锦氨织物数码印花品质问题成因分析及对策探讨
2018-08-29欧晓红陈晓玲
欧晓红,陈晓玲
(湖南工程学院 纺织服装学院,湖南 湘潭411201)
数码印花又被称为“万能的印花术”。中国作为纺织大国,数码印花技术的出现和成功应用无疑带来了纺织业中的一次重大技术革命,它具有里程碑式的意义[1],数码印花带来的经济和社会效益将对印染大国中国乃至全球都会产生深远的影响。数码印花应用非常广,如应用于纺织服装、家居装饰、个性化礼品、流行文化周边产品及广告标牌等。如今,数码印花技术随着计算机技术发展而逐渐形成为一种集机械、计算机电子信息技术为一体的高新技术产品,随着计算机技术及机械制造技术的发展,带来数码喷射印花技术的高速发展。其次,服装流行周期越来越短,花型变化越来越快,生产要求越来越高,订货批量越来越小[2],无版、无压力、色域广、精度高的数码印花更符合小批量、多品种、个性化、生态型的市场需求。随着环保法规的完善,执行力度的加大,企业的环保压力增大,数码印花实现几乎零污染零排放,为各印花企业减少了环保压力。总之,数码印花因低成本、小批量、生产灵活、周期短、生态环保等优势而受到市场的青睐。
1 数码印花工艺
数码印花系统是由活性数码印花、酸性数码印花、涂料数码印花、分散热转印和分散直喷数码印花五类工艺组成。广泛用于数码印花的喷墨墨水主要分为酸性墨水、活性墨水和分散墨水。
锦氨织物数码印花通常采用酸性染料墨水,其既有色谱齐全、色域广的优点,又兼具数码印花小批量、灵活性、周期短、低成本、环保节能的长处,因此,受到国内外内衣及泳衣设计制造企业的广泛认可。一般来说,数码印花的牢度良好,其品质问题主要集中在印花颜色及定位印花尺寸上。据某数码印花公司的客户投诉统计数据显示:约有七成以上的投诉集中在印花颜色上,两成集中在花型尺寸上。通过梳理锦氨织物数码印花的整个工艺流程,分析这些品质问题的形成原因及探讨改善对策。
1.1 直喷数码印花工作原理
数码印花按工艺方法可分为直喷数码印花(也叫喷墨、涂料数码印花)、冷转印数码印花、热转印数码印花。直喷数码印花工作原理与喷墨打印机基本相同[3],用数码技术进行印花。在数码印花技术中,通过输入计算机的图像(包括CAD设计、扫描和数码相机拍摄的图像),加以数字化处理以后,对注入墨水的喷头施加压力,使墨水从喷头喷射出来,通过计算机控制喷头运行方向,直接在织物表面形成图像。
1.2 锦氨织物数码印花的工艺流程
(1)图像处理。扫描图稿、布样等,提取印花图案,进行编辑处理、分色、描稿,这一阶段主要对花型精度有一定影响。
(2)调色。根据获取的经过处理的图案颜色调制配方,决定了颜色的精准度及整体效果,对印花颜色有很大影响。
(3)上浆。按比例调制好浆料,将印花底坯进行过浆料整理,主要用于清理布面杂质,是一道很重要的前定工序,可改善织物对墨水的吸收能力,提高织物平整度以便导入打印机台,浆料的应用同时也可防止墨水对织物的渗透程度。
(4)打印。将预先处理好的印花图案输入计算机系统,将前定处理过的织物半成品导入机台,机台在计算机程序的控制下在织物半成品表面喷印出印花图案。
(5)蒸化水洗。将打印好的印花织物放入恒定压力与温度的蒸箱,进行高温蒸化,蒸化对发色影响最大,水洗则是将蒸化出缸的布用一定比例的助剂进行水洗,通过水洗除去杂质(如浆料及墨水浮粒等)、固色及改善手感。
(6)后定后检。将水洗过的印花织物烘干,并对花型尺寸及布面进行整理校验。这一阶段是最后的把关,但对已经成为成品的颜色已不可改变。
(7)合格成品包装入库(如图1)。

图1 数码印花工艺流程图
2 锦氨织物数码印花常见的品质问题
数码印花的工艺流程相对比较简单,但由于我国数码印花技术起步晚,其生产技术的规范及工艺流程的管理还存在一些不足,从而导致一些品质问题,主要集中在印花颜色及印花版型尺寸上。
2.1 颜色问题
(1)色差(如图2):即指颜色稳定性问题,批板与大货之间,不同批次大货之间色光、饱和度等方面的差异。
(2)渗色(如图3):渗色是由于喷头在喷射墨水过程中,墨水会随着织物纹路渗透到其他色位造成花型的变化。如条子布出现渗色问题就容易使花型线条呈颗粒状渗出,会导致印花线条不够细腻而影响其美观性。
(3)沾色(如图4):沾色则是由于水洗固色不够造成浮色漂移或深色转移,沾到浅色印花部分形成脏污的品质问题。
(4)麻点(如图5):通常表现在印花粉色、灰色部分,印花上色不匀呈现颗粒状底坯露白等品质问题。
(5)Pass痕(如图6):布面呈现条痕状喷头运行的轨迹,表现为深浅间色,深色满底印花成为明显。

图2 印花色差

图3 渗色
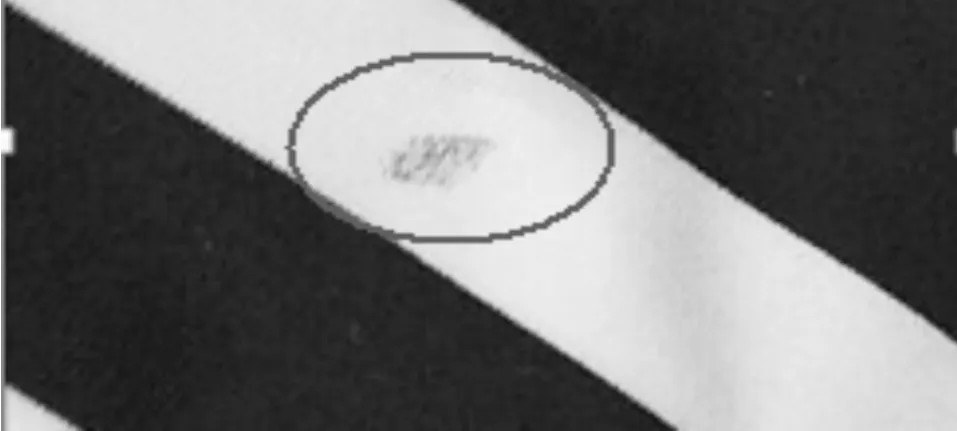
图4 沾色
2.2 版型问题
数码印花版型在出稿、打印或蒸洗等加工过程中图像处理失误或人为操作不当,导致匹装花的花型回位尺寸错误或定位印花中尺寸出现偏差等问题。
3 数码印花品质问题的成因分析
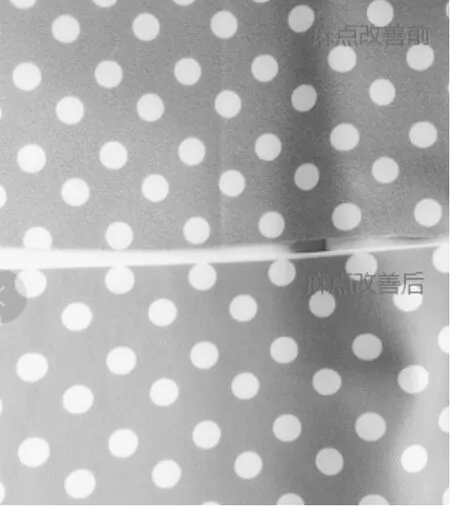
图5 麻点

图6 印花Pass痕
3.1 颜色品质问题
随着计算机技术的发展和染料墨水工艺进步,数码印花部分技术难题会被逐步解决。根据锦氨面料数码印花工艺流程不同阶段,分析数码印花品质问题成因。
(1)印前预处理。数码印花在打印以前需经过分色,调色、底坯预处理等工序。分色及调色技术人员的专业水平,以及底坯品质、来源及预处理配方等因素会导致印花色差及印花线条细腻和图案生动的程度。
(2)印中阶段。锦氨织物数码印花在蒸化以前对环境相当敏感,除了温度湿度等的变化,以及打印机台及喷头工作状态,数码印花墨水品质及标准等均会导致数码印花的品质问题。如渗色一般与打印机台喷头状态有关,喷头喷墨不流畅及定位不准易造成渗色及Pass痕问题。数码印花是CMYK W混色印花,所有颜色都由这五色墨水混合而成,墨水品质差异,各供应商墨水标准不统一,没有行业通行颜色标准,导致颜色指标混乱,稳定性差[4],极易出现印花色差问题。如墨水喷头堵塞,以及麻点问题,粉红等红色系浅色以大红墨水调制,国产大红色墨水颗粒偏大,是导致麻点的主要原因。
(3)后处理。锦氨织物数码印花完成打印后要固色处理,进行蒸化洗水等。其中打印后织物保存环境、蒸箱温度及时间等,洗水温度、固色剂比例等的差异均会导致色差。部分染料如青色,军绿色、橙色、宝蓝等极为敏感,极易产生色差。
3.2 版型问题
印花版型问题产生的原因主要在几方面:一是,由于各企业所用的设计软件不尽相同,不同设计软件之间转换会产生一定的尺寸偏差,这给数码印花特别是定位印花的尺寸控制带来一些不便;其次,由于不同织物都具有一定缩率,在数码印花高温蒸洗过程中会缩水,不同布种及同一布种不同批次坯布或者同一批次的坯布在不同环境下缩水率都会不同,有时很难得到准确预估,织物的缩率为数码印花尺寸控制增加了困难。在洗水及定型烘干过程中人为操作不当,过分拉伸或拉伸力度不均等也会造成印花位置偏移。
4 锦氨织物数码印花品质问题的解决对策
锦氨织物印花工艺主要分为印前处理、印中处理及后整处理。其中印前处理又分为上浆、处理图稿、分色、调色;印中主要是喷墨打印阶段;后整处理又分为蒸化水洗、定型包装,对印花颜色有重大影响的都在印前浆底、印中调色及打印设备工作状态及后整蒸化发色洗水。只有做好这些环节的控制,才能改善印花品质问题。
4.1 印前控制
4.1.1 印花底坯
数码印花是在白的底坯上进行喷墨打印的,而印花白底坯也可能会存在色差、颜色不同,即使配方不变,发色稳定也会影响印花颜色效果。如底坯偏黄或偏蓝都会影响印花色光,特别是对浅色底印花影响相对更为明显。因此,同一批大货尽量保证底坯色光一致是印花颜色稳定的前提。
底坯的织物结构及品质会影响织物对墨水的吸收程度、对色光的反射程度、及蒸化阶段发色等。不同批次生产的印花坯布品质可能会有差异,频繁更换坯布供应商会导致印花颜色偏差难以控制。所以,选择一家品质良好、规格稳定的坯布供应商也有利于预估织物缩率进而保证数码印花尺寸稳定性。
4.1.2 浆料
直喷数码印花经过上浆处理,可防止墨水在织物表面发生渗化,能获得更清晰的图案并且促进染料与纤维的反应,展现更好的印花效果。在纺织半成品导入机台前需对其布面进行增强亲水性、墨水吸收性及增加黏稠度的整理。浆料成分主要由糊粉或优彩素、尿素、硫酸氨及水按一定比例调制而成,尿素为常用的吸湿剂,随着其比例的增加,会提升织物的着色效果,但同时会降低印花的精细度。当锦氨织物尿素比例超过5%时,墨水颜色会很容易渗透,一般薄型织物尿素比例会控制在3%~5%之间,厚型织物尿素比例控制在5%~8%,能够达到颜色渗透与印花精细度的最佳平衡状态[5]。
4.1.3 描稿与调色
描稿对于保证印花花型精准度有着至关重要的作用,如印花版型及尺寸问题。熟练的描稿人员在考虑到不同设计软件录入与输出偏差的情况下会主动进行手工校验,如向客户索要统一格式的电子排版图及实体纸样,分别测量及进行相互比对,校验尺寸进而控制软件读图所产生的误差。
调色是保持颜色一致性最有技术含量的环节。首先,为了达到颜色的精准程度,需要根据坯布种类、墨水、打印模式分别制定ICC曲特征线,如经编与纬编布种对墨水的吸收程度不同,需通过不同颜色曲线分别表现出来。其次,受底坯、墨水及机械设备的影响,调色技术人员必须根据大货所用的底坯及大货生产环境对织物印花作出调试,其调色的精准度会直接影响后期印花品质。调色一般由技术人员掌控,一般情况下,调色师傅会在大货或码样开产前进行试色,会对相应配方作适当调整,直到色差在可接受范围以内。在此过程中需不断调整各种墨水的配比,进行蒸化、试洗对色。调色师傅对颜色的把控水平,对机器设备的熟悉程度会直接影响到调色效果。调色技术人员的稳定性也是保证印花色彩一致性的关键,每个调色技术员都有自己的颜色密码,一旦主要技术人员变动会引起印花颜色变动,对颜色品质造成无法预估的影响,因此,需尽量保持调色技术人员的稳定。
4.1.4 机台设备调试
锦氨织物印花坯布上浆温度一般设定在160℃左右,速度为30~40 m/min,速度过慢坯布易黄变,停留烘干机器内时间越长,容易形成风眼等品质问题,过快的话上浆不充分也会影响打印墨水上色效果。
4.2 印中控制
4.2.1 打印车间无差别环境
打印车间湿度对印花颜色影响相当大,当数码印花环境内湿度偏高时,印花将会更加鲜艳,湿度过高时,喷印后的花型易产生印花渗色及墨水渗化现象,反之则偏暗。因此,务必要保持打印车间条件恒定,需封闭式,恒温恒湿环境。为保持最佳状态,经反复试验,建议温度应保持在摄氏25℃,湿度维持在65%左右。
4.2.2 打印设备工作状态
机械设备供应商会提供配套的图像输入、输出系统,还会供应匹配的墨水,相关技术人员、机台操作人员要对机台设备性能很熟悉。合理安排适合的机台生产对应的花型或颜色,一般颜色一经批核,不再换机台,如需更换机台,坯布供应商及墨水等都需先行试色。另需定期检查设备,确保各项指标(温度、压力、速度等)相互匹配,达到其最佳工作状态,保持压力值恒定及喷头通畅,喷头压力在一般在-7 Pa左右。
打印机台工作状态对印花颜色也会有影响,当温度升高时,墨水黏度会增加,导致打印喷头出墨量不足从而会造成印花色会越来越浅。特别对于深色满底印花,底色会产生明显偏差。另在高温状态下染料颗粒从墨水中分离易造成飞粉沾色,纬编布尤其明显,此问题可以通过加装导带隔离飞粉以改善沾色。Pass痕也被称为停机痕,保持打印机台工作参数稳定特别是电源电压供应稳定及喷头出墨量均匀,可有效改善Pass痕问题或降低其发生概率。因此,需对打印设备进行科学排产,经常检查打印设备工作状态,便于及时预估及控制打印过程中出现的印花品质问题。
4.2.3 墨水
喷墨墨水的黏度、表面张力、分子粒径(最好在1 μm以内)、p H值、导电率等都会对印花颜色产生一定影响。黏度即液体流动的阻力,关系到印花颜色的精准度,表面张力则关系到能否形成液滴,一般来说,应该选用低黏度、高表面张力的喷墨墨水,以保证好的流动性能和液滴形态,确保印花颜色均匀、图案流畅。如某企业尝试将颗粒大的国产大红色墨水更改为颗粒较细的浅红色墨水再匹配相应的曲线,解决了印花麻点问题。
4.2.4 打印机台作业人员素质
作业人员是企业生产环节的主力军,作业人员的整体素质对印花品质有着至关重要的影响。一个熟练的作业人员可以对印花过程中的问题进行预判,对调色人员的失误进行及时纠正,避免失误流通到下一环节,造成资源浪费。如调色人员输错曲线,对于一个作业熟练受过训练的操作人员,可及时发现问题从而避免印花颜色出现偏差,熟练的作业人员通常会对机台设备各项性能比较了解,能够在生产过程中对设备的工作状态进行实时评估,及时止损及提升产能。因此,数码企业需提高作业人员的专业素质及数字化操控的能力进而改善印花成品品质[6]。
4.3 后整处理
4.3.1 蒸化条件
蒸化阶段对印花颜色发色有着至关重要的影响,保持蒸化条件恒定是保证发色程度一致的重要前提。某锦氨面料数码印花企业经反复调试、校准,蒸箱温度在114~116℃之间,压力恒定在1.5 Pa左右,时间在30~40 min内可使印花布面发色效果达到最佳状态。另外还需定期清理蒸箱,调试蒸箱环境确保蒸化条件一致。
4.3.2 水洗工艺
打印及高温蒸化后的锦氨织物需要进行进一步整理,去除织物表面浮色并作固色处理。需将印花织物置于适当温度的水中加入助剂进行水洗,根据需要调整比例。某数码印花企业经多次实验,最终得出锦氨织物纯碱及皂洗剂比例以及相对稳定洗水条件:纯碱:2 g/L;皂洗剂:1 g/L;浴比:1∶20;温度:40℃。
4.4 建立规范的印花色彩评价标准
控制印花品质首先需要建立评价系统,对于印花特别是新兴的数码印花而言,由于印花本身颜色丰富、层次复杂,各印花颜色会相互影响,评价起来有一定的难度,行业内目前还无法对印花色差值作出有效的量化评估。可基于净色布染色评价标准,建立数码印花颜色评价标准,这其中最核心的部分即是色彩匹配模块,通过色彩匹配程序来解释设备特性信息,实现各设备颜色色彩信息在设备与CIE Lab色空间之间进行转换[7],即可通过程序对各阶段印花半成品颜色数据值进行控制,进而保障成品印花颜色。
为了适应工业标准化趋势,印染企业要对工艺流程进行标准化管理,印染工艺企业标准包括印染原材料标准、印染设备标准、印染生产工艺标准、产品及检验标准等[8],统筹好这四项标准,对各项标准涉及指标进行统一,以便于生产工艺进行标准化作业。由于所有环节只有到水洗出缸后才能真正看到印花成品颜色,在流程的前段很难查验到印花偏差程度,而一旦成品之后,印花颜色已无法改善。因此,必须合理规范操作流程,对各项工艺数据进行归纳分析,提高对各个环节质量把控能力,引进有效的生产管理系统进行中段质量监控,如在蒸化前进行中期检查,并对印花成品质量进行实时预估。
5 结语
通过建立系统数据,进行标准化操作,为印花加工过程中的各环节把好关,才能最大程度控制印花品质问题。数码印花是科技与艺术的结合,以其丰富的颜色、高精度的印花花型、低廉的开发成本、灵活的生产周期受到设计师们的追捧,它正在迅速抢占传统印花工艺市场份额。随着计算机技术的不断发展进步,机械制造精度提升,大批技术人员的成长,管理上更加成熟,数码印花的应用除了纺织领域外,还将被越来越广泛应用于其他领域,市场前景将会越来越好。