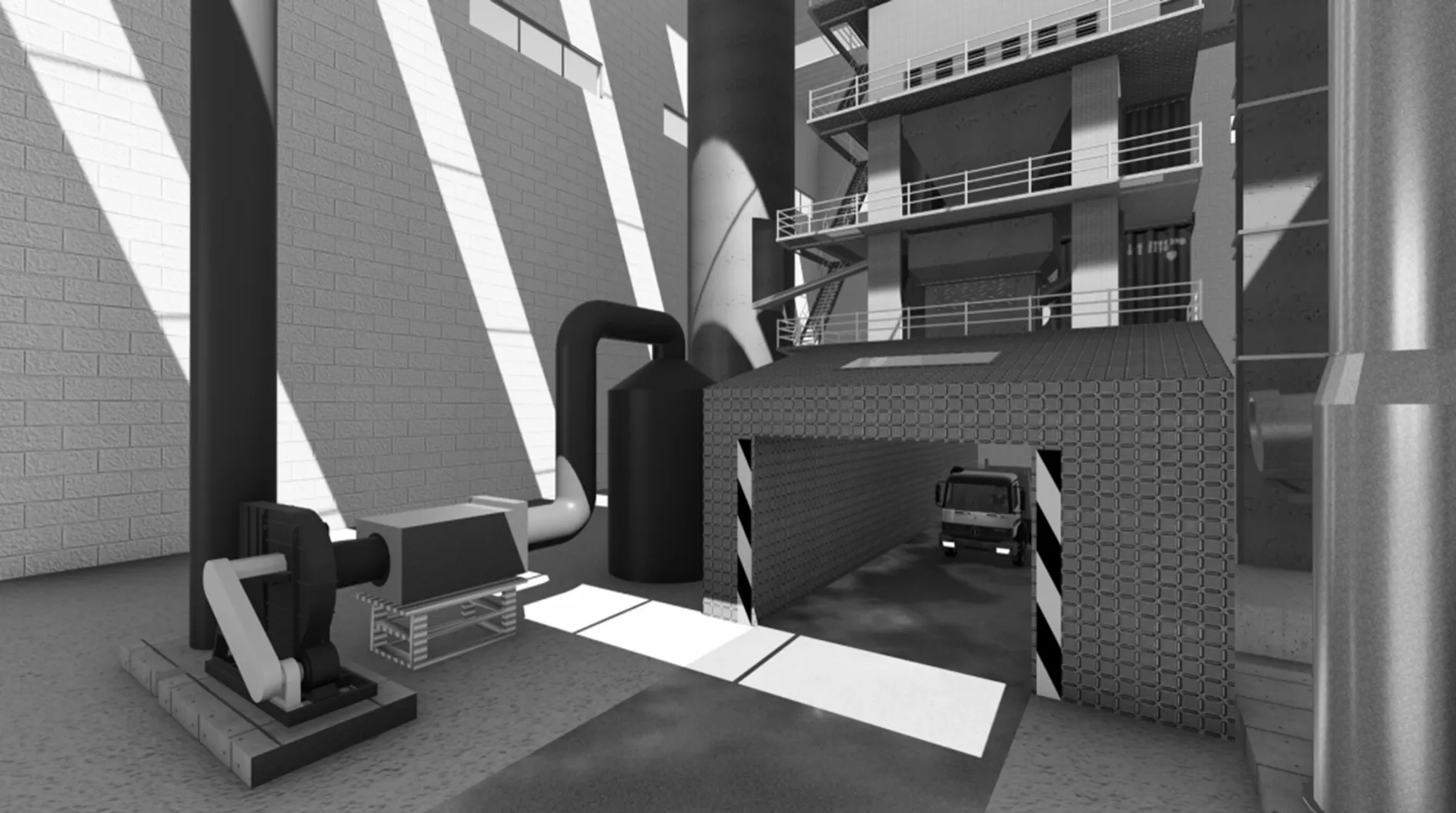
图7 烟气处理方式
3.4 再生工厂整体布局
再生工厂整体布局如图8所示,该布局涵盖办公楼、实验楼、宿舍、运动场、休闲娱乐区和厂房加工区。右侧彩钢棚用于再生沥青混合料的生产加工,包含了废旧沥青路面材料的堆放、破碎、筛分和输送部分,并形成基准料用于加工再生沥青混合料。左侧彩钢棚为建筑固废处理预留位置,包含了建筑固废堆放、破碎、筛分和输送部分,并且预设制砖车间。
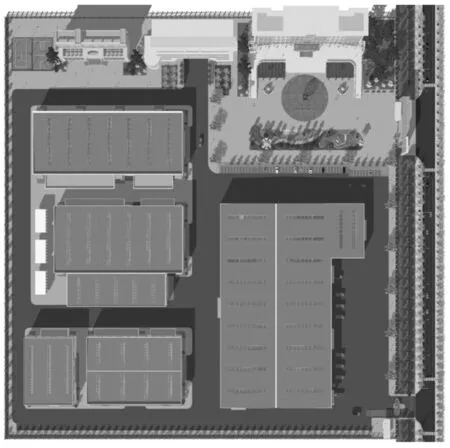
图8 再生工厂整体布局
4 结 语
本文为解决传统沥青搅拌站噪声、粉尘、废气和能耗方面的问题,通过价值分析计算得知,存储集料、旧集料加热、提升骨料、骨料除尘系统的价值系数均小于1,将搅拌站进行功能分区后改进了这4个系统及其相关的部位。将废旧沥青路面材料处理为基准料后,对优化后的搅拌站从功能、工艺、物流等方面进行合理布局,形成的道路再生工厂噪声排放满足工业企业厂界环境噪声排放三类标准,粉尘排放满足大气污染物综合排放二级标准,废气排放满足大气污染物综合排放二级标准。本项目进一步的研究内容为,利用现阶段已取得的研究成果,根据实际地形落实环保再生工厂的建设,真正实现花园式、工厂化、自动化、人性化、环保与节能的沥青混合料再生工厂。
